Изобретение относится к обработк металлов, в частности к устройствам для протяжных станков при обработке протягиванием и может быть использовано всеми заводами, применяющими протяжные станки. Целью изобретения является расширение технологических возможносте путем исключения переустановки датчиков подачи смазочно-охлаждающей жидкости (СОЖ) в зависимости от длины протяжки. На чертеже приведено устройство к горизонтально-протяжному станку. Устройство содержит корпус 1, ,в котором установлены: датчик 2, выполненньй в виде электроконтактно го Выключателя; опора 3, выполненная жесткой в виде двух втулок и с возможностью осевого перемещения в корпусе 1; пружины сжатия 4, выполненные на суммарное усилие 3200 кг при сжатии на величину срабатывания электроконтактного выключателя 5 мм направляющие винты 5, ограничивающие величину перемещения опоры 3 в корпусе 1; кольцевое сопло 6, выполненное в виде двух колец, упор 7 подводящие каналы 8. Устройство работает следующим образом. Вспомогательный цилиндр протяжного станка посредством вспомогательного патрона и механизма сопро06вождения перемещает протяжку через обрабатываемую деталь в рабочий патрон (на чертеже не показаны), При рабочем перемещении протяжки осевая составляющая усилия протягивания, равная 3500-3200 кг, воздействует на опору 3, которая перемещается в корпусе 1 до упора в направляютцую втулку, сжимая пружины 4. В этом положении электроконтактньп1 выключатель 2 замыкает цепь управления подачей СОЖ, которая через подводящие каналы 8 в корпусе 1 поступает в сопло 6 и из него в виде высокоскоростной струи на протяжку, очищая ее от стружки и охлаждая торец детали. При выходе последних режущих зубьев протяжки из обрабатываемой детали, когда усилие протягивания уменьшается до усилия сжатия пружин 4, последние возвращают опору 3 в исходное положение, при этом электроконтактный выключатель 2 выключает подаЧу СОЖ в сопло 6. При любых наладочных перемещениях протяжки без детали, а также в случае попадания заготовки с отверстием, меньшим допустимого значения, подача СОЖ исключается. Кроме того, не требуется дополнительного времени на наладку, особенно при протягивании малых партий шлицевых отверстий комплектом из нескольких протяжек.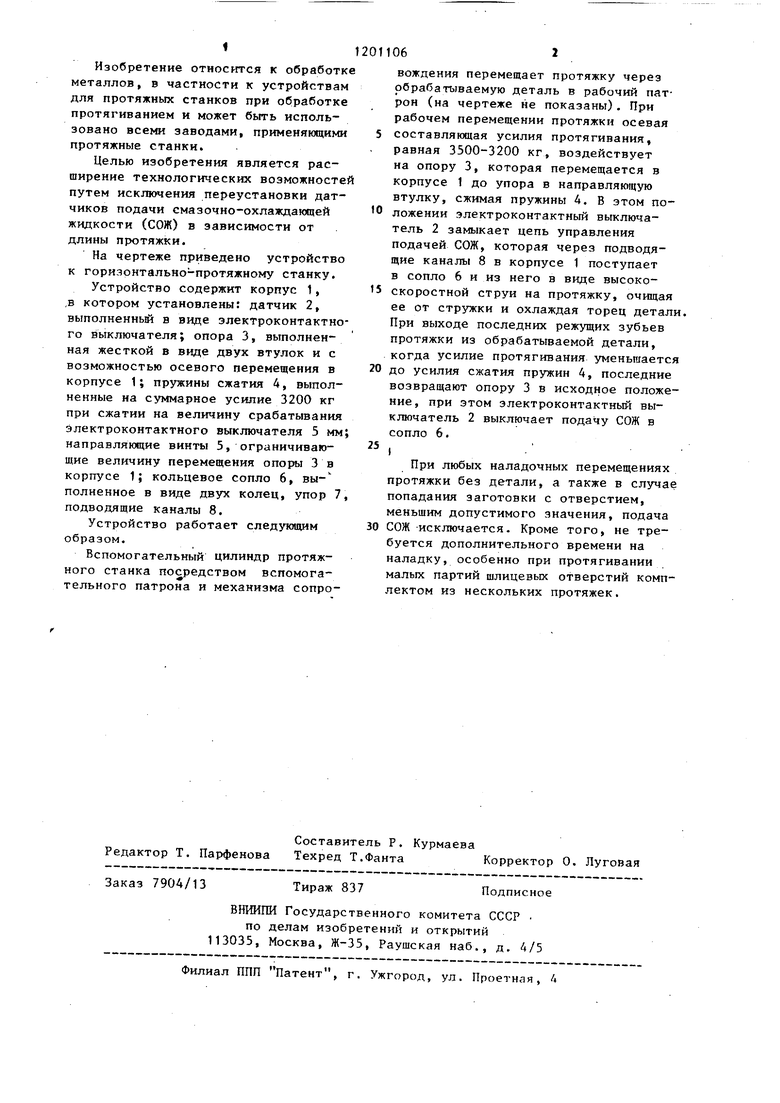
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки протягиванием деталей типа втулки на горизонтально-протяжном станке | 1983 |
|
SU1135568A1 |
| Устройство для протягивания отверстий | 1987 |
|
SU1437164A1 |
| ВСПОМОГАТЕЛЬНЫЙ ПАТРОН ДЛЯ ЗАХВАТА ПРОТЯЖКИ | 1995 |
|
RU2100154C1 |
| Самоустанавливающаяся опора | 1979 |
|
SU831433A1 |
| ВСПОМОГАТЕЛЬНЫЙ ПАТРОН ДЛЯ ЗАХВАТА ПРОТЯЖКИ | 1992 |
|
RU2049606C1 |
| Самоустанавливающаяся опора к протяжным станкам | 1976 |
|
SU595092A1 |
| Устройство для протягивания отверстий (его варианты) | 1984 |
|
SU1235706A1 |
| Горизонтально-протяжной станок для обработки внутренних поверхностей | 1981 |
|
SU1002110A1 |
| Станок для протягивания внутренних поверхностей | 1982 |
|
SU1021558A1 |
| Способ получения неразъемного соединения деталей | 1985 |
|
SU1389977A1 |
УСТРОЙСТВО ДЛЯ ОЧИСТКИ ОТ СТРУЖКИ К ПРОТЯЖНЫМ СТАНКАМ, содержащее корпус, в осевой полости которого установлено кольцевое сопло для подвода смаз очно-охлаждающей жидкости высокого давления к инструменту, опору и датчик, отличающееся тем, что, с целью расширения технологической возможности, датчик закреплен в корпусе и предназначен для взаимодействия с опорой, установленной с возможностью осевого перемещения. (Л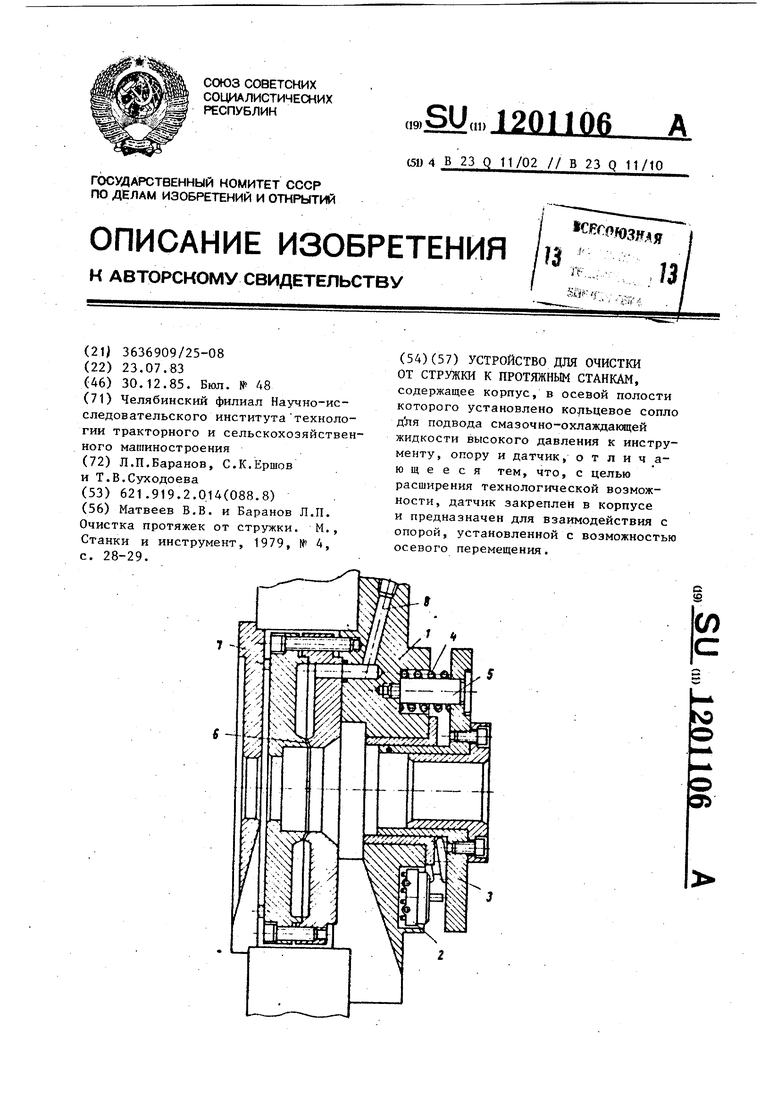
| Матвеев В.В | |||
| и Баранов Л.П | |||
| Очистка протяжек от стружки | |||
| М., Станки и инструмент, 1979, № 4, с | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| 0 ОЗЯАя П | |||
