а
С

| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ СЕКТОРНОЙ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ ТИПА ШЕСТЕРЕН | 1966 |
|
SU214988A1 |
| Штамп для закрытой объемной,преимущественно,изотермической штамповки | 1982 |
|
SU1127679A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| ВСГСООЗНАЯ ,' БНБ:;;Г'"''^ЭДЯ/-^llEl^TEKA | 1971 |
|
SU297160A1 |
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011464C1 |
| Комбинированный штамп | 1981 |
|
SU967656A1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| Штамп для объемной штамповки изделий с чередующимися боковыми выступами и впадинами | 1989 |
|
SU1655648A1 |
| Комбинированный штамп | 1977 |
|
SU657899A1 |
| УСТРОЙСТВО ДЛЯ КОВКИ ПОКОВОК КОЛЕЦ | 1992 |
|
RU2009758C1 |
Изобретение относится к обработке металлов давлением, в частности к штампам для секторной штамповки. Цель изобретения - повышение производительности и снижение расхода металла заготовки. Штамп содержит верхнюю и нижнюю плиты с пуансоном и секторной матрицей, механизм поворота поковки в виде штока с храповым механизмом и винтом, механизм подъема поковки, фиксирующее кольцо, закрепленное на нижней плите. После штамповки заготовки траверса пресса поднимается и механизм подъема поковки приподнимает и поворачивает ее на заданный угол. При малых ходах пресса производится многократный поворот заготовки. 4 ил.
Изобретение относится к обработке металлов давлением и может быть использовано при получении детален типа шестерен и дисков.
Цель изобретения - снижение расхода металла и повышение производительности.
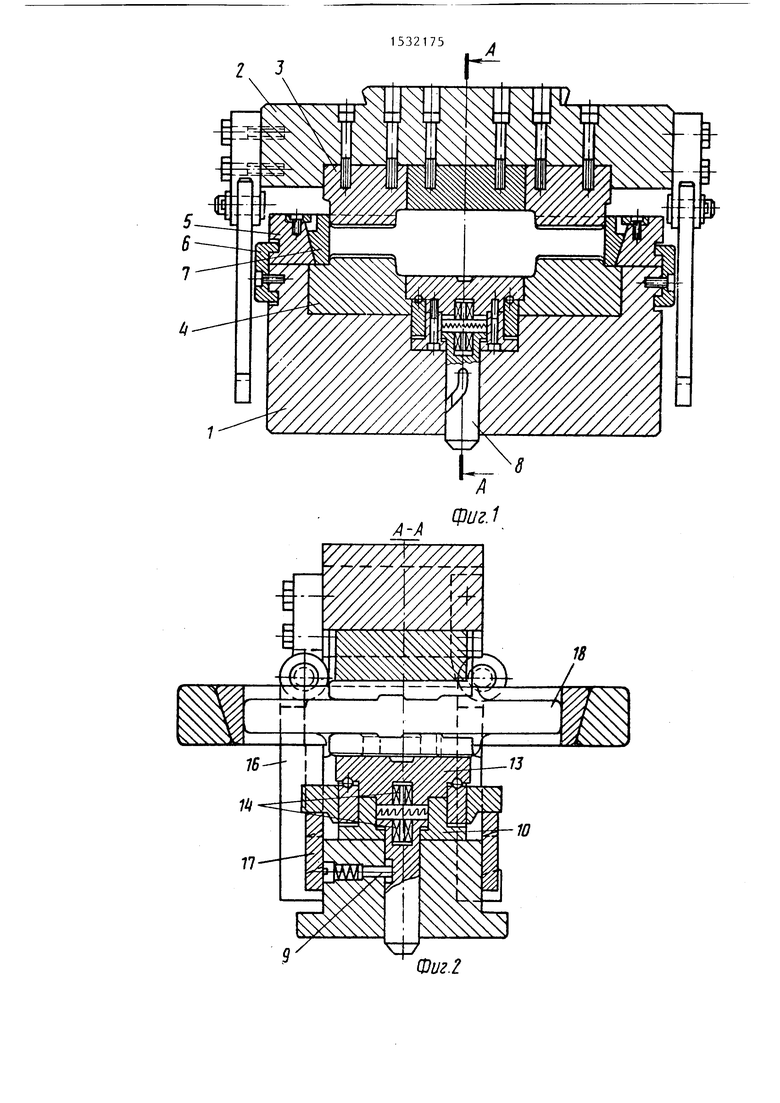
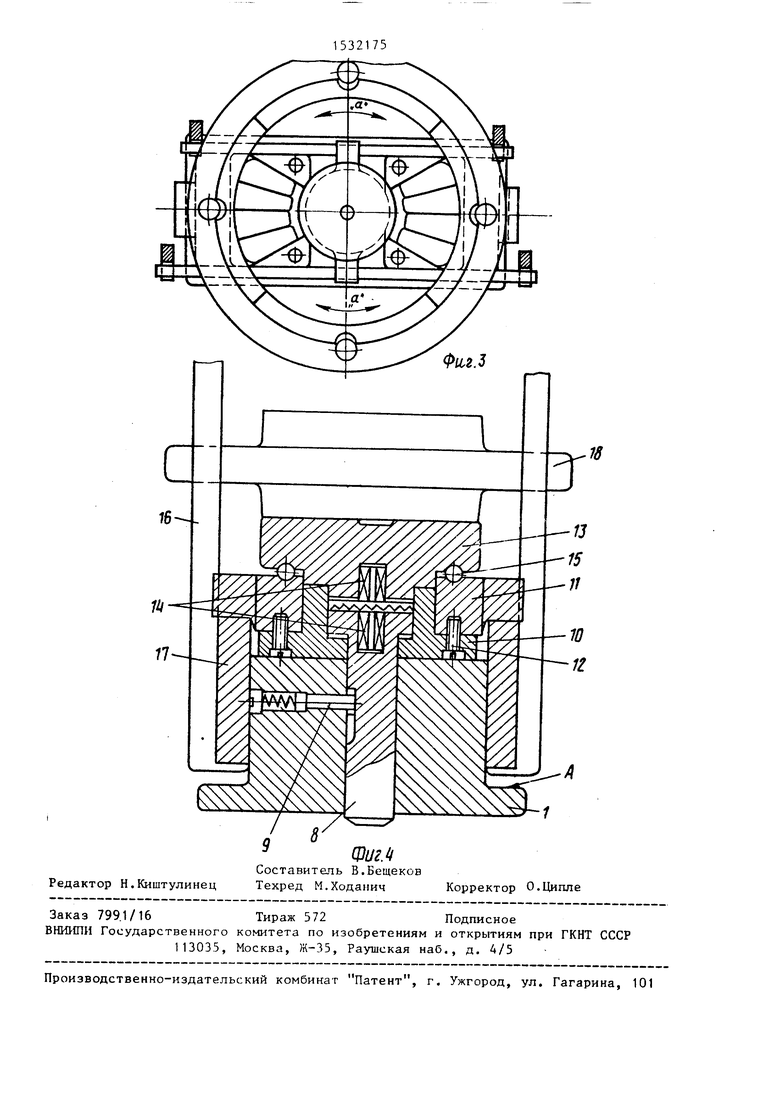
На фиг. 1 представлен штамп, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фнг. 3 - штамп, вид с верху j на фиг. 4 - узел механизма поворота .
Штамп для секторной штамповки крупногабаритных изделий типа шестерен, дисков содержит нижнюю 1 и верхнюю 2 плиты, составную матрицу, состоящую из двух половин - верхней 3, закрепленной в верхней плите 2, нижней 4, фиксирующее кольцо 3, закрепленное на нижней плите 1 соединительными скобами 6. По внутренней конической поверхности фиксирующего кольца 5 размещены кольцевые секции вкладышей 7. Штамп также содержит механизм поворота заготовок, включающий поворотный винт 8 с копирными пазами, в которые заходят концы подпружиненных поводковых пальцев 9, размещенных в нижней плите 1. Верхняя часть винта 8 размещена в опорной втулке 10, соединенной с опорным кольцом 11 винтами 12. В нижней осевой части опорного вкладьша 13 и верхней части винта 8 вьтолнены квадратные гнезда, в которых размещен храповик 14. Jbi осуществления поворота подковку на ответных поверхностях опорного вкладыша 13 и опорного кольца 11 выполнены кольцевые канавки, в которых размещены шарики 15, Для осуществления подъема поковки и ее поворота на верхней плите закреплены поворотные
СП
оэ to
ч О1
10
t5
20
тяги 16, взаимодействующие с коромыслами 17, расположенными на плоскостях А нижней плиты 1.
Штамп для секторной штамповки крупногабаритных изделий типа шестерен, дисков работает следующим образом.
Предварительно осаженная поковка 18 укладывается на нижнюю половину 4 матрицы, затем стол пресса, с установленной на нем нижней плитой 1, матрицей, фиксирующим кольцом 5 с разъемными кольцевыми секциями вкладышей 7 подается под траверсу пресса, на которой закреплена верхняя половина 3 секторной матрицы.
Нажатием верхней половины 3 секторной матрицы производится частичная штамповка поковки 18. При подъеме траверсы пресса вверх поворотные тяги 16, зацепляясь за коромысла 17, поднимают винт 8. Винт 8, взаимодействуя с поводковыми пальцами 9, поворачивается с опорным вкладышем 13, одновременно поворачивая поковку 18. С опусканием траверсы пресса храповик 14 не поворачивается, а проскальзывает за счет выбора зазора, превышающего высоту зуба, а винт 8 возвращается в первоначальное положение и поворота заготовки не происходит. Таким образом, на малых ходах пресса производится многократный поворот заготовки.
В конечный момент штамповки поков- 35 ка приобретает цилиндрическую форму по образующей поверхности, что обеспечивает получение поковок с более высокой точностью, габаритные размеры которых максимально приближены к
15321754
размерам готовой детали. Исключение угла наклона по образующей поверхности поковки обеспечивает снижение расхода металла для изготовления поковок типа шестерен, дисков.
Ввиду того, что на рабочих поверхностях матриц предусмотрены выступы и впадины, в конечный момент щтампов- ки в направлении стрелок а (фиг. 3) металл, вытесняемый из-под матрицы, частично затекает во впадину, тем самым уменьшается зона затухания деформации и, как следствие, уменьшается усилие деформирова1гия.
25
30
40
Формула изобретения
Штамп для секторной штамповки крупногабаритных изделий, содержащий верхнюю и нижнюю плиты с пуансоном и секторной матрицей, а также механизм поворота поковки в виде винта, поворотной шайбы и опорного вкладьш а, о т- личающийся тем, что, с целью снижения расхода металла и повышения производительности, он снабжен фиксирующим кольцом с коническим отверстием и кольцевыми секторными вкладышами, установленными в коническом отверстии с, возможностью вертикального перемещения, а также механизмом подъема поковки в виде опорного кольца с кopoмыcлa 8, размещенного на нижней плите, и поворотных тяг, размещенных на верхней плите с возможностью взаимодействия с упомянутыми коромыслами нижней плиты, опорный вкладьш установлен на опорном кольце с возможностью относительного поворота.
0
35
5
0
40
Формула изобретения
Штамп для секторной штамповки крупногабаритных изделий, содержащий верхнюю и нижнюю плиты с пуансоном и секторной матрицей, а также механизм поворота поковки в виде винта, поворотной шайбы и опорного вкладьш а, о т- личающийся тем, что, с целью снижения расхода металла и повышения производительности, он снабжен фиксирующим кольцом с коническим отверстием и кольцевыми секторными вкладышами, установленными в коническом отверстии с, возможностью вертикального перемещения, а также механизмом подъема поковки в виде опорного кольца с кopoмыcлa 8, размещенного на нижней плите, и поворотных тяг, размещенных на верхней плите с возможностью взаимодействия с упомянутыми коромыслами нижней плиты, опорный вкладьш установлен на опорном кольце с возможностью относительного поворота.
г
1532175
Фиг.2
Редактор Н.Киштулинец
Фиг.
Составитель В.Бещеков Техред М.Ходанич
Корректор О.Ципле
| ШТАМП ДЛЯ СЕКТОРНОЙ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ ТИПА ШЕСТЕРЕН | 1966 |
|
SU214988A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
