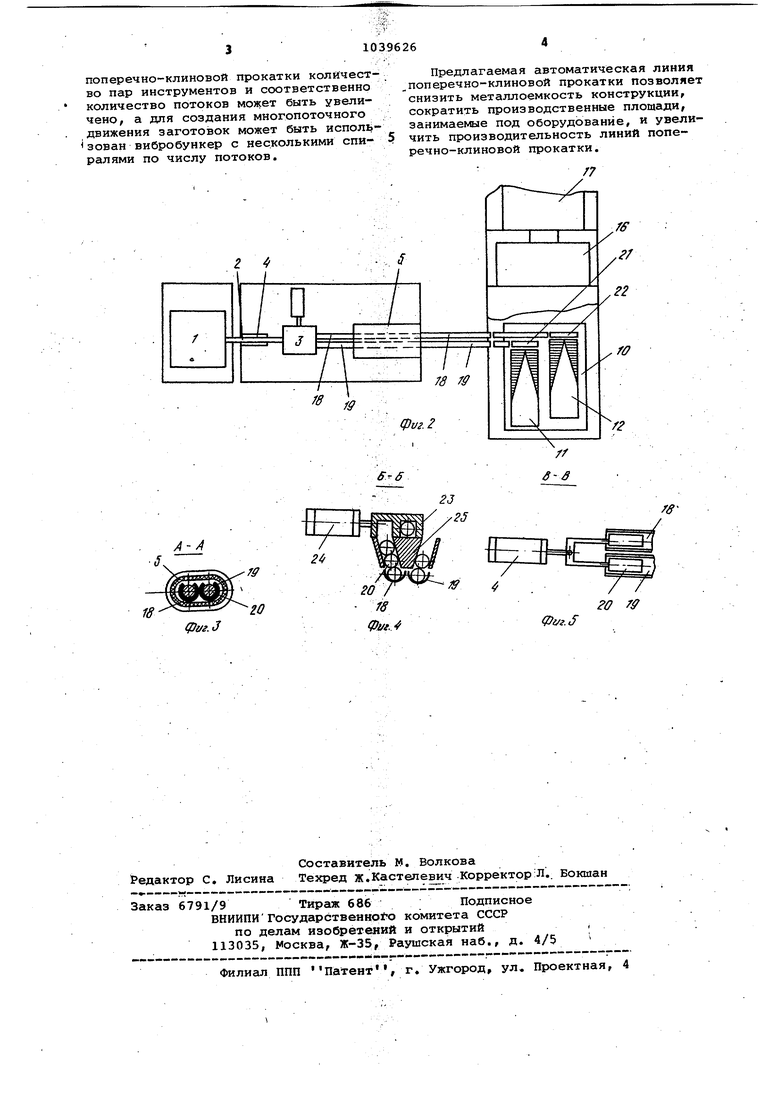
Изобретение относится к обработк металлов давлением, а именно - к автоматическим линиям поперечно-клиновой прокатки. Известна автоматическая линия про катки, состоящая из загрузочного .устройства (вибробункер), механизма подачи, индукционного нагревателя,м ханизма загрузки, установки прокатки с расположенным в ней поперечно-клиновым инструментом, в которой происходит профилирование нагретой заготовки Г1 -.4 Недостаток указанной линии - ее малая производительность, . связанная с одноручьевым потоком заготовок. Известна также автоматическая линия для изготовления валов,содержащая последовательно расположенные по ходу технологического процесса устройство для предварительной загрузки, механизм подачи заготовок, нагреватель, механизм загрузки, стан поперечно-клиновой прокатки, имеющий подвижную и неподвижную плиты с закрепленными на них параллельными инструментами и направляющую для заготовок, расположенную по всей длин линии С2 . Недостатки известной линии - боль шая металлоемкость конструкции и существенный расход производственных площадей под занимаемое линией оборудование. Цель изобретения - снижение метал лоемкости конструкции и сокращение производственных площадей. Поставленная цель достигается тем,.что автоматическая линия для изготовления изделий поперечно-клиновой прокаткой снабжена додолнитель ными направляющими для заготовок, расположенными по длине линии пар аллельно первой направляющей, и расположенным между механизмом подачи заготовки и устройством дл,я предварительной загрузки, механизмом распределения заготовок, по направляющим а торцы инструментов смещены один относительно другого в направлении, перпендикулярном направляющим на рас стояние, равное ширине направляющей, Кроме того, механизм распределени по направляющим выполнен в виде отсекателя с пазами по числу направляю дих, механ-и ма возвратно-поступатель ного движения, связанного с отсекате лем, и двухручьевого накопителя, кон тактирующего с отсекателем. Помимо этого загрузочное устройство для предварительной загрузки и механизм распределения заготовок по направляющим выполнены в виде вибробункеров Ь несколькими спиралями по числу направляющих, На фиг. 1 показана автоматическая двухпоточная линия поперечно-клиновой прокатки, вид сбоку на фиг. 2то же, план; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1} на фиг. 5 - разрез В-В на фиг.1. Двухпоточная автоматическая линия состоит из загрузочного устройства 1, с одноручьевым лотком 2, механизма 3 передачи потока, механизма 4 подачи., нагревателя 5,/механизма загрузки, выполненного в виде рейки 6, связанной через шестерни 7 с пневмоцилиндром 8, и стана 9. Стан содержит неподвижную плиту 10 с укрепленным, на йей нижним параллельным инструментом 11 и 12 и подвижную 13 с укрепленным на ней верхнем параллельным инструментом 14 и 15. Подвижная плита 13 крепится на ползуне 16 ,механически связанносм с приводом 17,механизма возвратно-поступательного движения стана. Механизм подачи, нагревател1з, механизм загрузки и стан связаны двумя параллельными направляющими 18 и 19, по которым осуществляется синхронная передача двух потоков заготовок 20 (фиг. 3) в стан с инструментом, торцы которого сдвинуты относительно друг друга на расстояние, равное ширине направляющей. Подача заготовок в зону обработки ос оцествляется с лотков 21 и 22. Формирование двухпоточного движения заготовок осуществляется механизмом передачи потока (фиг. 4), состоящим из отсекателя 23, имеющего два паза для захода в них заготовок от общего столба, связанного с механизмом возвратно-поступательного движения 24, и двухручьевого накопителя -25, куда сбрасываются заготовки, поступающие затем на направля-. ющие 18 и 19, по которым толкателем механ-изма 4 подачи (фиг. 5) они заталкиваются в нагреватель. Автоматическая двухпоточная линия поперечно- клиновой прокатки работает Следующим образом. Устройство 1 загрузки.загружается рубленными заготовками,откуда они. ориентированно в ввде столба по лотку 2 поступают в м.еханизм 3 передачи потока. Совершая возвратно-поступательное движение,отсекатель 23 отделяет от общего столба поштучно заготовки 20 и заполняет ими накопитель, под которым располои ены две параллельные направляющие 18 и 19, по которым механизмом 4 подачи они перемещаются в нагреватель 5. Нагретые заготовки из нагревателя двумя потоками попадают в механизм загрузки. Пневмоцилиндр. 8 механизма загрузки перемещает шестерню 7, которая двигает рейку б, сцепленную с ней, и заталкивает заготовки на лотки 21 и 22, с которых они захватываются двумя парами клинового инструмента 11, 14,и 12, 5, и прокатываются. При необходимости увеличения производительности автоматической линии
поперечно-клиновой прокатки количество пар инструментов и соответственно количество потоков может быть увеличено, а для создания многопоточного движения заготовок может быть использован вибробункер с несколькими спиралями по числу потоков. фyг.J
Предлагаемая автоматическая линия поперечно-клиновой прокатки позволяет снизить металлоемкость конструкции, сократить производственные площади, занимаемые под оборудование, и увеличить производительность линий поперечно-клиновой прокатки. го 7ff Фг/г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовле-Ния издЕлия пЕРЕМЕННОгО СЕчЕНия | 1979 |
|
SU814533A1 |
| Устройство для подачи мерных заготовок | 1977 |
|
SU660763A1 |
| Автоматическая линия поперечно-клиновой прокатки | 1986 |
|
SU1407647A1 |
| Устройство для подачи мерных заготовок | 1981 |
|
SU996019A1 |
| ВАКУУМНЫЙ СТАН ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1996 |
|
RU2106223C1 |
| Автоматическая линия для поперечно-клиновой прокатки заготовок квадратного сечения | 1982 |
|
SU1202674A1 |
| Стенд для прокатки кольцевых деталей с внутренним профилем | 1989 |
|
SU1697958A1 |
| Способ изготовления изделий типа ступенчатых валов и поточная линия для его осуществления | 1977 |
|
SU721204A1 |
| Поточная линия для изготовления поковок с удлиненной осью | 1981 |
|
SU984816A1 |
| Автоматическая линия для безоблойной штамповки длинномерных изделий | 1980 |
|
SU929291A1 |
1, АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКОЙ, содержащая последовательно расположенные по ходу технологического процесса устройство для предварительной загрузки, механизм подачи заготовок, нагреватель, механизм загрузки, стан поперечно-клиновой прокатки, имеющий подвижную и неподвижную плиты с закрепленными на них параллельными инструментами, и направляющую для заготовок, расположенную по длине линии, о т л и ч а ю ss а я с я тем, 4to, с целью снижения металлоемкости конструкции и сокращения производственных площадей, она снабжена дополнительными направ-. ляющими для заготовок, расположенными по длине линии параллельно первой направляющей, и расположенными между механизмом подачи заготовки и устройством для предварительной загрузки механизмом распределения заготовок по направляющим, а торпы инструментов смещены один, относительно другого в направлении, перпендикулярном направляющим на расстояние, равное ширине направляющей, 2. Автоматическая линия по п. 1, отличающаяся тем, что а механизм распределения заготовок по направляющим выполнен в виде отсекателя.с плазами по числу направляющих, связанного с отсекателем механизма возвратно-поступательного движения, и двухручьевого накопителя, контактирующего с отсекателем,. 3.Автоматическая линия по пп.1 , и2, отличающаяся тем, что загрузочное.устройство для предварительной загрузки и механизм распределения заготовок по направлякшим выполнен в виде вибробункеров с нег сколькими спиралями по числу направлякяцих. яг .
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Сборник.Минск, Наука и техника , 1975, 98-101 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Клушин В.А, и др | |||
| Опыт внедрения нового метода изготовления валов | |||
| Обзорная информация Бел | |||
| НИИНТИ, Сер,- Металлобработка | |||
| Минск, 1977, с | |||
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
