Применяемый в настоящее время на промыьилеиных предприятиях способ мерной отрезки от проката заготовок предусматривает подачу их на одну и ту же длину. Но так как пруток или полоса в пределах своей длины имеют сечения различных площадей (в пределах допуска), то отрезанные заготовки отличаются друг от друга по объему и весу. Для получения точпой по объему и весу заготовки обычно применяют дополпительные операции.
Способ мерной отрезки заготовок по настоящему изобретению предусматривает их дозировку посредством двух индуктивных датчиков, одним из которых измеряется площадь сечения, а другим-длина, с последующе обработкой полученных даппых известными приемами.
Такой способ позволяет повысить точность мерной отрезки от проката заготовок по объему.
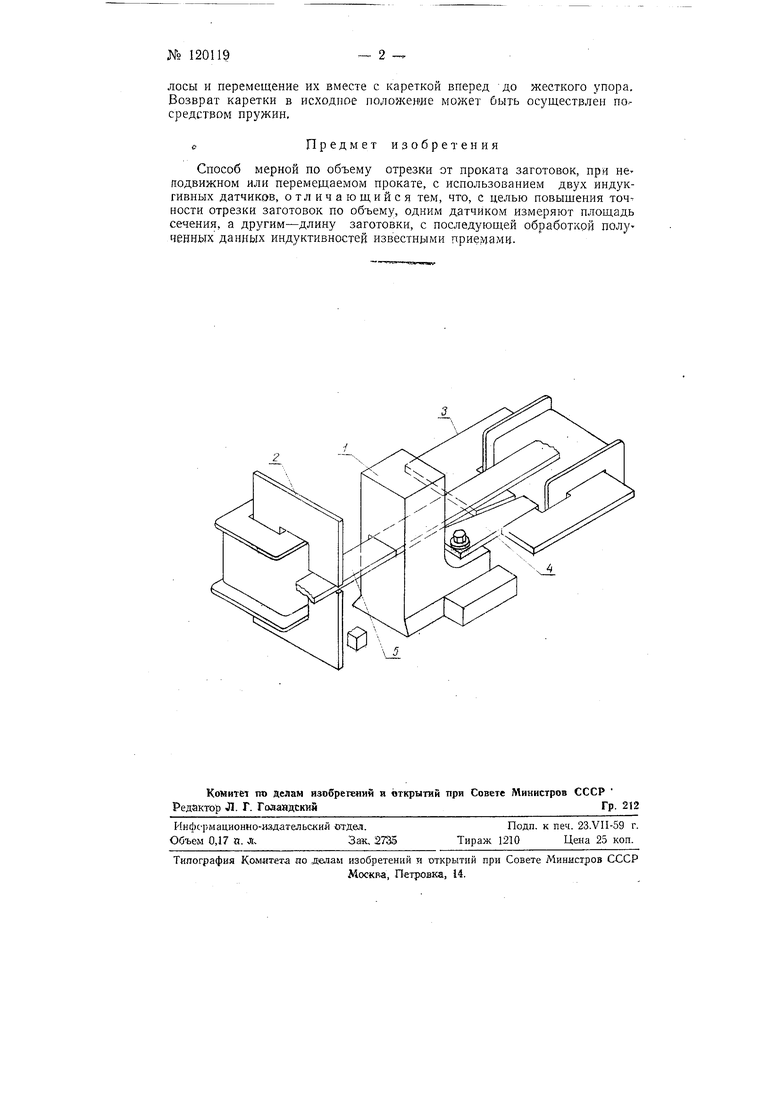
На чертеже показан в аксонометрии общий вид устройства, осуществляющего мерную отрезку по описываемому способу.
Устройство выполнено в виде подвижной каретки //расположенной между датчиком 2 площади и датчиком 3 длины. Зажимная каретка снабжена клипом 4. Для получения произведения величины индуктив-. ностп обоих датчиков, они встраиваются в мост.-Индуктивность двух других плечей моста подбирается таким образом, чтобы при заданной разности произведепия ипдуктивностей сработало бы реле, дающее сигналы для остаиовки каретки, задающей длину заготовки.
При прохождении . прутка или полосы 5 через прорезь магнитопровода датчика 2 плоп1,ади, изменяется индуктнвиость. Благодаря .измене-; ПИЮ воздушного зазора между магнитопрозэдом датчика 5 длины и клином 4 также изменяется индуктивность. При определенной величине ий-., дуктивпостей сработает реле, включающее электромагнит, затормаживающий движение каретки. Затем производится зажим прутка или полосы и перемещение их вместе с кареткой вперед до жесткого упора. Возврат каретки в исходное положение может быть осуществлен посредством пружин,
сПредмет изобретения
Способ мерной по объему отрезки от проката заготовок, при неподвижном или перемещаемом прокате, с использованием двух индуктивных датчиков, отличающийся тем, что, с целью повыщения точности отрезки заготовок по объему, одним датчиком измеряют площадь сечения, а другим-длину заготовки, с последующей обработкой полученных данных индуктивностей известными приемами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматизированной отрезки дозированных по объему заготовок | 1987 |
|
SU1473912A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАРТИЙ ГОРЯЧЕКАТАНОГО ЛИСТА | 2010 |
|
RU2405639C1 |
| Способ дозирования объема металлических заготовок | 1980 |
|
SU929351A1 |
| УСТАНОВКА ДЛЯ РЕЗКИ ПОЛОС ПРОКАТА НА МЕРНЫЕ ЗАГОТОВКИ РАЗЛИЧНОЙ ДЛИНЫ | 2005 |
|
RU2297903C1 |
| Устройство для изготовления деталей из пруткового материала | 1990 |
|
SU1759508A1 |
| Устройство дозирования объема отрезаемых заготовок | 1980 |
|
SU979040A1 |
| Способ разделения сортового проката | 1989 |
|
SU1731475A1 |
| СПОСОБ ПРОИЗВОДСТВА ШАРОВ | 1999 |
|
RU2167020C1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ | 1995 |
|
RU2082950C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ НА СТАЛЕЛИТЕЙНОМ ЗАВОДЕ ПРУТКОВ ЗАДАННОЙ ДЛИНЫ | 2012 |
|
RU2508171C2 |
