Известные способы ковки на прессах крупногабаритных деталей, например турбинных дисков, предусматривают последовательное ведение деформации изделия по частям, осуществляемое в закрытых или открытых штампах. Однако такой процесс ковки требует много времени.
Учитывая, что внешние слои металла при ковке или штамповке текут медленнее внутренних, вследствие торможения из-за контактирования внешних слоев с поверхностями штампа, способ по-настоящему изобретению предусматривает ведение ковки или штамповки в открытом штампе с подвижными бойками, раздвигаемыми со скоростью, равной скорости течения металла.
Такой способ ведения ковки или штамповки ускоряет процесс деформации за счет растяжения раздвижными бойками.
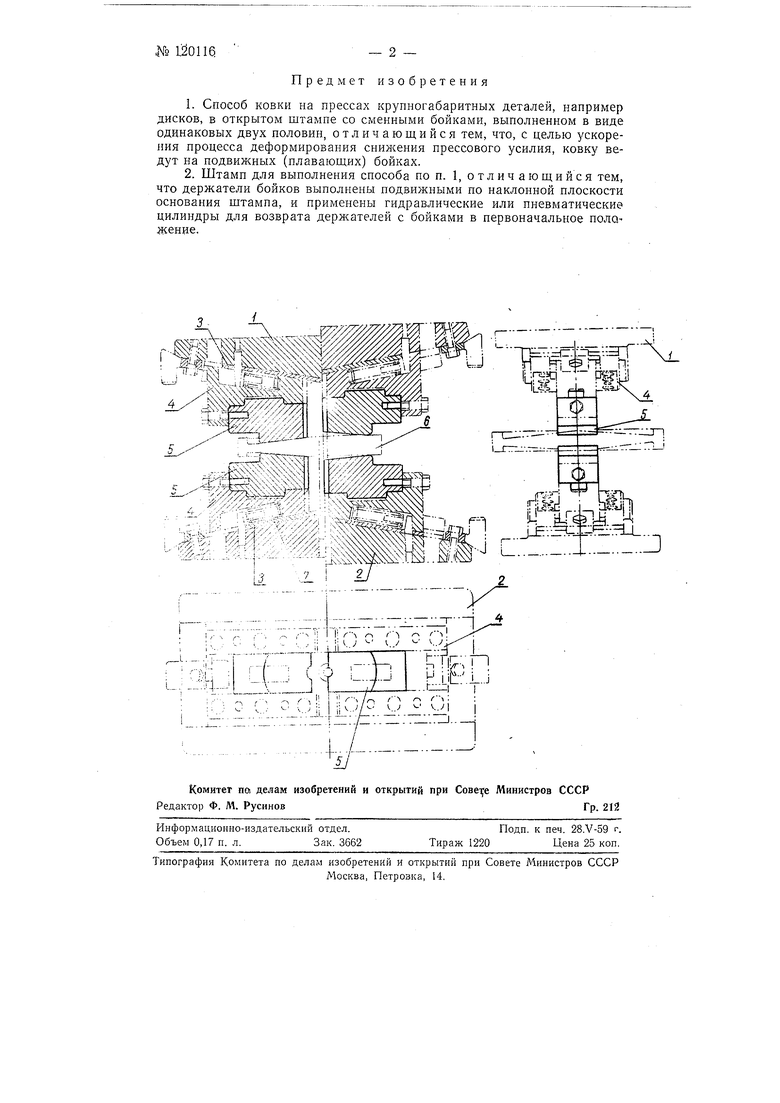
На чертеже показан в трех проекциях открытый штамп для выполнения описываемого способа ковки.
Штамп выполнен в виде одинаковых верхней / и нижней 2 частей основания, включающих подвижные по наклонной плоскости 5 основания держатели 4 съемных бойков 5.
При осуществлении процесса деформации заготовки 6, укладываемой между верхними и нижними бойками 5, последние раздвигаются со скоростью, равной скорости течения металла.
Возврат держателей бойков в первоначальное положение осуществляется при помощи гидравлических или пневматических цилиндров 7. Способ по-настоящему изобретению может найти применение для изготовления неответственных деталей, так как вследствие возникновения в деформируемом по этому способу металле высоких дополнительных растягивающих напряжений, будет возникать хрупкость некоторых слоев металла.
Предмет изобретения
1.Способ ковки на прессах крупногабаритных деталей, например дисков, в открытом штампе со сменными бойками, выполненном в виде одинаковых двух половин, отличаюпдийся тем, что, с целью ускорения процесса деформирования снижения прессового усилия, ковку ведут на подвижных (плавающих) бойках.
2.Штамп для выполнения способа по п. 1, отличающийся тем, что держатели бойков выполнены подвижными по наклонной плоскости основания штампа, и применены гидравлические или пневматические цилиндры для возврата держателей с бойками в первоначальное положение.
| название | год | авторы | номер документа |
|---|---|---|---|
| Открытый штамп для горячей штамповки на гидравлическом прессе | 1956 |
|
SU108482A1 |
| ШТАМП ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 1970 |
|
SU262606A1 |
| ШТАМП ДЛЯ СЕКТОРНОЙ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ ТИПА ШЕСТЕРЕН | 1966 |
|
SU214988A1 |
| КАЧАЮЩИЙСЯ БОЕКJ.J, (": г С О ;О 3 Н •-< Я. l-^li^'-n --/сН'^-Г- ?;.-й! l:Ali.h = S'5^'--^^«'-' -•• '^-"-l | 1971 |
|
SU314592A1 |
| Штампы для штамповки крупногаба-РиТНыХ КОлЕНчАТыХ ВАлОВ | 1978 |
|
SU839645A1 |
| СПОСОБ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ, НАПРИМЕР, КОЛЕНЧАТЫХ ВАЛОВ, ХОДОВЫХ КОЛЕС И Т. П. И ШТАМП ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1954 |
|
SU110074A1 |
| КОМБИНИРОВАННЫЙ ШТАМП | 1965 |
|
SU167422A1 |
| СПОСОБ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 1991 |
|
RU2008124C1 |
| Штамп для секторной штамповки крупногабаритных изделий | 1987 |
|
SU1532175A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ α+β-ТИТАНОВОГО СПЛАВА | 2008 |
|
RU2368700C1 |