1
Изобретение относится к области прокатного производства, может быть использовано на непрерывньпс полосовых станах и является усовершенствованием устройства по(основному авт.св. № 768513.
Цель изобретения - повьшение точ- йости и плоскостности прокатываемых полос.
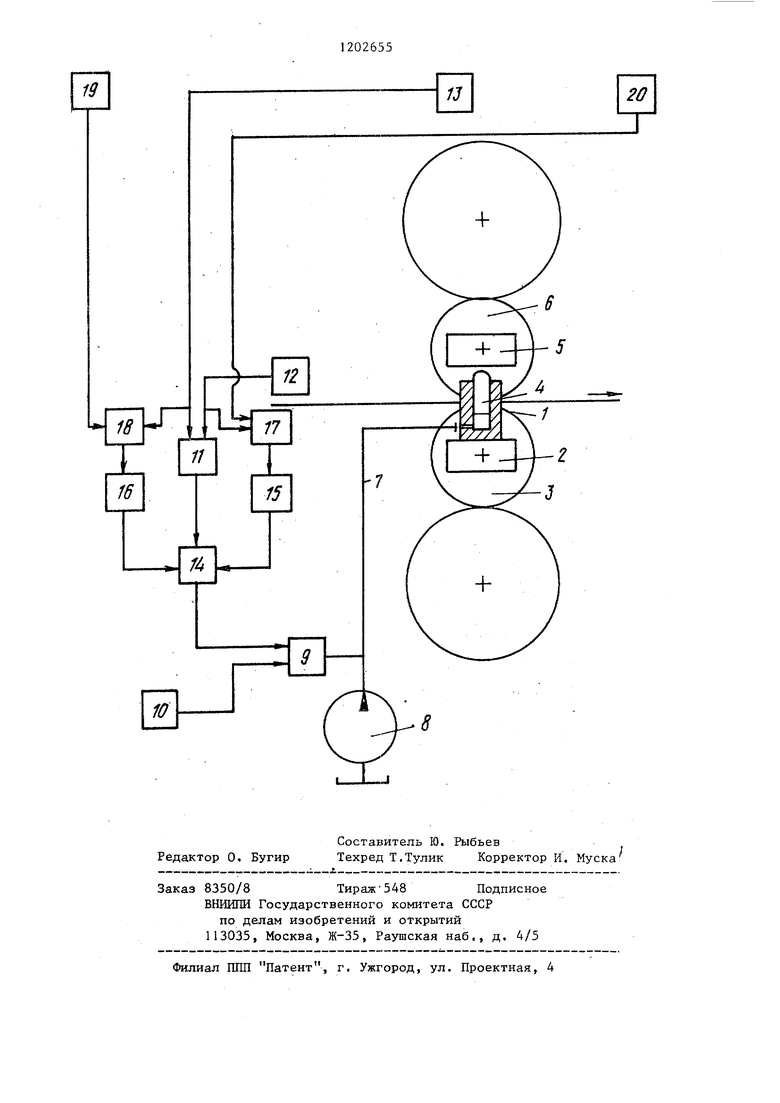
На чертеже представлена блок-схема предлагаемого устройства.
Устройство содержит гидравлические цилиндры 1, подушки 2 нижнего рабочего валка 3, плунжеры 4, подушки 5 верхнего рабочего валка 6, гидропровод 7, Насос 8, регулятор 9 давления жидкости, измеритель 10 поперечной разнотолщинности, блок П коррекции давления, представляющий собой блок пропорциональности, датчик 12 положения полосы перед клеты датчик 13 наличия металла в очаге деформации клети, сумматор 4, первый блок 15 умножения, второй блок 16 умножения, первьй блок 17 памяти второй блок 18 памяти, датчик 19 на- ли.чия металла в очаге деформации предыдущей по направлению прокатки клети, датчик 20 наличия металла в очаге деформации последунвдей по направлению прокатки клети.
Гидравлические цилиндры 1 встроены в подушки 2 нижнего рабочего валка 3. Плунжеры 4 сопрягаются с подушками 5 верхнего рабочего валка б
Гидравлические цилиндры 1 соединены гидропроводом 7.с насосом В, являющимся источником давления жидкости, и с регулятором 9 давления жидкости, предназначенньм для изменения величины давления жидкости, а следовательно, и величины противо- изгиба рабочих валков 3 и 6.
Регулятор 9 давления жидкости, кроме гидравлической связи с гидроцилиндрами 1 и насосом 8, имеет электрические связи с измерителем 10 поперечной разнотолщинности и блоком 11 коррекции давления. При этом связь второго входа регулятора 9 давления с выходом блока 11 коррекции давления выполнена не непосредственно, как в известном устройстве, а через сумматор 14, т.е. второй ход регулятора 9 давления соединен с выходом сумматора 14, первый вход которого соединен с выходом блока 11 коррекции давления. Второй вход сум25
026552
матора 14 соединен с выходом первого блока 15 умножения, его третий вход соединен с выходом второго бло- - ка 16 умножения. Первый вход перво- 5 го блока 17 памяти соединен с датчиком 12 положения полосы перед клетью, его второй вход соедине1 с датчиком 20 наличия металла в очаге деформации последующей клети. Первый вход 10 второго блока 18 памяти соединен с датчиком 19 наличия металла в очаге деформации предыдущей клети, а его второй вход - с датчиком 13 наличия металла в очаге деформации клети. 15 Выход первого блока 17 памяти соединен с входом первого блока 15 умножения, выход второго блока 18 памяти соединен с входом второго блока 16 умножения,
20 Устройство работает следующим образом.
При подходе полосы к прокатной, клети датчик 12 положения подает сигнал в блок 11 коррекции давления, который формирует сигнал, пропорциональный сумме расчетного значения давления жидкости при прокатке средней части полосы и динамического падения давления противоизгиба при захвате полосы валками.
С выхода первого блока 17 памяти по команде от датчика 12 на вход первого блока 15 умножения поступает сигнал заданного переднего .натяжения 35 полосы в промежутке между регулирующей и последующей клетями. В блоке 15 сигнал переднего натяжения умножается на коэффициент, соответствующий профилеразмеру прокатываемой 40 полосы. Значения коэффициентов для различных профилеразмеров полос определяются экспериментальным или расчетным путем до прокатки. Результирующий сигнал с выхода блока 15 пос- 45 тупает на второй вход сумматора 14, . где складывается с сигналом, поступившим на его первый вход с выхода блока I1 коррекции. Суммарный сигнал с выхода сумматора 14 поступает на 50 второй вход регулятора 9 давления. В результате регулятор 9 увеличивает давление в гидроцилиндрах 1 противоизгиба от величины, равной усилию уравновешивания верхнего рабочего 55 валка 6, до величины, равной сумме значений расчетного давления проти- , воизгиба при прокатке средней части полосы, давления для компенсации ди30
3
намического падения давления при захвате полосы валками и давления для компенсадии влияния отсутствия переднего натяжения.
В момент захвата полосы валками регулирующей клети клеть упруго растягивается усилием прокатки, рабочий объем в гидроцилиндрах 1 противоиз- гиба при этом увеличивается, из-за чего давление противоизгиба самопроизвольно уменьшается до величины, равной сумме расчетного давления противоизгиба при прокатке средней части полосы и давления для компенсадии влияния отсутствия переднего натяжения. Одновременно по сигналу датчика 13 наличия металла в очаге деформации блок 11 коррекции давления снижает сигнал на своем выходе пропорционально величине динамического падения давления при захвате. В результате с выхода сумматора 14 на вход регулятора 9 давления поступает сигнал, равный сумме расчетного давления при прокатке средней части полосы и давления для компенсации отсутствия переднего натяжения, т.е.. одновременно с самопроизвольньм падением давления жидкости в гидроци- линдрах 1 противоизгиба при захвате полосы валками уменьшается и уставка регулятора 9 давления на эту же величину,
В продессе прокатки переднего участка полосы без натяжения в гидроцилиндрах 1 противоизгиба валков действует давление, равное сумме расчетного давления при прокатке средней части полосы и давления для компенсации влияния отсутствия переднего натяжения. В момент захвата полосы валками последующей, клети возникает переднее натяжение полосы. По сигналу датчика 20 наличия металла в очаге деформации последующей .клети прекращается поступление сигнала переднего натяжения из блока 17 памяти в блок 15 умножения. В результате сигнал на выходе сумматора 14 уменьшается на величину давления для компенсации отсутствия переднего натяжения и регулятор 9 давления снижает давление жидкости в гидроцилиндрах 1 противоизгиба до величины, равной расчетному значению при прокатке средней части полосы.
02655
Средняя часть полосы прокатывает- ся при расчетной величине давления противоизгиба. При появлении поперечной разнотолщинности свыше допусс тимой по сигналу от блока 10 измерения поперечной разнотолщинности регулятор 9 изменяет расчетное давление противоизгиба в сторону отработки рассогласования.
)0 В момент выхода полосы из предыдущей клети исчезает заднее натяжение полосы. По сигналу датчика 19 наличия металла в очаге деформации предыдущей клети с выхода второго
15 блока 18 памяти на вход второго блока 16 умножения поступает сигнал, пропорциональный заднему натяжению, с которым полоса прокатывалась до выхода ее из предыдущей клети. В
2Q блоке 16 сигнал заднего натяжения умножается на коэффициент, соответствующий профилеразмеру прокатываемой полосы, и результирующий сигнал с выхода блока 16 поступает на тре25 тий вход сумматора 14, где складывается с сигналом с блока 11 коррекции, Суммарный сигнал с выхода сумматора 14 поступает на второй вход регулятора 9 давления. В результате регулятор 9 увеличивает давление в гидроцилиндрах 1 противоизгиба на величину, необходимую для компенсации влияния отсутствия заднего натяжения.
В процессе прокатки заднего участка полосы без натяжения в гидроцилиндрах 1 противоизгиба действует давление, равное сумме заданного значения давления при прокатке средней части полосы и давления для компенсации влияния отсутствия заднего натяжения. В момент выхода полосы из валков регулирующей клети по сигналу датчика 13 наличия металла в очаге деформации клети прекращается поступление сигнала заднего натяжения из второго блока 18 памяти во второй блок 16 умножения, а блок 11 коррекции давления уменьшает сигнал на величину заданного давления при прокатке средней части полосы. В результате регулятор 9 уменьшает давление противоизгиба до величины уравновешивания верхнего рабочего валка 6.
При подходе следующей полосы к
30
35
40
45
50
55
датчику 12 цикл работы повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство противоизгиба валков | 1981 |
|
SU995948A2 |
| Устройство противоизгиба валков | 1979 |
|
SU768513A1 |
| Устройство для гидроизгиба рабочих валков непрерывного прокатного стана | 1986 |
|
SU1359037A1 |
| Устройство гидрораспора клети | 1981 |
|
SU978964A1 |
| Система регулирования толщины и профиля полосы | 1982 |
|
SU1057136A1 |
| Система совместного регулирования толщины и профиля полосы в клети непрерывного прокатного стана | 1981 |
|
SU980891A1 |
| Система регулирования относительного обжатия на дрессировочном стане | 1980 |
|
SU931257A1 |
| Система совместного регулирования толщины и профиля полосы при прокатке | 1990 |
|
SU1731320A1 |
| Устройство регулирования натяжения полосы | 1981 |
|
SU939150A1 |
| Устройство стабилизации межвалкового зазора на непрерывном прокатном стане | 1983 |
|
SU1107917A1 |
Редактор О. Вугир
Составитель Ю. Рыбьев
Техред Т.Тулик Корректор И. Муска
Заказ 8350/8 Тираж 548 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/3
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
| Устройство противоизгиба валков | 1979 |
|
SU768513A1 |
