(54) ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ВИТЫХ ЛЕНТОЧНЫХ МЛГНИТОПРОВОДОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка для изготовления витых разрезных ленточных магнитопроводов | 1985 |
|
SU1275563A1 |
| Устройство для изготовления разрезного ленточного магнитопровода | 1990 |
|
SU1815682A1 |
| Способ изготовления трансформатора | 1987 |
|
SU1495864A1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1979 |
|
SU978210A1 |
| Устройство для изготовления витыхлЕНТОчНыХ МАгНиТОпРОВОдОВ | 1979 |
|
SU847383A1 |
| Способ изготовления витых ленточных магнитопроводов | 1982 |
|
SU1078481A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИТЫХ ЛЕНТОЧНЫХ МАГНИТОПРОВОДОВ | 2007 |
|
RU2348999C1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1984 |
|
SU1309096A1 |
| Поточная линия для изготовления витых ленточных магнитопроводов | 1985 |
|
SU1317570A1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1978 |
|
SU942178A1 |
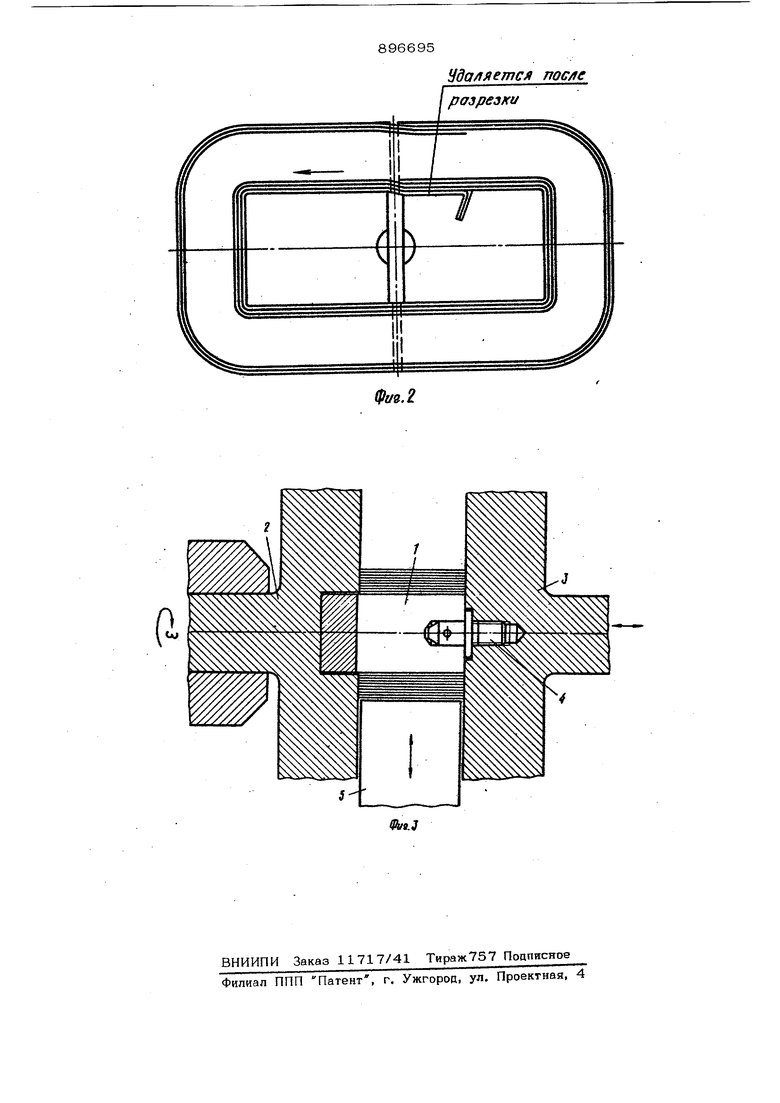
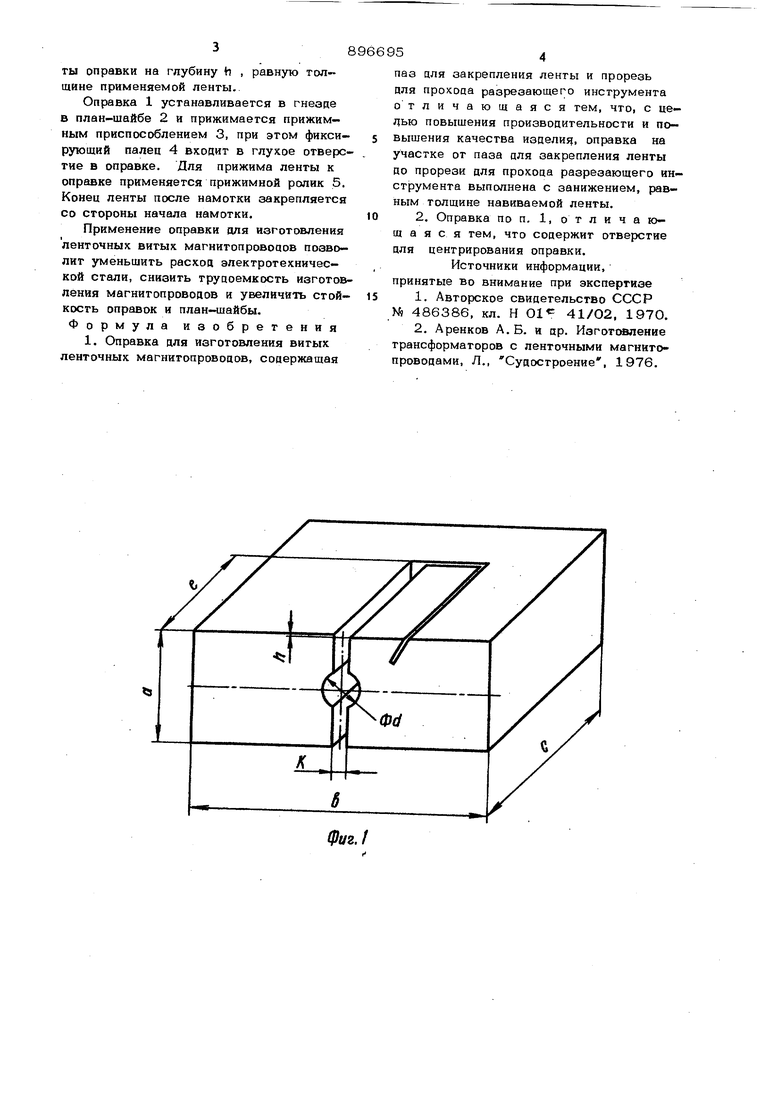
Изобретение относится к устройствам для изготовления ленточных витых магнитопровоцов и может быть использовано в электротехнической области. Известны оправки для изготовления ленточных витых магнитопровоцов, имеющие виц прямоугольного параллелепипеда и содержащие наклонную прорезь для закрепления ленты и прорезь для прохода разрезающего инструмента (корундового диска) 1, 2) Недостатками известных оправок являются увеличенная трудоемкость изготовления магнитопроводов; изменение раз меров оправки (соответственно и колебания размера окна магнитопровоца) в зоне прорези для прохода разрезающего инстру мента, в связи с постоянно действующим динамическим усилием от прижимного ролика; недостаточная стойкость оправки и плотность намотки из-за колебания оправки в гнезде план-щайбы в процессе намотки. Целью изобретения является повыше ние производительности изготовления и повышение качества магнитопроводов. Поставленная цель достигается тем, что оправка на участке от паза цля закрепления ленты до прорези для прохода разрезающего инструмента выполнена с занижением , равным толщине навиваемой ленты, а также содержит отверстие для центрирования. На фиг. 1 дана оправка, общий виа; на фиг. 2 и 3 - схема намотки магнитопровода и установка оправки на станке. Оправка имеет виц прямоугольного параллепипеца с размерами ахвхс . Для закрепления ленты имеется наклонный паз. Для разрешающего инструмента по оси вращения оправки имеется прорезь шириной К и глубиной 2 , превышающей ширину сердечника, и глухое отверстие диаметром d для фиксирующего пальца. В зоне от прорези для закрепления ленты до прорези для прохода разрезающего инструмента произведено занижение высо- 38 гы оправки на глубину h , равную толщине применяемой ленты. Оправка 1 устанавливается в гнезде в план-шайбе 2 и прижимается прижимным приспособлением 3, при этом фиксирующий палец 4 входит в глухое отверстие в оправке. Для прижима ленты к оправке применяется прижимной ролик 5. Конец ленты после намотки закрепляется со стороны начала намотки. Применение оправки для изготовления ленточных витых магнитопровоаов позволит уменьшить расход электротехнической стали, снизить трудоемкость изготов ления магнитопроводов и увеличить стойкость оправок и план-шайбы. Формула изобретения 1. Оправка для изготовления витых ленточных магнитопроводов, содержащая 5 паа для закрепления ленты и прорезь для прохода разрезающего инструмента отличающаяся тем, что, с целью повышения производительности и повышения качества изделия, оправка на участке от паза для закрепления ленты до прорези для прохода разрезающего инструмента выполнена с занижением, равным толщине навиваемой ленты. 2. Оправка по п. 1, отличающ а я с я тем, что содержит отверстие для центрирования оправки. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР N9 486386, кл. Н 01 41/02, 1970. 2.Аренков А. Б. и пр. Изготовление трансформаторов с ленточными магнигопроводами. Л., Судостроение, 1976.
IpazJ
