Изобретение относится к обработке металлов резанием, а именно к металлорежущим станкам и может быть использовано в отраслях народного хозяйства, связанных с обработкой мета.-лов резанием.
Пелью изобретения является расширение технологических возможностей за счет установки корпуса шпиндельной бабки с возможностью поворота и снабжения его двумя шпинделями, расположенными по разные стороны корпуса, а также установки инструментальных головок с возможностью перемещения и сцепления их на рабоче позиции с соответствующим приводом.
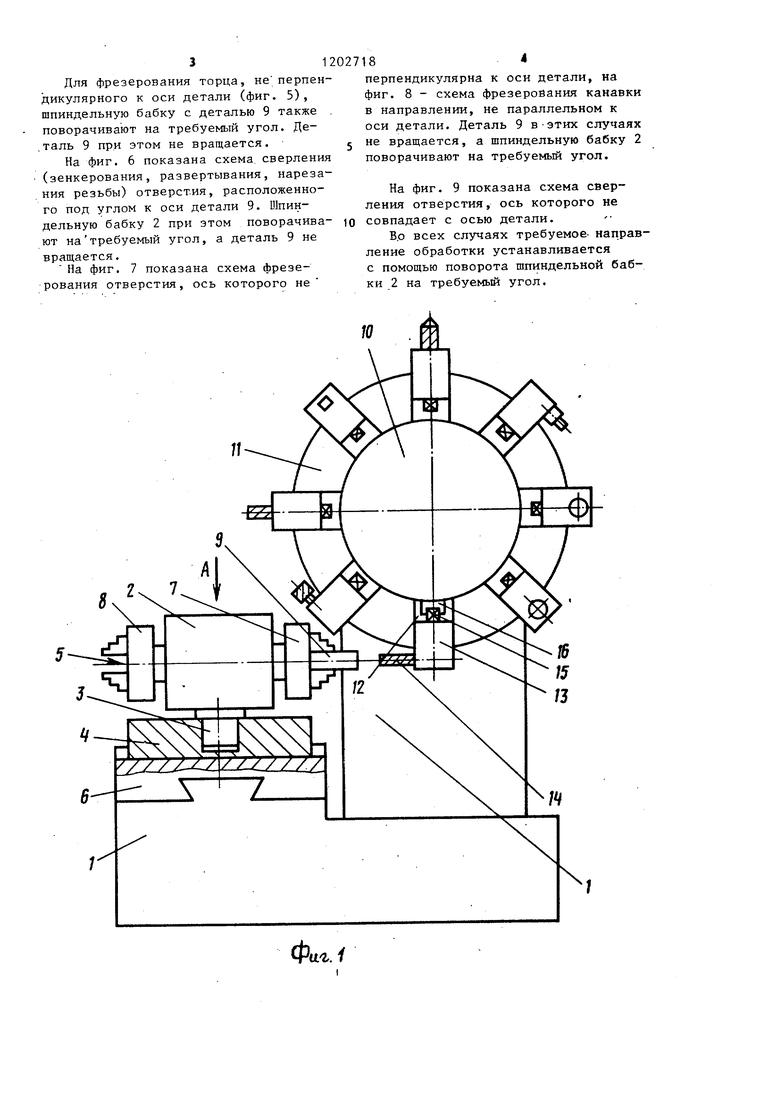
На фиг. 1 изображен предлагаемый станок, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3-9 - схемы движения узлов станка при различных видах выполняемых операций. Буквами 5 и t обозначены соответственно продольная и поперечная подачи, стрелками - их направление. Направления вращения обрабатываемой детали и инструментов на фиг. 3-9 указаны стрелками.
Предлагаемьй станок содержит станину 1, шпиндельную бабку 2, корпус которой снабжен жестко .зафиксированной на нем опорой 3 вращения. С помощью опоры 3 вращения шпиндельная бабка 2 установлена в ползуне 4 с возможностью поворота относительно ползуна 4 в горизонтальной плос- кости. Ползун,4, подвижный в направлении, параллельном оси центров 5, установлен в горизонтальных направляющих 6, подвижных в направлении, перпендикулярном оси центров 5. Шпиндельная бабка 2 содержит шпиндели 7 и 8 с зажимными устройствами. В шпинделе 7 установлена деталь 9, находящаяся на рабочей позиции. На опоре 10 вращения станины 1 размещен поворотный диск 11 с радиальными направляющими 12, в которых Установлены инструментальные головки 13 с инструментами 14с возможностью перемещения относительно поворотного диска 11 в радиальном направлении и. соединения с приводом (не показан) на рабочей позиции с помощью разъемных полумуфт 15 и 16.
В станине 1 размещены приводы поворота шпиндельной.бабки 2 и диска 11 (не показаны), перемещений пол зуна 4 J . направлякнцих 6 и инструмен
0 5
0
5
5
18г
гальньк головок 13 (не показаны), привод главного движ ения (не показан) .и привод, сообщающий вращение инструментальным головкам 13 с помощью полумуфты 16 на рабочей позиции.
Предлагаемый станок работает следующим образом.
В щпиндель 7 устанавливается заготовка детали 9, после он приводится во вращение. Продольная подача осуществляется ползуном 4, а поперечная - направляющими 6 или радиальным перемещением инструментальной головки 13, находящийся на рабочей позиции. Во время обработки правой (не зажатой в патроне) поверхности детали 9, например, в цанговый патрон, установленный на невращающемся в это время шпинделе 8, устанавливается цанга, диаметр которой соответствует диаметру базовой поверхности детали 9, обрабатываемой в это время в щпинделе 7. После обработки правой поверхности детали 9 она освобождается от зажимного устройства шпинделя 7 и поворачивается на 180 с помощью известных средств, например с помощью промышленного робота. Шпиндельная бабка 2 в это время поворачивается вокруг своей оси на 180 , и деталь 9 устанавливается обработанной стороной в цангу шпинделя 8. Последний приводится во вращение и начинается обработка свободной поверхности детали 9. Б это время в шпиндель 7 устанавливается следующая деталь. Выбор требуемой для данной операции инструментальной головки осуществляется поворотом диска 11 на требуемый угол. Во время обработки детали 9 с помощью известных средств, например с помощью про- мьшшенного робота, производится замена и установка требуемого для дальнейших операций инструмента в инструментальные головки, находящиеся в нерабочем положении.
На фиг. 3 показана схема токарной обработки детали 9. Для обработки конических поверхностей шпиндельная бабка 2 с деталью 9 поворачивается вокруг своей оси на требуемый угол.
На фиг. 4 показана схема фрезерования скоса, расположенного под углом к оси детали 9. Деталь 9 при этом не вращается, а шпиндельная бабка 2 поворачивается вокруг своей оси на требуемый угол.
312
Для фрезерования торца, не перпендикулярного к оси детали (фиг. 5), шпиндельную бабку с деталью 9 также . поворачивают на требуемый угол. Де- .таль 9 при этом не вращается.
На фиг. 6 показана схема сверления (зенкерования, развертывания, нарезания резьбы) отверстия, расположенного под углом к оси детали 9. Шпиндельную бабку 2 при этом поворачива- ют на требуемый угол, а деталь 9 не вращается.
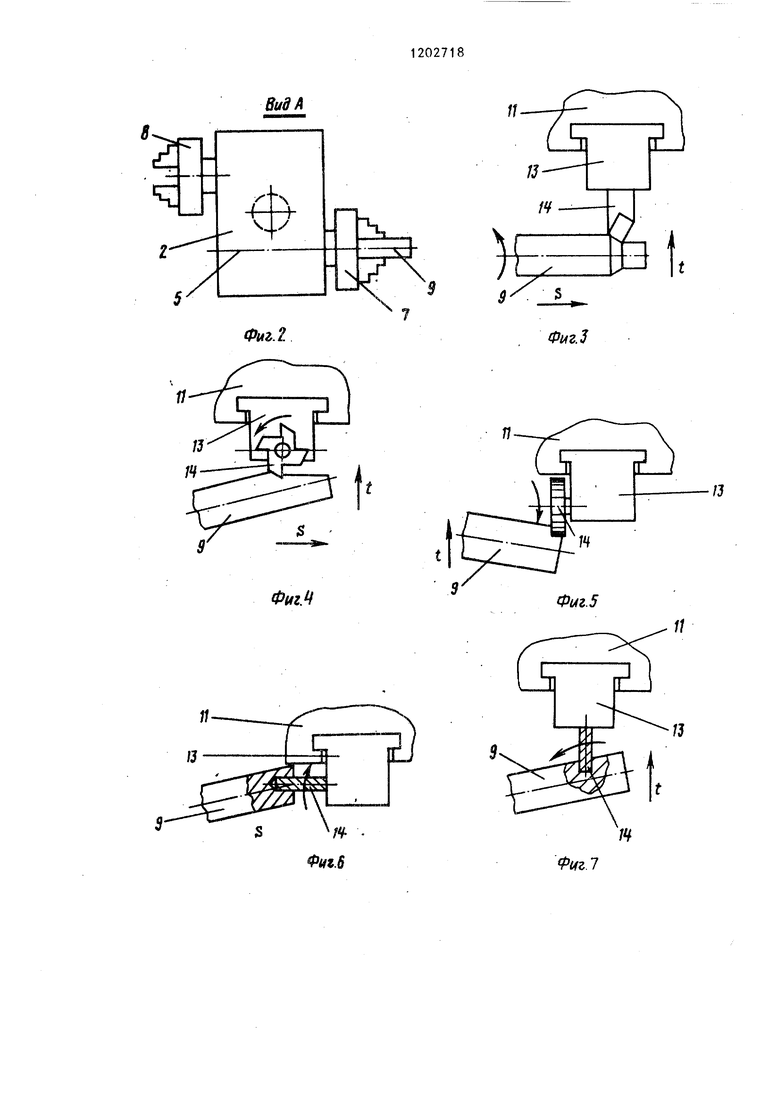
На фиг. 7 показана схема фрезерования отверстия, ось которого не
184
перпендикулярна к оси детали, на фиг. 8 - схема фрезерования канавки в направлении, не параллельном к оси детали. Деталь 9 в-этих случаях не вращается, а шпиндельную бабку 2 поворачивают на требуемый угол.
На фиг. 9 показана схема сверления отверстия, ось которого не совпадает с осью детали.
В.о всех случаях требуемое- направление обработки устанавливается с помощью поворота шпиндельной бабки 2 на требуемый угол.
Фu.г.i
ВидА
Фиг. 2
Фиг.З
ФигМ
.5
Ф(4г 1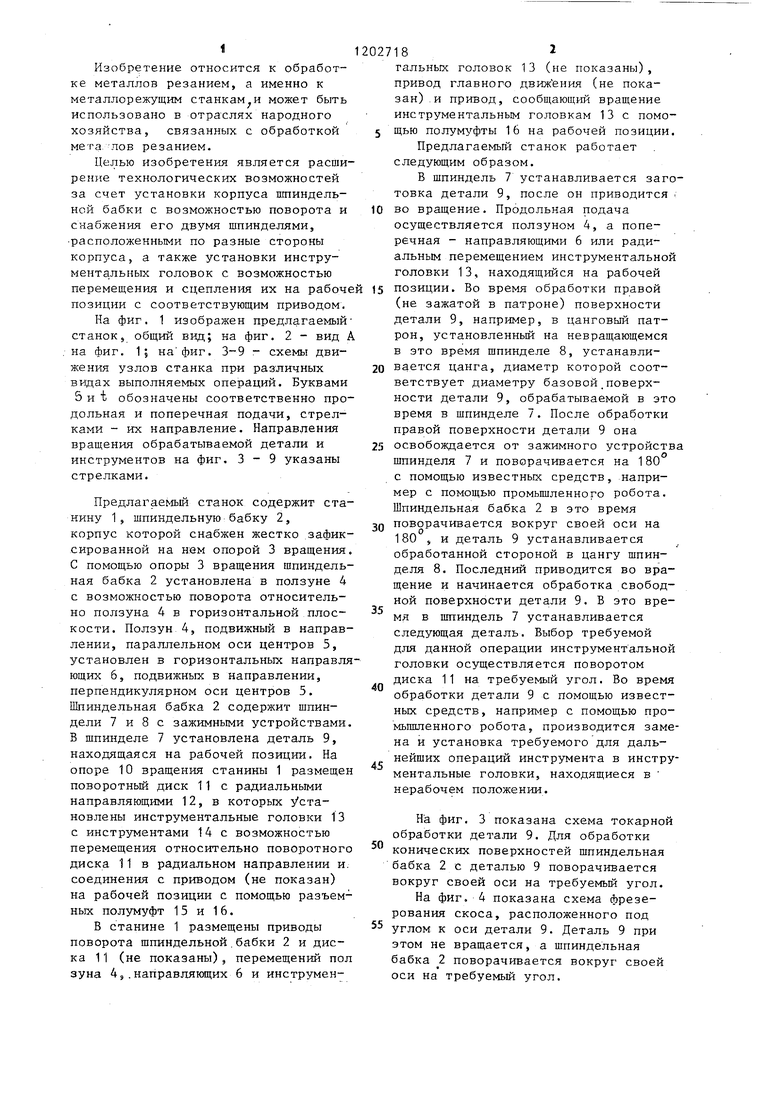
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| Многооперационный станок | 1979 |
|
SU880689A1 |
| Многооперационный станок | 1987 |
|
SU1454653A1 |
| ТОКАРНЫЙ СТАНОК | 1972 |
|
SU420403A1 |
| Токарный многоцелевой станок | 1988 |
|
SU1576241A1 |
| ТОКАРНЫЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР | 2019 |
|
RU2727133C1 |
| Многоцелевой станок | 1989 |
|
SU1660937A1 |
| Станок для пятикоординатной обработки вращающимся инструментом пространственно-сложных криволинейных поверхностей | 1972 |
|
SU491252A1 |
| Продольно-строгально-фрезерный станок | 1991 |
|
SU1797526A3 |
| Многооперационный станок | 1987 |
|
SU1469729A1 |
Составитель Г. Баринов Редактор А. Шандор Техред А.Кикемезей Корректор Г. Решетник
Заказ 8355/12
Тираж 1085
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
Фиг. 9
Подписное
| ТОКАРНЫЙ СТАНОК | 1972 |
|
SU420403A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
