Известен штамп для секторной штамповки крупногабаритных изделий типа шестерен, состоящий из верхней и нижней плит, пуансона и матрицы, установленных соответственно на указанных плитах, и механизма поворота поковки, выполненного в виде рычажной системы.
Для увеличения стойкости штампа и повышения производительности труда механизм поворота в описываемом штампе выполнен в виде штока, соединенного храповым механизмом с винтом, на стержне которого имеются три паза для размещения в них подпружиненных поводковых пальцев, расположенных в нижней плите, а в верхней плите смонтированы два пневматических цилиндра, взаимодействующих со штоком в момент поворота заготовки.
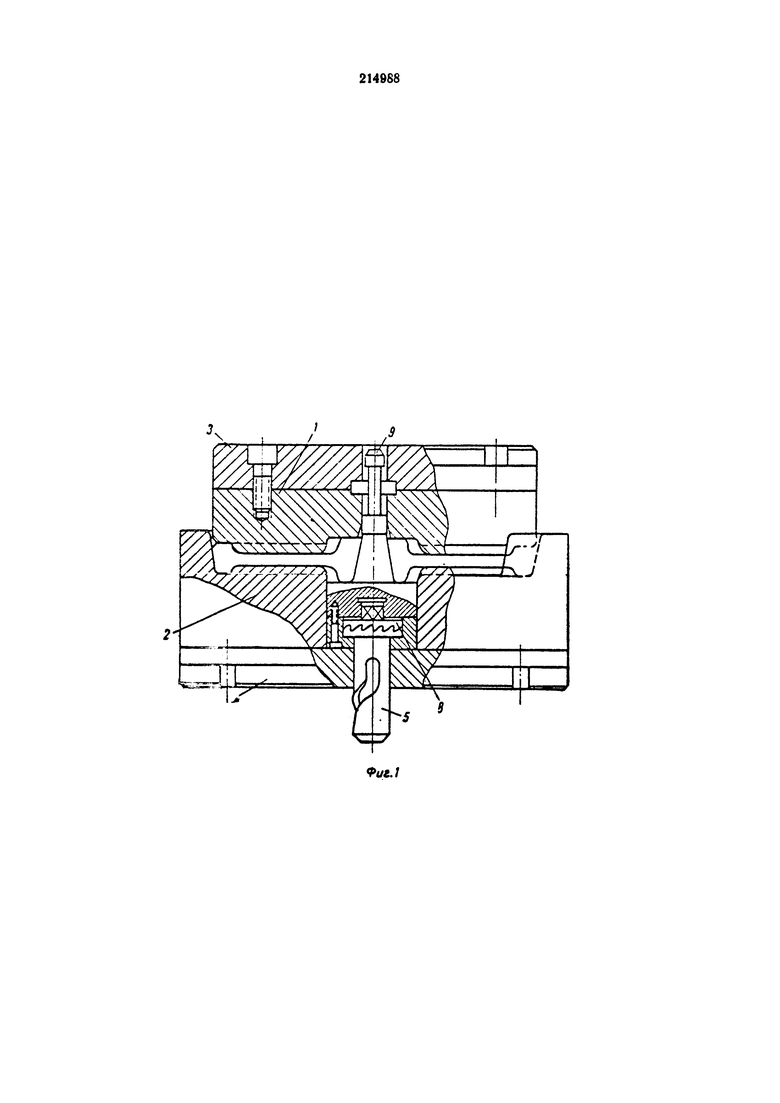
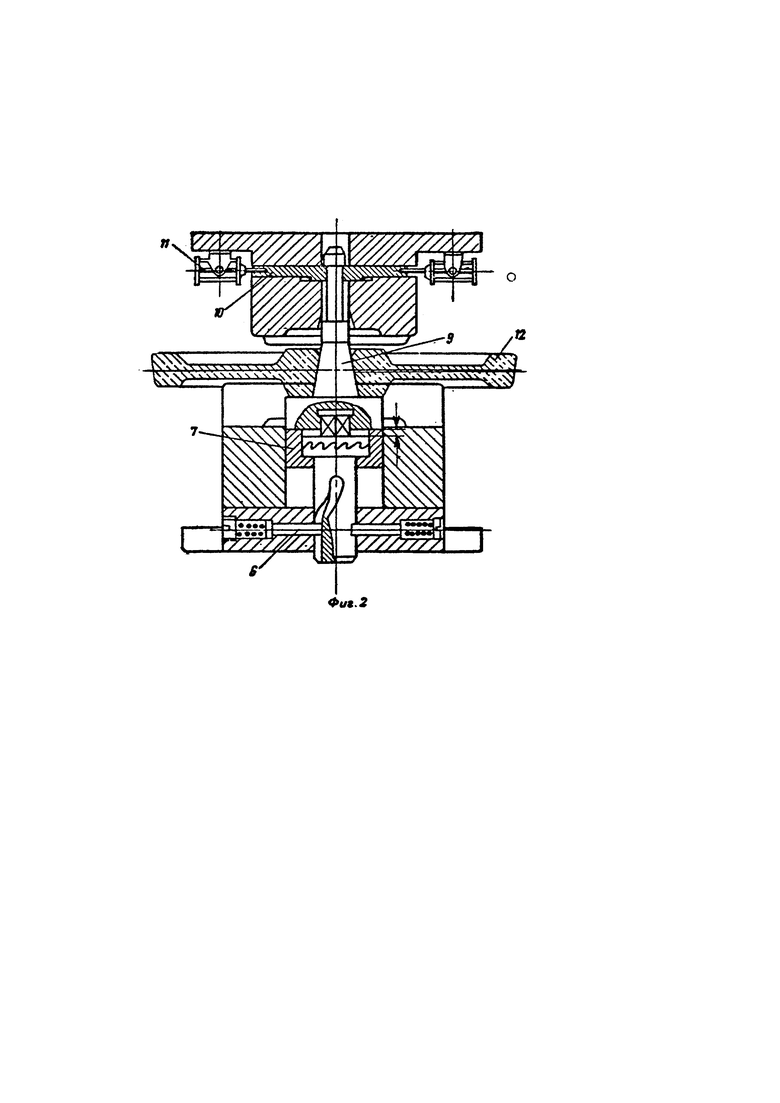
На фиг. 1 показан описываемый штамп, вид сбоку, с частичным разрезом, в момент штамповки; на фиг. 2 - тот же штамп, вид сбоку, с частичным разрезом, в момент подъема траверсы.
Основными частями штампа являются секторный пуансон 1 и секторная матрица 2. Пуансон крепится к верхней плите 3, а матрица установлена на плите 4, а отверстии которой размещен винт 5. На стержне винта имеются три паза, в которые заходят концы трех подпружиненных поводковых пальцев 6. размещенных в нижней плите. Верхняя часть винта размещена в опорной втулке 7, и своими зубцами сцеплена с поворотной шайбой 8. Последняя с помощью хвостовика связана со штоком 9, скрепленным с опорной втулкой 7. Верхняя часть штока имеет головку, за которую шток захватывается двумя зажимными планками 10, приводимыми в движение от пневмоцилиндров 11.
Предварительно прошитая заготовка 12 укладывается на секторную матрицу 2, затем стол пресса с установленной на нем матрицей подается под траверсу пресса, на которой укреплен секторный пуансон 1. При этом зажимные планки разведены. При опускании пуансона головка штока 9 свободно проходит между ними, после чего зажимные планки сводятся, захватывая головку штока.
Нажатием пуансона производится частичная штамповка заготовки. При подъеме пуансона вверх шток 9, головка которого захвачена планками 10, поднимает винт 5. Винт, взаимодействуя с поводковыми пальцами 6, поворачивается, поворачивая заготовку. При последующем опускании пуансона винт, поворачиваясь, своими зубцами поднимает поворотную шайбу 8. Последняя при этом выходит из зацепления с зубцами винта, и поворота заготовки не происходит. Таким образом на малых ходах пресса производится многократный поворот заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для секторной штамповки крупногабаритных изделий | 1987 |
|
SU1532175A1 |
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЯХ | 1972 |
|
SU412980A1 |
| Штамп для объемной штамповки | 1990 |
|
SU1731397A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Штамп с разъемными матрицами | 1982 |
|
SU1047574A1 |
| ВСГСООЗНАЯ ,' БНБ:;;Г'"''^ЭДЯ/-^llEl^TEKA | 1971 |
|
SU297160A1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| Штамп для изготовления осесимметричных поковок | 1980 |
|
SU990392A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Многопозиционный штамп последовательного действия к прессу | 1990 |
|
SU1780915A1 |
Штамп для секторной штамповки крупногабаритных изделий типа шестерен, состоящий из верхней и нижней плит, пуансона и матрицы, установленных соответственно на указанных плитах, и механизма поворота поковки, отличающийся тем, что, с целью увеличения стойкости штампа и повышения производительности труда, механизм поворота выполнен в виде штока, соединенного храповым механизмом с винтом, на стержне которого имеются три паза для размещения в них подпружиненных поводковых пальцев, расположенных в нижней плите, а в верхней плите смонтированы два пневматических цилиндра, взаимодействующих со штоком в момент поворота заготовки.
