Изобретение относится к механосборочному производству, в частности к многопозиционным автоматам для сборки узлов.
Цель изобретения - расширение технологических возможностей путем сборки гнезд электросоединителей с пружинами.
С этой целью многопозициоыный автомат, содержащий расположенные в технологической последовательности вокруг транспортного средства загрузочные и сборочные устройства, контрольные механизмы и средства автоматизации управления их работой, снабжен механизмом обжимки, содержащим привод, кинематически связанны с ним корпус, установленный в неподвижных направляющих, две планки с прижимами, установленными симметрично относительно оси корпуса с возможностью п.оворота и перемещения по криволинейному пазу, вьтолненному н корпусе, и кронштейн, установленный в корпусе с возмояшостью перемещения, при этом он кинематически связан с планками и с дополнительно введенным приводом, закрепленным на корпусе,
. На фиг 1 представлен автомат, обвщй аид; на фиг. 2 - сечение А-А на фиг, 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - сечение В-В на фиг, 3; на фиг. 5 - сечение Г-Г па фиг, 3; на фиг. 6 - сечение на фиг, 3; на фиг. 7 - сечение Е-Е на фиг. 5; на фиг. 8 - сечение /К-Ж на фиг, 5.
Многопозиционны автомат содер жит смонтированный на станине 1 восьмипозиционный стол 2 с зажимными устройствами 3,
На первой позиции многопозиционного автомата размещен механизм 4 для подачи, ориентации,, поштучной выдачи и загрузки гнезда 5, состоящий из первичного ориентатора 6, под которым установлен змеевидгалй накопитель 7 и вибролоток 8, Под вибролотком 8 размещены отсекатель 9, фотодатчик 0, а также толкатель 11 для подачи гнезда 5 в зажимное устройство 12,
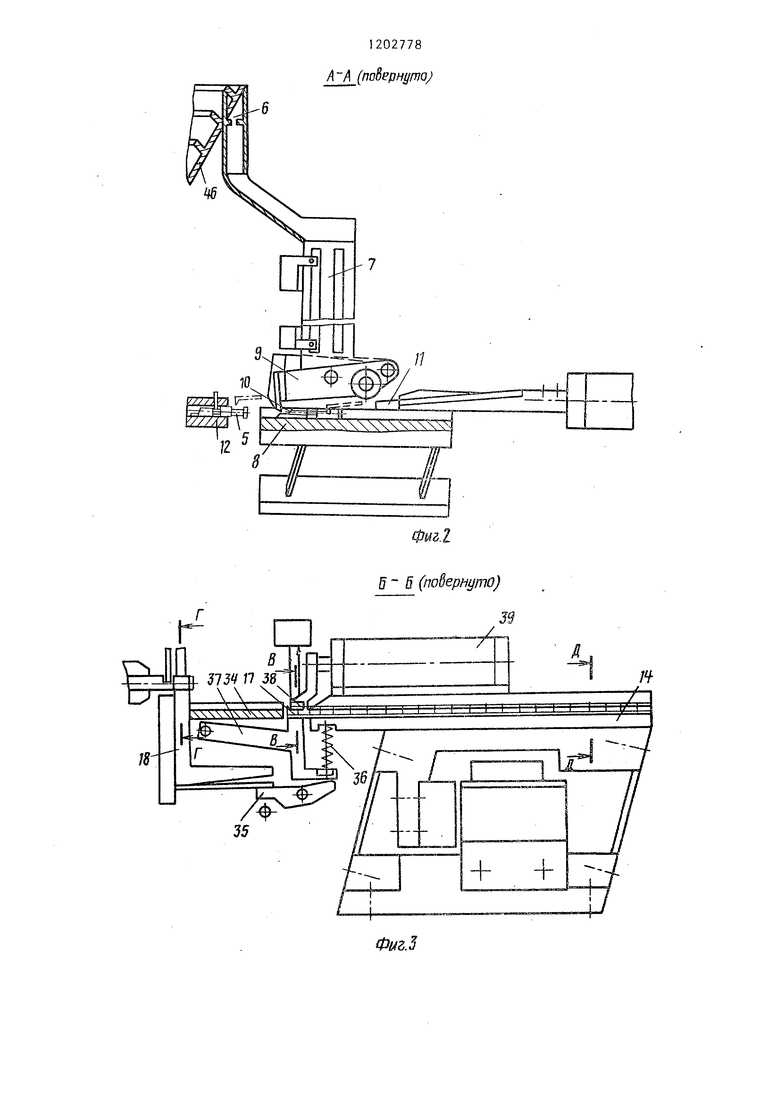
На второй позиции ра змещен меха низм 13 для подачи, поштучной выдачи, загрузки и предварительной обжимки пружины на гнезде, состоящий из вибролотка 14, на котором установлена планка 15, предназначенная для сохранения ориентированного упорядоченного движения пружин 16 по вибро- лотку 14, В конце вибролотка 14 уста-
новлен фотодатчик 17, предназначенный для дачи команды на подъем основания 18. Входящее в механизм сборки и обжимки основание 18 расположено между двумя боковыми прижимами 19,
причем на вершине основания 18 выполнено седло,, в котором размещается пружина 16, Пневмоцилиндр 20 связан с корпусом 21, на котором установлено основание 18, Корпус 21 размеитен
в направляющих 22, Напротив основания 18 установлены верхние прижимы 23 и 24, подвижные в осевом направлении и предназначенные для ориентации и фиксации гнезда 5 -по лыске и пружины
16 по верхней поверхности-. Порщень 25 посредством штока 26 связан с кронштейном 27, на котором во втулках 28 вставлены пальцы 29, запрессованные в подвияшые планки 30, которые осями 31 крепятся на ползунах 32, Консольные части боковых прижимов 19 расположены у боковых кромок седла пружины по обе стороны основания, а противоположные части боковых
прижимов 19 установлены в подвижных подпружиненных планках 30, Ползуны 32 расположены в криволинейных пазах, вьшолненных в корпусе 21. На пальцах 29 установлены пружины 33, ,
взаимодействующие с подвижными план- ками 30. Между оа ованием 18 и виб- ролотком 14 размещена направляющая 34, под которой установлены рычаг 35 . и подпружиненный пружиной 36 рычаг
37. Между направляюа1,ей 34 и вибро лотком 14 размещен толкатель 38, связанный с пневмоцилиндром 39. Кроме того, на второй позиции установлен тоже вибробункер 40 для пружин 16j который питает пружинами механизмы подачи 5 пощтучной выдачи, загрузки и предварительной обжимки прул(1даы 16
на гнезде 5. I
На третьей позиции установлен ме ханизм 41 для догибки лепестков пружины 16-на гнезде 5 двойным удароц, а на четвертой позиции - устройство- 42 для тренировки гнезда 5, На пятой позиции установлено устройство 43 г для контроля усилия расчпенения.
На щестой позиции установлен механизм 44 для :повторного догибания лепестков пружины по команде механизма 43, предназначенного для контроля усилия расчленения. Устройство 44 аналогично устройству 41, установленному на третьей позиции. Механизм 45 для окончательного контроля усилия расчленения аналогичен механиз- му 43 и установлен на седьмой пози-. ции.А на восьмой позиции размещен механизм 46 для сортировки гнезд 5 цо усилию расчленения на нормальные, слабые и тугие.
Все механизмы предлагаемого много I позиционного автомата расположены ко вокруг вибробункера 47 для гнезд 5. Кр.оме того, автомат содержит тару 48 для нормальных, тугих и слабых гнезд,Автомат работает следующим образом ,
На первой позиции гнезда 5 загружаются рабочим вручную в чашу вибробункера 47, Посредством вибробунке ра 47 гнезда 5 подаются через первичный ориентатор 6 в змеевиковый накопитель 7, откуда они поштучно в цикле автомата подаются на вибролоток 8 На вибролотке 8 под действием центра тяжести и колебаний /ютка 8 .в плоскости, расположенной под углом 35 к вертикали, происходит угловая ориентация и подача гнезда 5 вдоль лотка В.
Ориентированное гнездо 5 своим передним срезанным концом входит в щель между толкателем 11 и лотком 8, пе- рекрьшая луч фотодатчика 10-, дающего команду на заталкивающие гнезда 5, Толкатель 11 подает гнездо 5 в зажимное устройство 12, прижимая при этом гнездо 5 в зажимное устройство 12, прижимая при этом гнездо 5 по плоской площадке, что предотвращает его
поворот в процессе заталкивания. При возврате толкателя 11 в исходное положение отсекатель 9 выдает следующее гнездо 5 на вибролоток 8 .для ориентации.
На второй позиции пружины 16 загружаются рабочим вручную в чашу вибробункера 40, из которого пружины 16 попадают на вибролоток - накопитель 14 в ориентированном положении, На вибролотке 14 установлена планка 15, которая служит для сохранения ориентированного упорядоченного движения пружин 16 по вибролотку 14. В конце вибролотка 14 пружина 16 перекрывает луч фотодатчика 17, который дает команду на опускание основания 18. Вершина основания 18 выполнена в виде седла, в котором оно поднимает пружину 16 с гнездом 5. Основание 18 опускается до совпадения седла основания 18 с направляющей 34, при этом через рычаг 35 основание 18 поднимает подпружиненный пружиной 36 рычаг 37 вместе с собираемой пружиной 16, на один уровень с направляющей 34, т.е. происходит поштучная
0 отсечка пружины 16 с вибролотка 14. После этого толкатель 38 с помощью пневмоцилиндра 39 переталкивает пружину 16 в седло основания 18 и пружина 16 устанавливается в седпе между
5 двумя прижимами 19i При помощи пневмоцилиндра 20 корпус 21 с основанием 8 по направляющим 22 поднимается вверх и пружина 16 подходит под F гнездо 5, установленное -в зажимном
0 устройстве 3 на поворотном столе 2. При подъеме основания 18 вверх кинематически связанные с ним верхние прижимы 23 и 24 опускаются вниз и прижимают гнездо 5 по лыске и пру-.
5 йсину 16 по верхней поверхности, тем самым ориентируя гнездо 5 и пружину 16 друг относительно друга. Затем подается команда на подъем поршня 25, который при подъеме своQ им штоком 26 поднимает кронштейн 27, При подъеме кронштейна 27 планка 30 под действием пружины 33 поворачивается на осях 3 до соприкосновения боковых прижимов 19 с пружиной 16 на гнезде 5, а затем происходит прижатие пружины 16 к гнезду 5 с двух сторон боковьп и прижимами 19, При дальнейшем движении кронштейна 27 обеспечивается обкатка гнезд боковыми прижимами за счет перемещения подвижных планок 30 в криволинейных пазах корпуса 21. Конфигурация паза по которому движутся ползуны 32, выполнена таким образом, что обеспечивает обкатку прижимами 19 пружины 16 вокруг гнезда 5 без скольжения и без нарушения покрытия собираемых деталей.
На третьей позиции производится 0 догибание лепестков пружины двойным. ударом.- Предварительно собранное гнездо 5 останавливается на третьей позиции, к нему подходит седло., с- торца вводится штырь, у которого сверху срезана лыска, а сверху по пружине 16 дважды ударяет боек,, за счет чего пружина 16 подгибается до заданного усилия -сочленения. На
0
5
этом cfeopKa гнезда зака1гчива- ется.
На четвёртой позиции проводят тренировку гнезда, В собранное гнездо несколько раз вподится и вьшодится штырь для снятия возможных заусенцев
и неровностей с поверхности пружин перед контролем,
На шестой позиции производится повторное догибание лепестков пружины и при получении команды с пятой позиции - гнездо слабое. Операция производится аналогично операции на третье позиции,
На седьмой позиции производится окончательный контроль усилия расчле нения гнезда, Кона;роль осуществляется таким же механизмом, что и на пятой
позиции.
На восьмой позиции производится
выдача готового гнезда и его сортиров
II
ка
по УСИЛИЮ расчленения
ч j.T-r,fiti( т
на нормальные, слабые, и тугие по команде с седьмой позиции. Гнездо, освобожденное толкателем, вылетает из зажимного устройства и, падая по лотку, может пройти прямо в тару 46 для нормаль ных гнезд или свернуть вправо или влево за счет стрелок, управляемых электромагнитами, и попасть в тару дпя слабых или тугих гнезд. Команду на включение того или другого магнита дает механизм окончательного контроля с седьмой позиции.
Предлагаемое изобретение позволит автоматизировать сборку собираемых гнезд электросоединителей с пружи- намИд повысить качество сборок за
20 счет сокращения покрытия пружин,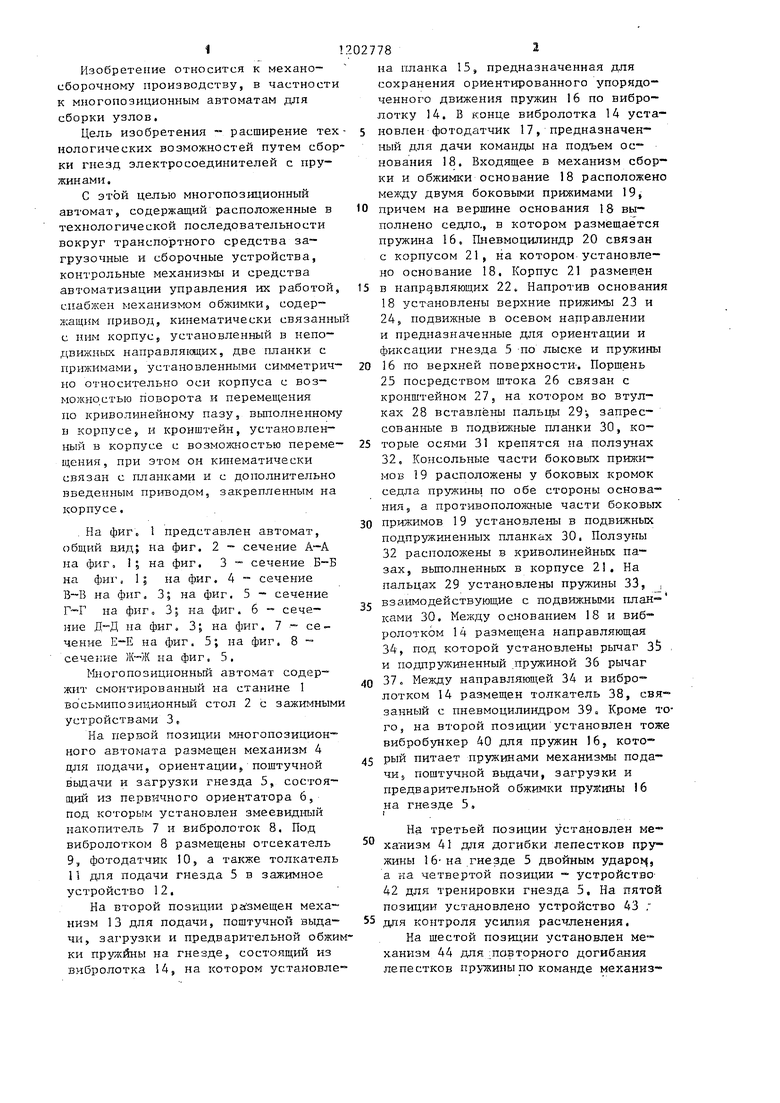


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для выгрузки радиодеталей из групповых кассет с канавками | 1990 |
|
SU1781857A1 |
| Устройство для установки лепестковых контактов в гнезде колодки разъема | 1984 |
|
SU1274033A1 |
| Автоматическая роторная линия для сборки радиочастотных соединителей | 1978 |
|
SU785924A1 |
| Автомат для обработки и контроля деталей | 1988 |
|
SU1609539A1 |
| Сборочный автомат | 1981 |
|
SU967768A1 |
| Устройство для ориентированной укладки штучных изделий | 1983 |
|
SU1135691A1 |
| Устройство для ориентации и загрузки контактов в гнезда колодки разъема | 1980 |
|
SU955303A1 |
| Устройство для нанесения покрытий на заготовки конденсаторов | 1985 |
|
SU1247958A1 |
| Полуавтомат для клепки тормозных колодок | 1984 |
|
SU1224083A1 |
| Устройство для подачи деталей | 1983 |
|
SU1152098A1 |


(noSepHi/fnoj
5 В (подернуто)
.З
В В
г- г
W5.5
111
/5
Фи&.б
Ж-;
Е- Е
гч
23
±
77
Е Д Фиг.7
Фцг.В
ВНИИПИ Заказ 8358/15 Тираж 1085 Подписное
Филиал ПШТ Патент,
г.Ужгород, ул.Проектная, ч
