1202674
относится к автоматинооп пе пр
ческим линиям для поперечно-клиновой прокатки и может быть использовано для изготовления зубьев борон.
Целью изобретения является расширение технологических возможностей линии путем повьшения устойчивости процесса прокатки с малыми степенями обжатия за счет предварительной ориентации граней заготовки относительно оси прокатки.
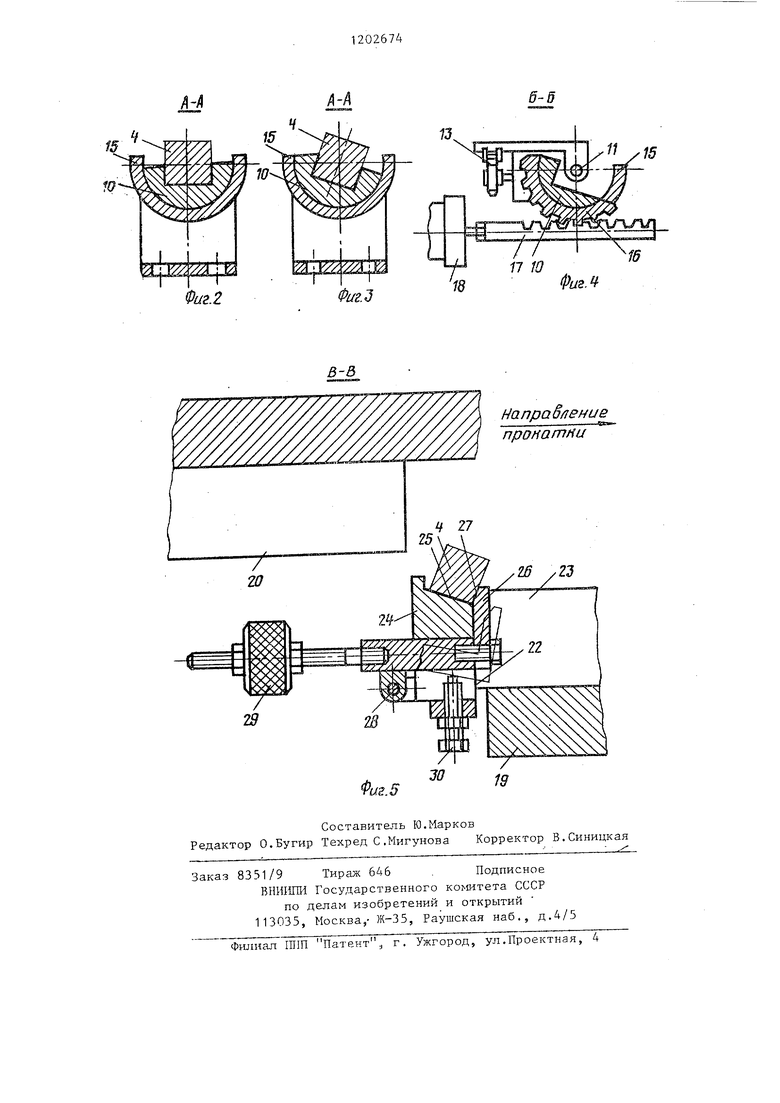
На фиг. 1 изображена автоматическая линия для поперечно-клиновой прокатки заготовок квадратного поперечного сечения, вид сверху; на фиг. 2 - разрез А-А на фиг.1{ на фнг.З - то же, после поворота лотка с заготовкой; на фиг. 4 - разрез Б-Б на фиг. 1; на фиг.5 - разрез В-В на фиг.1.
Автоматическая линия содержит накопитель 1 заготовок, например, кассетного типа, нагревательное устройство, выполненное в виде секций 2 и 3 для нагрева обоих концов заготовок 4, транспортер для перемещения заготовок через нагревательное устройство, вьшолненньш в виде шнеков 5 и 6 и привода 7 их вращения, устройство 8 для перекладки нагретых заготовок, имеющее пневмоцилиндр 9, на лоток 10 механизма загрузки. Последний выполнен в виде толкателя 11 для перемещения заготовок по лотку 10 в стан 12 поперечно-клиновой прокатки, цепи 13, связанной с толкателем 11 и с приводом 14 (мотор-редуктор) ,
Лоток 10 выполнен с продольным прямоугольным пазом, установлен в подшипниковых узлах 15 и связан с приводом его поворота, выполненным в виде сегментной шестерни 16, закрепленной на лотке, и рейки 17, зацепленной с сегментной шестерней и связанной с пневмоцилиндром.18.
Стан 12 содержит нижнюю и верхнюю 20 инструментальные плиты, а также гидроцилиндр 21 для возвратно-поступательного перемещения верхней инструментальной плиты. На .торце 22 нижней инструментальной плиты со стороны ее заходного участка 23 закреплен приемный лоток 24, дно 25 которого наклонено в сторону заходного участка 23. Приемный лоток выполнен с откидной стенкой 26, разме- щенной со стороны упомянутого заходного участка и имеющей плоскую опорную поверхность 27 для заготовки, перпендикулярную к плоскости дна 25 приемного лотка. Откидная стенка 26
связана цилиндрическим шарниром 28 с приемным лотком 24 и постоянно поджата грузом 29 к последнему. Для. ограничения угла поворота откидной стенки вокруг шарнира предусмотрен
упор 30. Система автоматического управления (не показана) обеспечивает управление циклом работы линии,
В процессе работы автоматической линии заготовки 4 из накопителя 1
поступают на шнеки 5 и 6, вращающиеся от привода 7j которые перемещают заготовки в направлении к устройству 8. В процессе перемещения заготовок выполняется нагрев их концевых
частей секциями 2 и 3 нагревательного устройства. Устройство 8 перекладывает заготовки поштучно в продольный прямоугольньш паз лотка 10. Для подачи заготовки на приемный лоток 24 предварительно вьшолняе тся поворот лотка 10 от пневмоцилиндра 18 (фиг. 3 и 4) так, чтобы дно и одна из стенок паза .лотка 10 были размещены в плоскостях, проходящих через
0 дно 25 приемного лотка 24 и опорную поверхность 27 откидной-стенки 26.
(
.Затем мотор-редуктором 14 приводятся в движение цепь 13 и закреп5 ленньй на ней толкатель 11, который обеспечивает подачу очередной заготовки на приемный лоток 24. Наклон дна 25 и опорной поверхности 27 обеспечивает ориентированное
0. положение заготовки перед прокаткой Толкатель 11 и лоток 10 возвращаются в исходное положение, а гидро- цилиндр 21, перемещая верхнюю инструментальную плиту 20, обеспечи3 вает поперечно-клиновую прокатку, При этом заготовка воздействует на откидную стенку 26, которая отклоняется в направлении прокатки и вниз, преодолевая вес груза 29. Пос0 ле прохождения заготовки откидная стенка вновь прижимается к приемному лотку под воздействием груза 29.
Указанная на фиг. 3 и 5 ориента- 5 ция заготовки квадратного поперечного сечения улучшает условия захвата заготовки заходными участками 23 инструментальных плит, yвeл чивaeт
прокатке, и, следовательно, обеспечивает стабильное (без проскальзьшавыми участками инструментальных г плит.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поперечно-клиновой прокатки | 1989 |
|
SU1764752A1 |
| Устройство для подачи заготовок | 1986 |
|
SU1409383A1 |
| Автоматическая линия для изготовления изделий поперечно-клиновой прокаткой | 1979 |
|
SU1039626A1 |
| Автоматическая линия для изготовле-Ния издЕлия пЕРЕМЕННОгО СЕчЕНия | 1979 |
|
SU814533A1 |
| Устройство для подачи мерных заготовок | 1981 |
|
SU996019A1 |
| Вальцы для поперечно-клиновой вальцовки деталей | 1972 |
|
SU441082A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК В ФОРМЕ СТАКАНА ИЗ ПРУТКА | 2015 |
|
RU2600594C2 |
| Устройство для подачи мерных заготовок | 1977 |
|
SU660763A1 |
| Автоматическая линия для изготовления изделий из прутка поперечно-клиновой прокаткой | 1987 |
|
SU1512699A1 |
| Способ изготовления деталей с удлиненной осью | 1985 |
|
SU1274831A2 |

/ u
Фиг.1
23
21
Фиг.2
6-5
15
16
/ш:
Фиг.З
ipus.ff
HanpoSfieHus пронатни
Составитель Ю.Марков
Редактор О.Бугир Техред С.Мигунова Корректор В.Синицкая .,- . . ,
Заказ 8351/9 Тираж 646 . Подписное ВНИ11ГМ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва,- Ж-3 5, Раушская наб ., д.4/5
Фри1иал ШШ Патент., г. Ужгород, ул .Проектная, 4
| Автоматическая линия для изготовления изделий поперечно-клиновой прокаткой | 1979 |
|
SU1039626A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Воронцов Э.А | |||
| и др | |||
| Опыт проектирования и эксплуатации автоматизированных комплексов нагрева для процессов обработки металлов давлением | |||
| Минск: Бел | |||
| НИИНТИ, с | |||
| Способ сопряжения брусьев в срубах | 1921 |
|
SU33A1 |
