8
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления витыхлЕНТОчНыХ МАгНиТОпРОВОдОВ | 1979 |
|
SU847383A1 |
| Устройство для фиксации витого ленточного магнитопровода | 1990 |
|
SU1760570A1 |
| Устройство для крепления витых ленточных магнитопроводов | 1983 |
|
SU1121709A1 |
| Способ изготовления витых ленточных магнитопроводов | 1980 |
|
SU936055A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИТЫХ ЛЕНТОЧНЫХ МАГНИТОПРОВОДОВ | 2007 |
|
RU2348999C1 |
| Устройство для разрезки магнитопроводов | 1989 |
|
SU1809472A1 |
| Способ изготовления витых ленточных магнитопроводов | 1980 |
|
SU982108A1 |
| Оправка для изготовления витых разрезных ленточных магнитопроводов | 1985 |
|
SU1275563A1 |
| Устройство для изготовления витого ленточного магнитопровода | 1988 |
|
SU1617542A1 |
| Устройство для формования витых ленточных магнитопроводов из круглой заготовки | 1981 |
|
SU1032487A1 |
ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ВИТЫХ ЛЕНТОЧНЫХ МАгаИТОПРОВОДОВ, содержащая корпус, закрепленный на оск, отличающаяся тем, что, с целью повьшения качества магнитопроводов путем стабилизацкк их геометрических размеров, корпус выполнен в виде пакета пластин, размещенных на оси с чередукгщимся смещением относительно одна другой и скрепленных между собой соединительным элементом.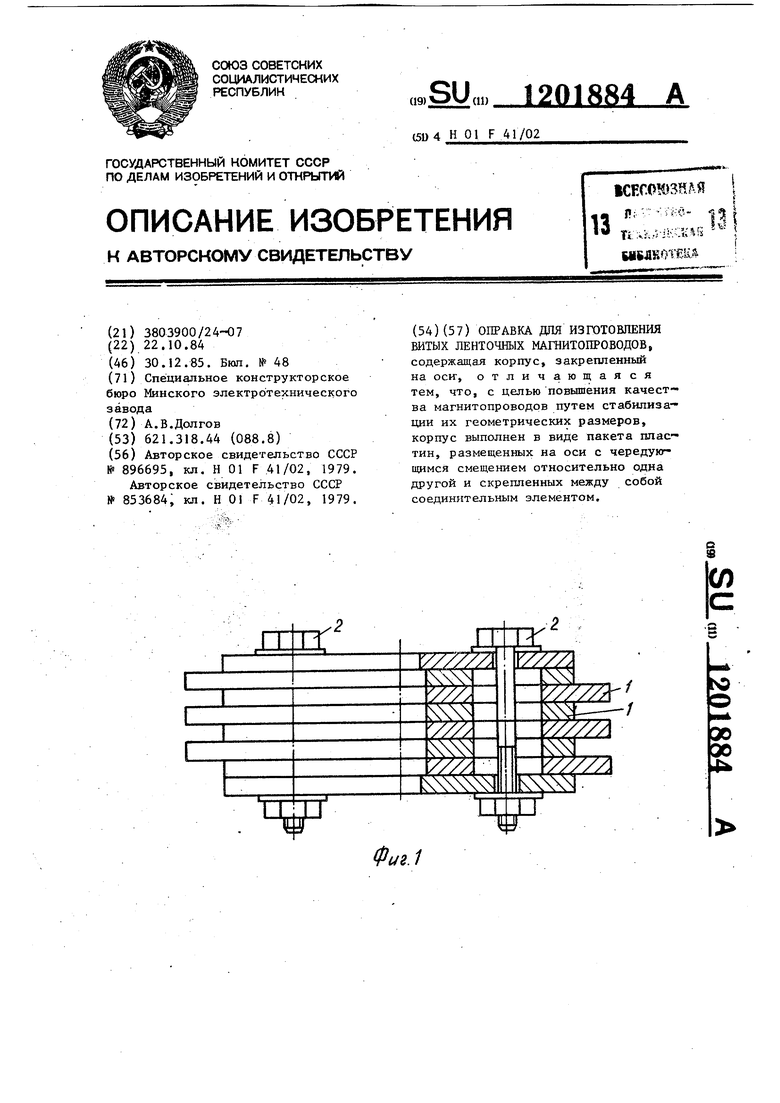
Фиг.1 Изобретение относится к техноло- гическому оборудованию для изгот.ов Ленин трансформаторов и может быть использовано в электротехнической промышленности. Цель изобретения - повышение качества магнитопроводов .путем стабилиза1щи их .геометрических размеров. На фиг.1 изображена оправка дпя изготовления витых ленточных магнит проводов; на фиг.2 - 4 то же, варианты. ; Оправка для изготовления витых ленточных магнитопроводов {фиг.1) содержит корпус, закрепленный на ос и выполненный в виде пакета пластин 1, размещенных на оси магнитопровода с чередующимся смещением относительно одна другой и связанных межд собой соединительным элементом 2, При навивке магнитопровода плас- тины .1 неподвижно соединены одна с другой элементами 2, образуя разъем ное соединение, имеющее форму окна навиваемого элемента магнитопровода Во время операции отжига магнитопровода геометрические размеры оп- 841 равки увеличиваются, и усилия взаимодействия между оправкой и элементом ма№итопровода возрастают. После отжига .элемента магнитопровода рас- слабляют соединительные элементы 2, благодаря чему пластины 1 в пакете получают возможность перемещения одна относительно другой, усилия взаимодействия между оправкой и внутренними витками элемента магнитопровода уменьшаются, и оправка свободно извлекается из окна магнитопровода, не деформируя его витков. Затем оправку устанавливают в шаблон, имeюшJ й номинальные размеры требуемого окна магнитопровода, пластины 1 пакета, смещают одну относительно другой до упора в стенки шаблона, т.е. до достижения оправкой геометрических размеров шаблона, и положение их фиксируют соединительными элементами 2. Таким образом оправка имеет номинальные геометрические размеры окна элемента магнитопровода и готова к его намотке.
| Оправка для изготовления витых ленточных магнитопроводов | 1979 |
|
SU896695A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Оправка для навивки и отжигаСЕРдЕчНиКОВ ТРАНСфОРМАТОРОВ | 1979 |
|
SU853684A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
