Изобретение относится к станкостроению и может быть использовано к токарных станках для обработки прутковых материалов.
Целью изобретения является повышение точности и производительности обработки путем повьшения жесткости бабки за счет уменьшения вылета . и величины хода пиноли.
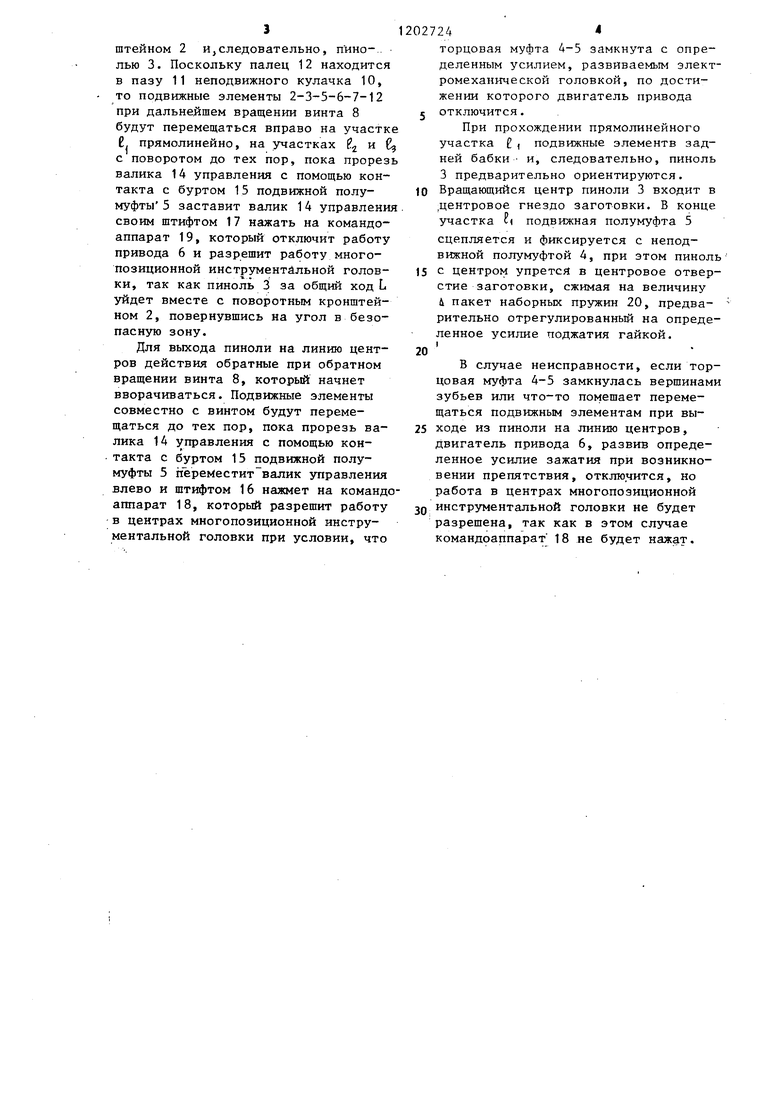
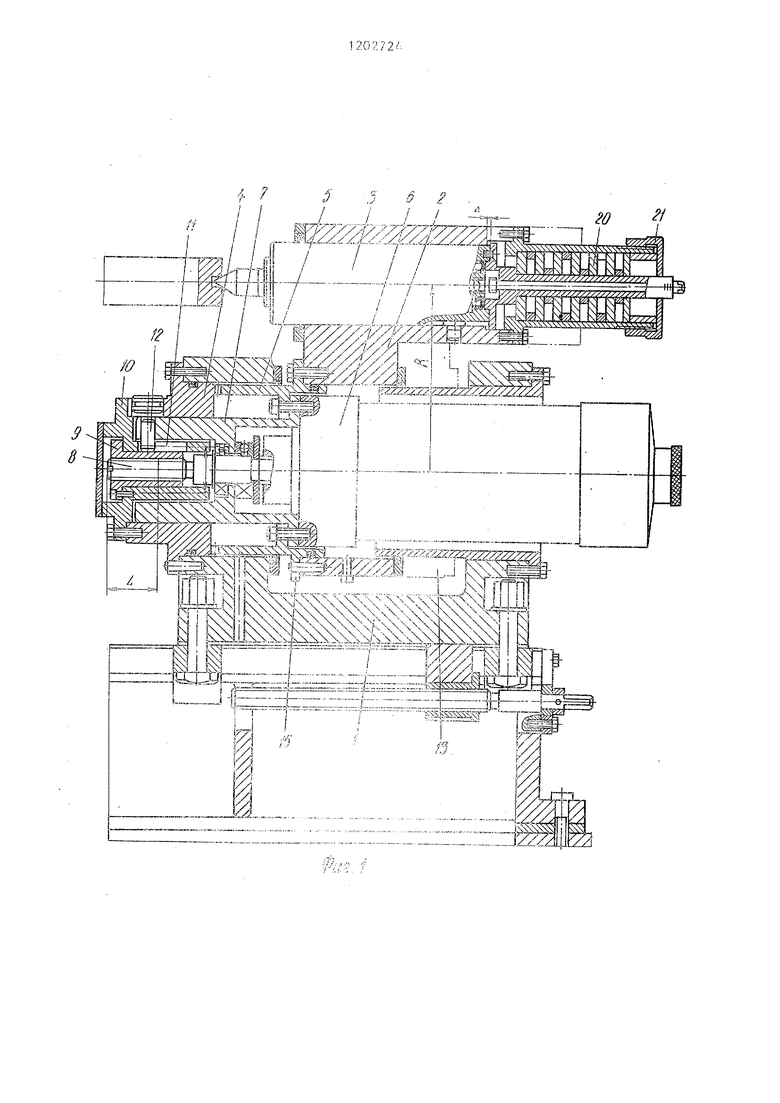
На фиг. 1 показана задняя бабка в разрезе, рабочее положение; на фиг. 2 - то же, вид сзади и зона действия инструмента; на фиг, 3 - сечение А-А на фиг. 2; на фиг. 4 - траектория перемещения центра пиноли; на фиг. 5 - развертка винтовой канавки втулки.
Задняя бабка содержит корпус 1, в выемке которого установлен поворотный кронштейн 2 с пинолью 3. Для точной фиксации центра пиноли относительно оси станка использован торцовая муфта, состоящая из двух полумуфт 4 и 5. Полумуфта 4 жестко закреплена в корпусе 1, полумуфта 5 закрепленная в поворотном кронштейне 2, связана жестко с механизированным приводом 6 задней бабки и с полой гильзой 7, которая является одной из двух направляющих поворотг- ного кронштейна 2. Привод 6 может быть любой (гидроцилиндр, пневмо- цилиндр, электромеханическое устройство) .
В данном случае перемещение крон- штейна с пинолью осуществляется электромеханическим приводом. Вращаю цийся винтовой конец 8 привода входи в гайку 9, жестко связанную с корпусом задней бабки 1 и кулачком-втулкой 10. Кулачок 10 представляет собой втулку, снабженную криволинейным пазом 11, в который входит палец 12, закрепленный неподвижно в полой гильзе 7. Паз состоит из трех y iacT- ков: прямолинейный участок (предварительная ориентация) для вывода центра и центрового отверстия с длиной, необходимой и достаточной для безопасного по отношению к торцу детали поворота; участок сопряжения Е1ИНТОВОЙ участок с длиной, необходимой и достаточной для возможности самого поворота и ухода пиноли с линии центров (оси шпинделя) в зону обеспечивающую последующую работу многопозиционной инструментальной головки инструментом типа сверла.
Полумуфты 4 и 5 и кулачок 10 выставляются так, чФобы при нахождении пальца 12 на прямолинейном участ ке паза 11 выступы одной полумуфты
находились против соответствующих впадин другой полумуфты, чтобы обеспечить правильное сцепление полумуфт на выходе пиноли 3 на ось центров станка. Полумуфта 4 устанавливается на корпусе 1 таким образом, чтобы при сцепленных полумуфтах ось пиноли находилась на оси центров станка.
Гильза 7 является также и промежуточной опорой для вращающегося конца 8. Полая гильза 13, жестко связанная одним концом с корпусом задней бабки, другим концом поддерживает поворотный кронштейн 2, т.е.
является направляющей.
Механизм управления задней бабки состоит из валика 14 управления с прорезью (фрезеровкой), которая контактирует с буртом 15 подвижной
полумуфты 5, определяя два крайних положения подвижного кронштейна 2 и следовательно, пиноли 3 посредством штифтов 16 и 17 и командоаппара- тов 18 и 19.
Пиноль 3 установлена в поворотном кронштейне с возможностью осевого , смещения на величину А , сжимая наборную прожину 20, при зтом величина поджатия регулируется предварительно гайкой 21. Величина и , необходимая для поджима заготовки, обеспечивается установкой корпуса 1 относительно обрабатываемой детали таким образом, чтобы вращающийся
центр пиноли 3 упирался в центровое отверстие детали несколько раньше, чем происходит сцепление полумуфт 4 и 5. Величина Д выбирается минимальной, но достаточной для компенсации возможной разноразмерности длин деталей и возможной приработки центрового отверстия детали во время ее обработки.
Задняя бабка работает следующим
образом.
Для вывода (ухода) пиноли с линии центров движение от привода передается на винт 8 винтовой пары 8-9. При неподвижной гайке 9
винт 8 начинает выворачиваться из гайки, увлекая за собой сам привод 6, полую гильзу. 7,, несущий палец 12 и полумуфту 5 с поворотным крон3
штейном 2 иjследовательно, пино-. лью 3. Поскольку палец 12 находится в пазу 11 неподвижного кулачка 10, то подвижные элементы 2-3-5-6-7-12 при дальнейшем вращении винта 8 будут перемещаться вправо на участке прямолинейно, на участках f с поворотом до тех пор, пока прорезь валика 14 управления с помощью контакта с буртом 15 подвижной полумуфты 5 заставит валик 14 управления своим штифтом 17 нажать на командо- аппарат 19, который отключит работу привода 6 и разрешит работу многопозиционной инстр5Т4ентйльной головки, так как пиноль 3 за общий ход L уйдет вместе с поворотным кронштейном 2, повернувшись на угол в безопасную зону.
Для выхода пиноли на линию центров действия обратные при обратном вращении винта 8, который начнет вворачиваться. Подвижные элементы совместно с винтом будут перемещаться до тех пор, пока прорезь валика 14 управления с помощью контакта с буртом 15 подвижной полумуфты 5 ереместит валик управления влево и штифтом 16 нажмет на командо аппарат 18, который разрешит работу в центрах многопозиционной инструментальной головки при условии, что
02724
торцовая муфта 4-5 замкнута с определенным усилием, развиваемым электромеханической головкой, по достижении которого двигатель привода 5 отключится.
При прохождении прямолинейного участка , подвижные элементв задней бабки и, следовательно, пиноль
3предварительно ориентируются.
10 Вращающийся центр пиноли 3 входит в центровое гнездо заготовки. В конце участка ( подвижная полумуфта 5
сцепляется и фиксируется с неподвижной полумуфтой 4, при этом пиноль 15 с центром упрется в центровое отверстие заготовки, сжимая на величину
4пакет наборных пружин 20, предварительно отрегулированный на определенное усилие поджатия гайкой.
20
В случае неисправности, если торцовая муфта 4-5 замкнулась вершинами зубьев или что-то помешает перемещаться подвижным элементам при вы25 ходе из пиноли на линию центров, двигатель привода 6, развив определенное усилие зажатия при возникновении препятствия, отключится, но работа в центрах многопозиционной
30 инструментальной головки не будет разрешена, так как в этом случае командоаппарат 18 не будет нажат.
л 7f - 9
/ J,/г/ /
/ //// /-Ц,./ IT
/ ..A,z.: ,,LZZZ
/ |Т // / /
lJl|.X-..l -J--Z-.
ftal
ЛГ/L
e tf ff
3
V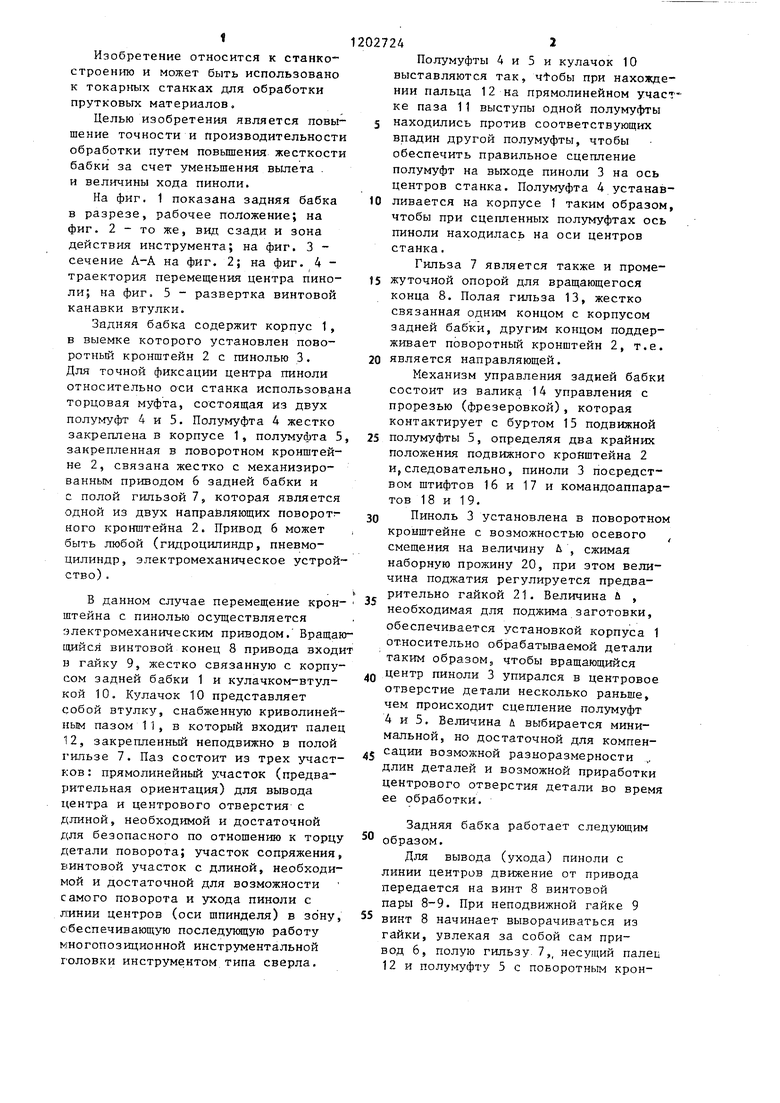
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для одновременной обработки двух центровых отверстий | 1977 |
|
SU737201A1 |
| Токарный станок для обработки деревянных деталей | 1973 |
|
SU438527A1 |
| ПОРТАЛЬНЫЙ ТОКАРНЫЙ СТАНОК НЕПРЕРЫВНОГО ДЕЙСТВИЯ, ПРЕДНАЗНАЧЕННЫЙ ДЛЯ ОБРАБОТКИ КОЛЕСНЫХ ПАР | 1995 |
|
RU2132255C1 |
| Задняя бабка с электроприводом пиноли | 1982 |
|
SU1238892A1 |
| Устройство для шлифования криволинейных поверхностей | 1987 |
|
SU1450982A1 |
| ЭЛЕКТРОКОНТАКТНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ БАНДАЖЕЙ КОЛЕСНЫХ ПАР | 1995 |
|
RU2085346C1 |
| Круглошлифовальный станок | 1981 |
|
SU1052370A1 |
| ЗАЖИМНОЙ ПАТРОН | 1992 |
|
RU2030973C1 |
| Токарный многооперационный станок | 1989 |
|
SU1713747A1 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2044628C1 |
Q/
fiJiJi
Фаг 5
Составитель .A. Абрамов Редактор A. Шандор Техред A.Кикемезей Корректор Г. Решетник
Заказ 8355/12
Тираж 1085
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ШШ . Патент, г. Ужгород, ул. Проектная, 4
Подписное
| Судопобъемная приварная проушина | 1975 |
|
SU575266A1 |
