to
4i
СХ)
со
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для поперечно-клиновой прокатки (варианты) | 2016 |
|
RU2630127C1 |
| Устройство для поперечно-клиновой прокатки | 1988 |
|
SU1553235A1 |
| Способ изготовления деталей с удлиненной осью | 1981 |
|
SU1011315A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВЫХ ПАЛЬЦЕВ | 2002 |
|
RU2238167C2 |
| Автоматическая линия для безоблойной штамповки длинномерных изделий | 1980 |
|
SU929291A1 |
| Инструмент для поперечно-клиновой прокатки изделий с коническими концевыми частями | 1985 |
|
SU1274830A1 |
| Инструмент для поперечно-клиновой прокатки | 1989 |
|
SU1639853A1 |
| Способ калибровки заготовок цилиндрических изделий | 1978 |
|
SU764813A1 |
| Инструмент для поперечно-клиновой прокатки | 1973 |
|
SU470344A1 |
| Инструмент для поперечно-клиновой прокатки | 1986 |
|
SU1442311A1 |
No
Изобретение относится к технологии изготовления изделий поперечно-клиноЕЮЙ прокаткой и последующей объемной штамповкой, может быть использовано для производства деталей типа звеньев цепи транспортера и является усовершенствованием способа по авт. св. № 997327.
Цель изобретения - экономия металла путем уменьшения концевых отходов прокатки за счет исключения технологического припуска на торцовые утяжины.
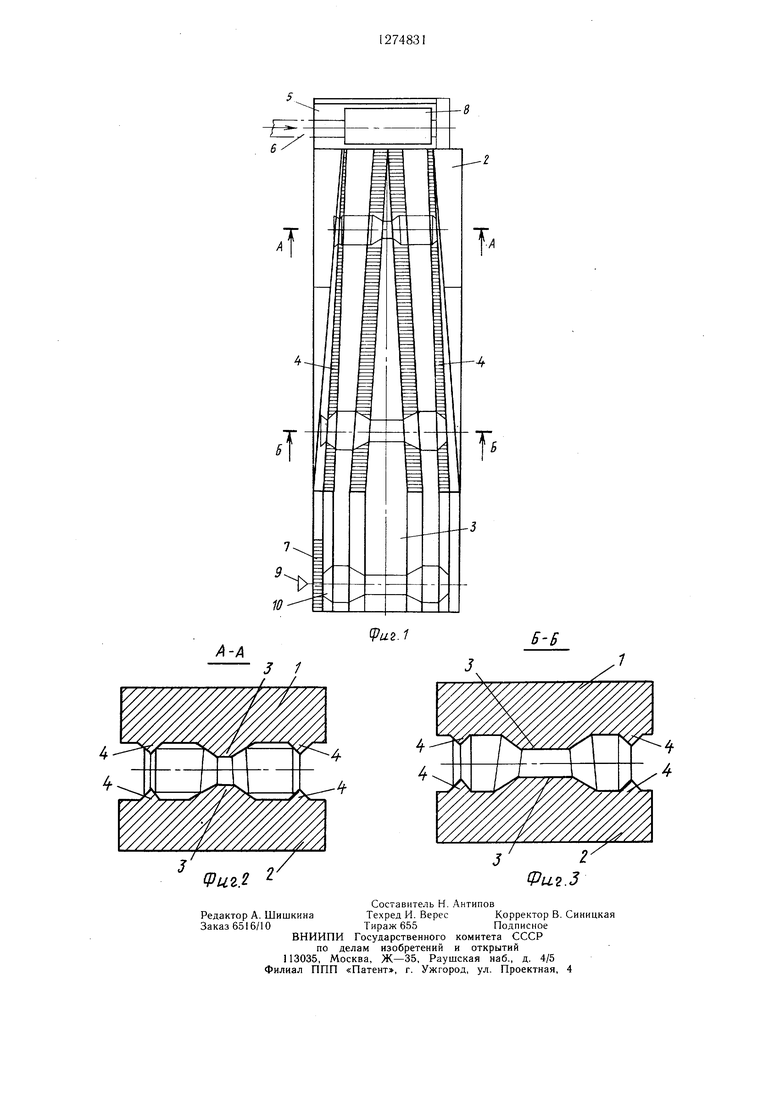
На фиг.1 изображена инструментальная плита инструмента для поперечно-клиновой прокатки, план; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез на фиг.1.
Способ изготовления деталей с удлиненной осью осуществляют следующим образом.
Исходную прутковую заготовку рубкой разделяют на штучные заготовки, нагревают штучную заготовку, деформируют поперечно-клиновой прокаткой с получением прокатанной заготовки, имеющей концевые утолщения, и выполняют безоблойную штамповку прокатанной заготовки. Поперечно-клиновую прокатку выполняют с последующей обрезкой концевых отходов за два этапа. Ири этом концевые утолщения прокатанной заготовки выполняют в процессе поперечно-клиновой прокатки средней части штучной заготовки высадкой ее концевых частей деформирующими клиньями инструмента для поперечно-клиновой прокатки.
Инструмент для осуществления способа выполнен в виде двух инструментальных плит 1 и 2, имеющих центральные деформирующие клинья 3 и боковые деформирующие клинья 4. У заходной части нижней инструментальной плиты 2 могут быть установлены приемная призма 5 и толкатель 6 для подачи нагретых заготовок на эту призму. На инструментальных плитах предусмотрены также ножи 7 для отделения концевых отходов.
В процессе прокатки штучной заготовки 8 ее средняя часть деформируется центральными деформирующими клиньями 3, а концевые части заготовки выcaж вaютcя , между клиньями 3 и 4. Если заготовка 8 имеет, длину, большую номинальной (в пределах поля допуска на рубку), избыток металла локализуется в отход 9. Прокатанная заготовка 10 поступает далее на безоблойную штамповку.
0 Предлагаемым способом изготовляют деталь «звено. Штучные заготовки диаметром 18 мм и длиной мм получают рубкой прутка. Прокаткой получают заготовку типа гантели с концевыми утолщениями диаметром 20 мм. Инструмент имеет угол заострения клиньев 12°, длину деформирующей части 180 мм и длину калибрующей части 40 мм. При выполнении длины штучных заготовок по наибольшему предельному размеру, равному 70 мм, отход составляет
0 4 г на заготовку. При прокатке же по известному способу выполняют два концевых отхода общим весом 31 г.
Исключение прокатки концевых частей штучных заготовок, т. е. выполнение конце5 вых утолщений высадкой, обеспечивает экономию металла.
Формула изобретения
Способ изготовления деталей с удлиненной осью по авт. св. № 997327, отличающийся тем, что, с целью экономии металла путем уменьшения концевых отходов прокатки за счет исключения технологического припуска на торцовые утяжины, концевые утолщения прокатанной заготовки выполняют в процессе поперечно-клиновой прокатки средней части штучной заготовки высадкой ее концевых частей деформирующими клиньями инструмента для поперечно-клиновой прокатки.
