(54) ВАЛЫЩ ДЛЯ ПОПЕРЕЧНО-ЮШНОВОЙ ВАЛЩОВКИ ДЕТАЛЕЙ
т
ФОНД а.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поперечно-клиновой прокатки прутковой заготовки | 1987 |
|
SU1465161A1 |
| Плоскопрокатный автомат | 1979 |
|
SU837523A1 |
| Стан для поперечно-клиновой прокатки | 1977 |
|
SU715192A1 |
| Вальцы для поперечно-клиновой вальцовки | 1972 |
|
SU448674A1 |
| Автоматическая линия горячей штамповки | 1984 |
|
SU1252009A1 |
| Вальцы для поперечно-клиновой вальцовки | 1977 |
|
SU679292A1 |
| Плоскопрокатный автомат | 1981 |
|
SU980907A2 |
| Устройство для поперечно-клиновой прокатки | 1973 |
|
SU524590A1 |
| ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1972 |
|
SU360137A1 |
| Устройство для разделения материала | 1976 |
|
SU719817A1 |


Изобретение относится к об ласти кузнечНС-прессового машиностроения, в частности к вальцам для профилирования заготовок и деталей.
известны вальцы для поперечно-клиновой вальцовки деталей, содержащие смонтированные на станине сегиенг с закрепленным на нем вогнутым клиновым инструментом внутри которого и соосно с ним установлен приводной профилирующий Балок с размещенным на нем выпуклым клиновым инструментом.
Длн обеспечения вальцовки заготовки из пруткового материала и повышения производительности предлагаемые вальцы снабжены установленными параллельно один относи тельно другого двумя дополнительными валками, на каждом из кото рых «акреплен выпуклый КЛИНОБЫЙ инструмент и нож для отрезки и предварительной формовки торцов отрезаемой заготовки, при этом един из дополнительных валков
установлен соосно с приводным профилирующим валком и связан с ним через муфту.
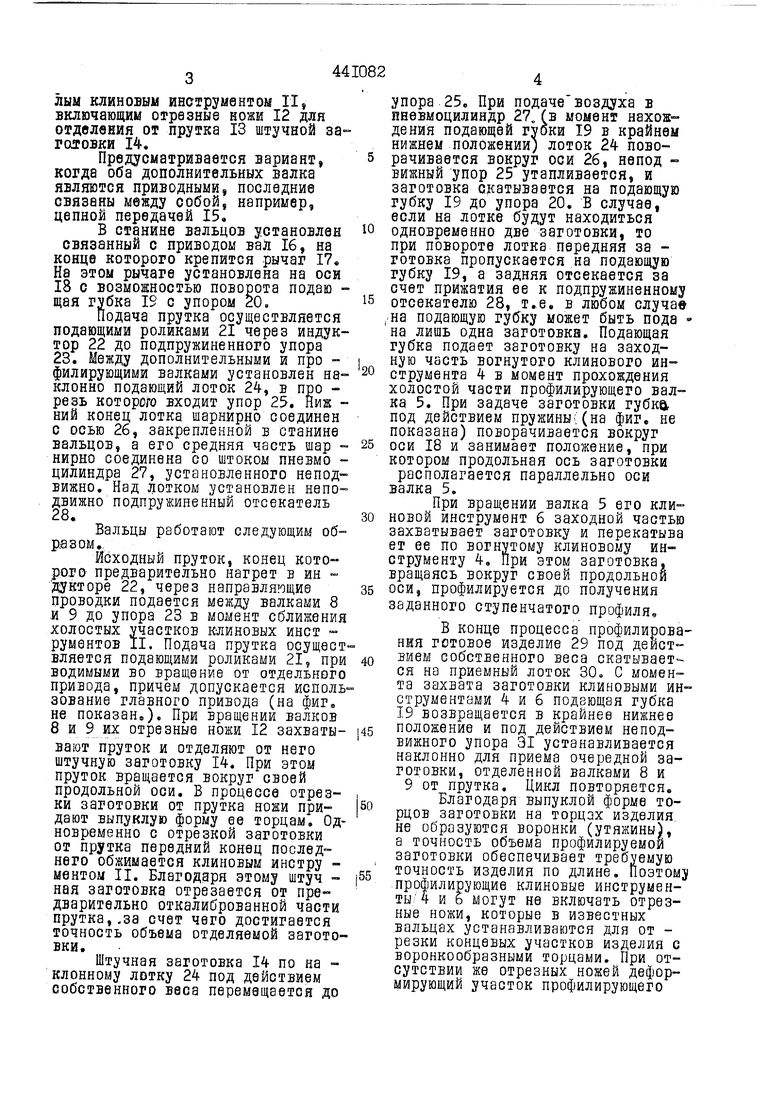
На фиг. I показаны предлагаемые вальцы, вид сбоку; на фиг. 2 - дополнительные валки, отделяющие штучную заготовку от прутка; на фиг. 3 - неподвижный сегмент и профилирующий валок.
Вальды содержат станину I, несущую привод 2. В станине жестко установлен неподвижный -сегмедар 3, на внутренней цилиндрическ-ои поверхности которого крепитс-я . вогнутый клиновой инструиед т . На профилирующем валке 5, с-влаадном с приводом, крепится В1щу|Шый КЛИНОВОЙ инструмент 6. Профилирующий валок связан, например, через муфту 7 или универсальный шпин дель с дополнительным валком 8, при этом дополнительный валок 9 установлен параллельно первому. Оба дополнительных валка установлены в подшипниках качения на опорной стойке ГО и оснащены выпук лым клиновым инструментом II, включающим отрезные ножи 12 для отделения от прутка 13 штучной загазговки 14,
Предусматривается вариант, когда оба дополнительных валка являются приводными, последние связаны между собой, например, цепной передачей 15,
В станине вальцов установлен связанный с приводом вал 16, на конце которого крепится рычаг 17 На этом рычаге установлена на оси 18 с возможностью поворота подаю щая губка IS с упором 20.
Подача прутка осуществляется подающими роликами 21 через индуктор 22 до подпружиненного упора 23, Между дополнительными и про филирующими валками установлен наклонно подающий лоток 24, в про резь которого входит упор 25, Ниж НИИ конец лотка шарнирно соединен с осью 26, закрепленной в станине вальцов, а его средняя часть шар нирно соединена со штоком пневмо цилиндра 27, установленного неподвижно. Над лотком установлен неподвижно подпружиненный отсекатель 28.
Вальцы работают следующим образом.
Исходный пруток, конец которого предварительно нагрет в ин кторе 22, через направляющие проводки подается между валками 8 .и 9 до упора 23 в момент сближения холостых участков клиновых инст рументов II. Подача прутка осуществляется подающими роликами 21, при водимыми во вращение от отдельного привода, причем допускается использование главного привода (на фиг не показан,). При вращении валков 8 и 9 их отрезные ножи 12 захватывают пруток и отделяют от него штучную заготовку 14. При этом пруток вращается вокруг своей продольной оси, В процессе отрезки заготовки от прутка ножи придают выпуклую форму ее торцам. Одновременно с отрезкой заготовки от прутка передний конец последнего обжимается клиновым инстру ментом II. Благодаря этому штуч ная заготовка отрезается от предварительно откалиброванной части прутка,,за счет чего достигается точность объема отделяемой заготовки.
Штучная заготовка 14 по на клонному лотку 24 под действием собственного веса перемещается до
упора 25, При подачевоздуха в пневмоцилиндр 27. (в момент нахождения подающей гуоки 19 в крайнем нижнем положении) лоток 24 поворачивается вокруг оси 26, непод вижный упор 25 утапливается, и заготовка скатывается на подающую губку 19 до упора 20, В случае, если на лотке будут находиться одновременно две заготовки, то при повороте лотка передняя за готовка пропускается на подающую губку 19, а задняя отсекается за счет прижатия ее к подпружиненному отсекателю 28, т,е, в любом случав на подающую губку может быть пода на лишь одна заготовка. Подающая губка подает заготовку на заходную часть вогнутого клинового инструмента 4 в момент прохождения холостой части профилирующего валка 5. При задаче заготовки губка под действием пружины((на фиг, не показана) поворачивается вокруг оси 18 и занимает положение, при котором продольная ось заготовки располагается параллельно оси валка 5.
При вращении валка 5 его клиновой инструмент 6 заходной частью захватывает заготовку и перекатыва ет ее по вогнутому клиновому инструменту 4, При этом заготовка, вращаясь вокруг своей продольной оси, профилируется до получения
заданного ступенчатого профиля
В конце процесса профилирования готовое изделие 29 под действием собственного веса скатывается на приемный лоток 30, С момента захвата заготовки клиновыми инструментами 4 и 6 ПОД8ЮЩ8Я губка 19 возвращается в крайнее нижнее положение и под действием неподвижного упора 31 устанавливается наклонно для приема очередной заготовки, отделенной валками 8 и 9 от прутка. Цикл повторяется.
Благодаря выпуклой форме торцов заготовки на торцах изделия не образуются воронки (утяжины), а точность объема профилируемой заготовки обеспечивает требуемую точность изделия по длине. Поэтом профилирующие клиновые инструменты 4 и б могут не включать отрезные ножи, которые в известных .вальцах устанавливаются для от резки концевых участков изделия с воронкообразными торцами. При отсутствии же отрезных ножей деформирующий участок профилирующего
клинового инструмента может рас полагаться на большей части сегмента или валка 5, что при одних и тех же диаметрах последних обеспечивает получение изделий боль шей длины.
При необходимости вальцы могут быть использованы для получе ния как из прутка, так и из штуч них заготовок изделий с большим перепадом сечений (больше двух),
Б этом случае предварительное обжатие заготовки производится валками 8 и 9, а ее окончательное профилирование - валком 5 и сегментом So
Таким образом, можно достичь экономию металла и расширить технологические возможности валково-сегментных„вальцов.
ПРЕДМЕТ ИЗОБРЕТЕНИЯ Вальцы для п оперечно-клино вой вальцовки деталей, содержащие
смонтированные на станине сегмент с закрепленным на нем вогнутым клиновым инструментом, внутри которого и соосно с ним установлен приводной профилирующийвалок с размещенным на нем выпуклым клиновым инструментом, о т л и-чающиеся тем, что, с целью обеспечения вальцовйи заготовки из пругкового материала и повышения производительности, они снабжены установленными параллельно один относительно другого двумя дополнительными валка5ми, на каждом из которых закреп лен выпуклый клиновый инструмент и нож для отрезки и предварительной формовки торцов отрезаемой заготовки, при этом один из до 0полнительных валков установлен соосно с приводным профилирующим валком и связан с ним через муфту.
N
Риг.г
Cpui J
