1 ,
Изобретение относится к прокатному производству и может быть использовано при прокатке круглых сортовых профилей и заготовок.
Цель изобретения - повшпение точности размеров и качества поверх . нести круглого профиля за счет его вращения при прокатке в калибре,
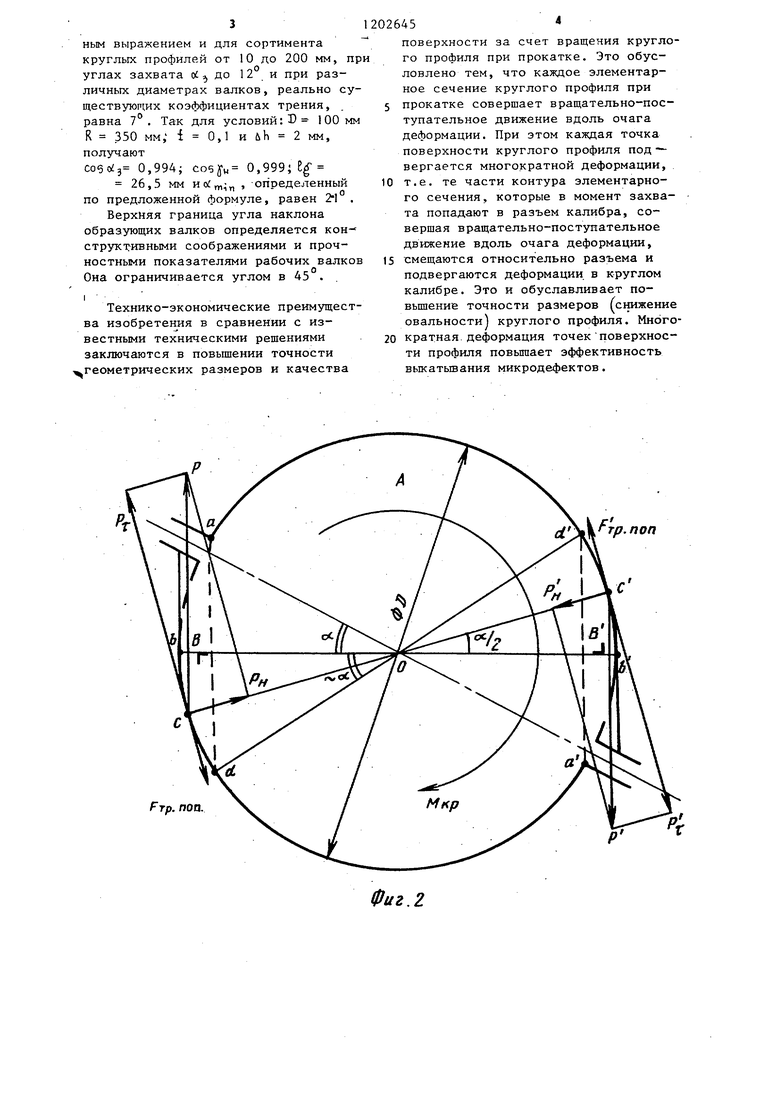
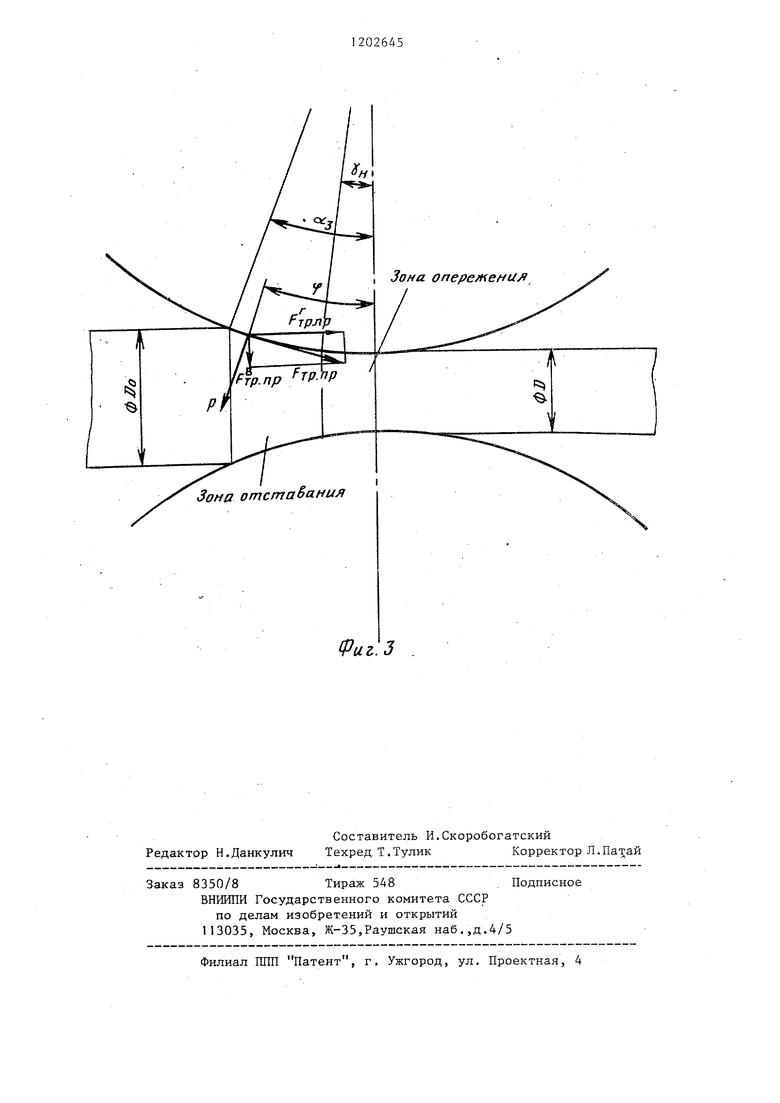
На фиг.1 показан узел валков, общий вид; на фиг,2 и 3 - схемы действия сил в очаге деформации в поперечном и продольном сечениях калибра соответственно.
Узел содержит валки 1 и 2 с параллельными осями и ручьями 3 и 4 образующими круглый калибр. При это валки выполнены в виде усеченных конусов с углом наклона образующей к оси валка, равным 7-45° и расположены конусностью один навстречу другому.
Принцип работы предлагаемой конструкции заключается в следующем.
При прокатке круглого подката в калибре, нарезанном на конических валках, имеющих противоположную конусность, действуют нормальные силы и силы Трения в зоне контакта металла с валком. При расположении калибра на равных расстояних относительно осей рабочих валков, контактные силы, действующие в зоне А, в любом сечении очага деформации симетрично-противоположны относительно точки О и взаимно компенсируют одна другую. Рассмотрим действие контактных сил в зонах В и В . В зоне В сила Р, действующая со стороны нижнего валка на деформируемый металл, раскладьго ается на нормальHy Рц и тангенциальную Р . Длина контакта металла с валками в указанной зоне осуществляется по дуге Ь cj. Соответственно в зоне В действует сила Р со стороны верхнего валка на металл. Момент от действия пары сил Р и Р приводит к вращению прокатьшаемого металла в калибре. .Указанный момент определяется по формуле
M,P,.DE eubcd 0,5PD etf-o6co5 ,
л. /
где йб - угол наклона образующих
рабочих валков, т.е. 2{g ot равен конусности каждого из валков.
Длина дуги контакта 6bbC(j 0,5o(.D .
Вследствии того, что металл в процессе деформации начинает вра -
02645 2
щаться по часовой стрелке (фиг.2), возникают силы трения Ртр, под которые направлены во взаимно противоположные стороны. Эти силы дейст- 5 вуют по всему параметру калибра, за исключением о аb и и а Ъ Допуская что коэффициент трения имеет одинаковую величину в продольном и поперечном направлениях, а также усред- 10 няя зпюру давления прокатки в очаге деформации, получают
F F P-f тр.поп. fp.np. -
С учетом сказанного крутящий момент от действия поперечных сил трения записьшается в следующем ви- де:
)e(irD-2eb -p D e().
i На металл также действует- продольная сила трения (фиг.З), вертикальная составляющая от которой FTO. ПР. F-jp рр на участках В и В ,вызывает крутящий момент, который определяется следующим образом.
Ун. о
M,jo,SP D Ro(.co5|5incpc q)-j O SPtD Roix
хСОв -2- 5in .,
где 2 - нейтральный угол; Ч - текущий угол; R - катающий радиус калибра. Производя интегрирование и последующее преобразование, получают
M, PfD Rotco6f(l-2co6yH coeoi3). Суммарный крутящий момент, возни сающий в результате действия всех, сил, равен
Г
М ,5PD BgЬ.co5 -2ife-o6)- r in L 2
(1-2с05Ун + С050(.)|.
Из приведенных выкладок видно, что вращение металла относительно валков начинается, когда пара сил Р- - Р превышает по своему значению сдерживающий момент от сил трения.
Минимально допустимый угол « , при котором начинается вращение металла в калибре, можно найти из словия Мкр о, т.е.
i (Я-«0+ oi-005-2(1-2005 у ° з1
Нижняя граница угла наклона об- азующей йалкой определяется получен
31
ным выражением и для сортимента круглых профилей от 10 до 200 мм, при углах захвата oi до 12° и при различных диаметрах валков, реально су- 1дествуюп;их коэффициентах трения, равна 7°. Так для условий:К 100мм R 350 мм, i 0,1 и bh 2 мм, получают собЫз 0,994; со5ун 0,999;Е|
26,5 мм иог„-„ , определенный по предложенной формуле, равен 21 .
Верхняя граница угла наклона образующих валков определяется кон структивными соображениями и прочностными показателями рабочих валков Она ограничивается углом в 45 . .
I
Технико-экономические преимущества изобретения в сравнении с известными техническими решениями заключаются в повышении точности геометрических размеров и качества
02645
поверхности за счет вращения круглого профиля при прокатке. Это обусловлено тем, что каждое элементарное сечение круглого профиля при
5 прокатке совершает вращательно-пос- тупательное движение вдоль очага деформации. При этом каждая точка поверхности круглого профиля под - вергается многократной деформации,
10 т.е. те части контура элементарного сечения, которые в момент захвата попадают в разъем калибра, совершая вращательно-поступательное движение вдоль очага деформации,
15 смещаются относительно разъема и подвергаются деформации в круглом калибре. Это и обуславливает по- вьш1ение точности размеров (снижение овальности) круглого профиля. Много20 кратная, деформация точек поверхности профиля повьш1ает эффективность выкатьшания микродефектов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка для продольной прокатки труб | 1984 |
|
SU1146112A1 |
| Способ обжатия в валках | 1984 |
|
SU1215770A1 |
| Технологический инструмент стана винтовой прокатки | 1986 |
|
SU1404129A1 |
| Способ определения коэффициента внешнего трения при прокатке и образец для его осуществления | 1977 |
|
SU741969A1 |
| Способ реверсивной прокатки сплошных круглых профилей | 1991 |
|
SU1817709A3 |
| СПОСОБ ПРОКАТКИ ТРУБ | 1998 |
|
RU2148445C1 |
| Технологический инструмент для продольной прокатки труб | 1976 |
|
SU586936A1 |
| Способ прокатки заготовок | 1982 |
|
SU1036408A1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ТРУБ | 2006 |
|
RU2315671C1 |
| Технологический инструмент стана винтовой прокатки | 1980 |
|
SU908435A1 |

Frp. поп.
тр. поп
Фиг.2
Зона отстаВанил
(Pui.3
Редактор Н.Данкулич
Составитель И.Скоробогатский Техред Т.Тулик Корректор Л.Патай
8350/8Тираж 548. Подписное
ВНРШПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35,Раушская наб.,д.4/5
Филиал ППП Патент, г, Ужгород, ул. Проектная, 4
| 0 |
|
SU232913A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Авторское свидетельство | |||
| Клеть для точной прокатки | 1974 |
|
SU561579A1 |
