на позицию металлизации5 включающую рабочие органы П и 12с инструментом и подающий ролик 13,, и в супгало 14, Затем К попадают в механизм нанесения глазури5 включаюп й ванны 2, держатели 22.с инструментом 23 и скребок 24, а затем поступают в узел сушки (термообработки) 20 так. что его высокотемпературная зона охватывает, верхние части захватов 19. После этого К по.цаются в узел о:хлаждеИзобретение относится к оборудованию для производства радиодеталей и может быть ис.пользовано для нанесения покрытий на заготовки электрических конденсаторов постоянной емкости
Цель изобретения - улучшение эксплуатационных возможностей путем обеспечения упорядоченного ориентированного перемещения заготовок в процессе сушки и повышение качества покрытия путем исключения повреж;: ,ения слоя покрытия при транспортировании.
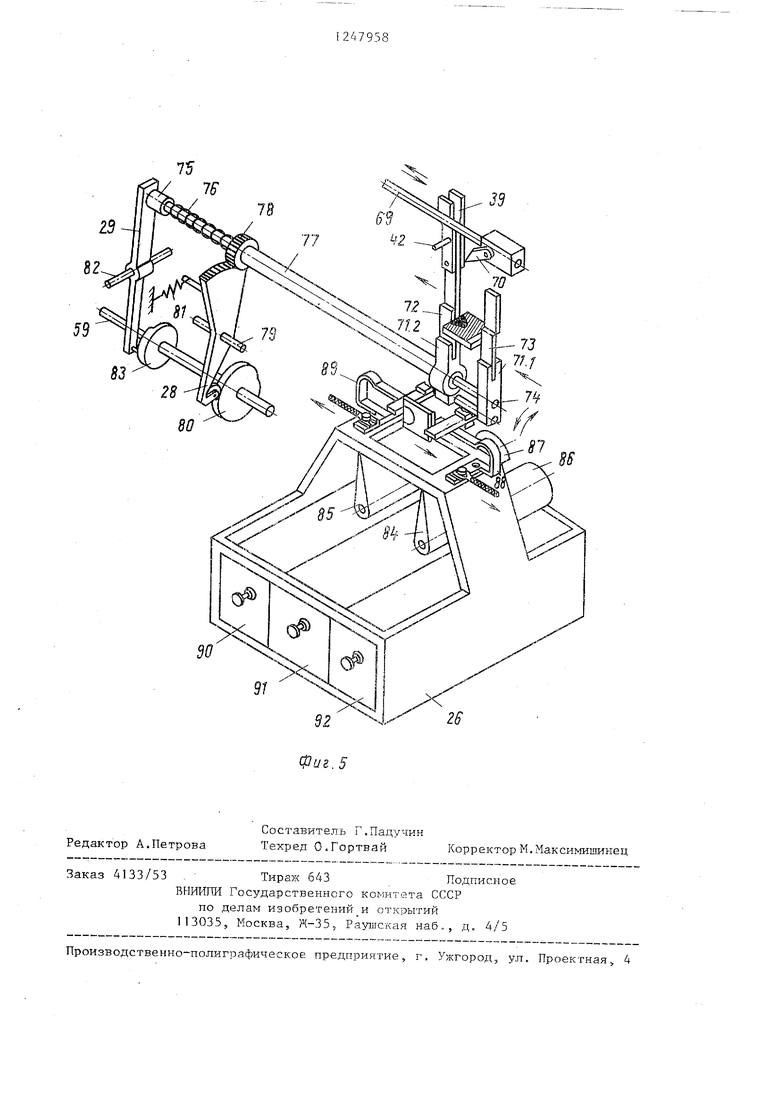
На фиг, изображена схема устройства; на фиг.2 - узел термообработки разрез; на фиг.З - захваты цепного транспортера J на фиг. 4 - перегрузчик заготовок; на фиг.5 - съемник заготовок
Устройство содержит механизм загрузки с вибробункером 1, фотодатчиком 2 и вибролотком 3, механизм транспортирования с транспортирующим ротором 4, снабженным вакуумными при соожами 5j транспортирзтощим ротором 6 с держателями заготовок в виде захватов 7, управляемыми неподвижным копиром 8j толкателем 9 и поворотным клином 10, На одной из позиций ротб- ра 6 установлен механизм металлизации, включающий рабочие органы 11 и 12 с инструментом и подающий ролик 13. На периферии ротора б установлено сушило 14, а на одной из позиций ротора 6 размещен.перегрузчик 15 за- готовок. В плоскости, параллельной осям роторов 4 и 6, установле.ны ведущая 16 и ведомая I7 звездочки цепного транспортера 18 с захватами 19 заготовок, У верхней ветви транспорния 25, распределите.пь 26 К по емкости и съемник 27 К. Наличие узла охлаждения 25, выполнение конвейера механизма транспортирования в виде замкнутого цепного транспортера 18 с захватами 19 и наличие перегрузчика 1 5 К обеспечило упорядоченное ориентированное перемещение К в про-, цессе сушки и повысило качество покрытия за счет исключения повреждения слоя покрытия при транспортировании.
тера 18 установлен узел сушки (термообработки) 20 так5 что его высокотемпературная зона охватывает верхние части захватов 19, У ведущей
звездочки 16 транспортера 18 со стороны нижней ветви установлен механизм нанесения глазури, включающий ваннь 21, держатели 22 с инструментом 23 и скребок 24, На нижней ветви транспортера 8 установлен узел 25 охлаждения. За узлом 25 охлаждения по ходу движения транспортера 18 установлены распределитель 26 заготовок по емкости и съемник 27 заготовок, приводимый в движение зубчатым сектором 28 и рычагом 29. управления зажимами перегрузчика 15 служит рычаг 30.
Цепной транспортер 18 содержит трехрядную цепь 31 (фиг.2) с шагом 12э7 на которой закреплены с шагом 25,4 мм захваты 19 заготовок. Дпя направления верхней ветви транспортера 18 предназначены направляю- цке 32s а для нижней ветви - направляющие планки 33, закреплен 1ые на основании 34, К последнему крепится узел сугаки (термообработки) 20, включающий канал 35, выполненный из огнеупорного материала, и нагревате- ш 36,
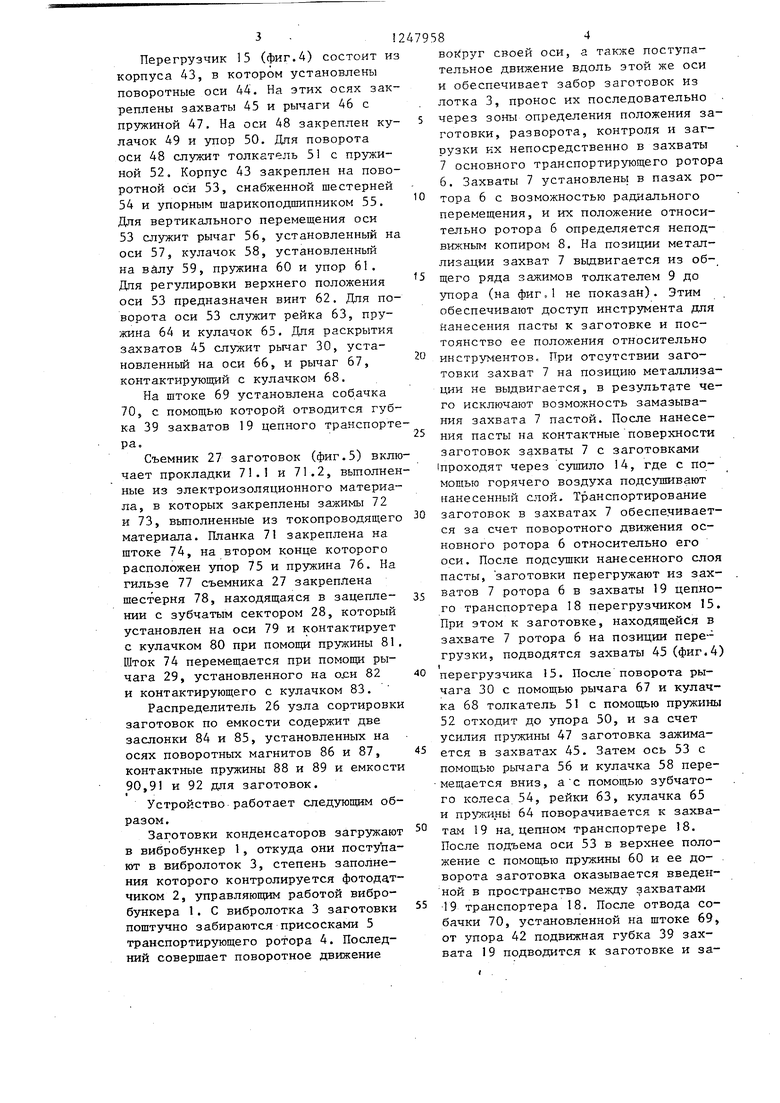
Захваты 19 заготовок (фиг.З) состоят из закрепленной на теплоизоля- удионной прокладке 37 стойки 38 и поворотной губки 39, установленной на оси 40 и подпружиненной пружиной 41, Для отвода губки 39 при загрузке и выгрузке заготовок служит упор 42
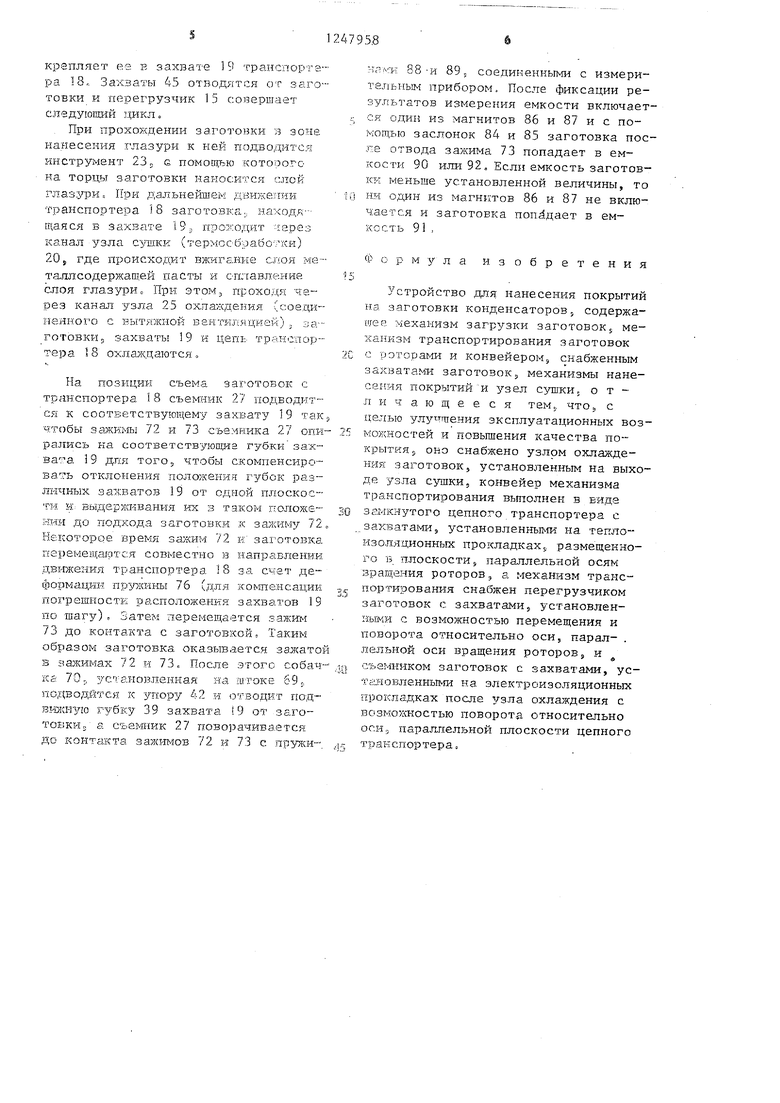
Перегрузчик 15 (фиг.4) состоит из корпуса 43, в котором установлены поворотные оси 44. На этих осях закреплены захваты 45 и рычаги 46 с пружиной 47, На оси 48 закреплен кулачок 49 и упор 50. Для поворота оси 48 служит толкатель 51 с пружиной 52, Корпус 43 закреплен на поворотной оси 53, снабженной шестерней 54 и упорным шарикоподшипником 55. Для вертикального перемещения оси 53 служит рычаг 56, установленный на оси 57, кулачок 58, установленный на вйлу 59, пружина 60 и упор 61. Для регулировки верхнего положения оси 53 предназначен винт 62. Для поворота оси 53 служит рейка 63, пружина 64 и кулачок 65. Для раскрытия захватов 45 служит рычаг 30, установленный на оси 66, и рычаг 67, контактируюпщй с кулачком 68.
На штоке 69 установлена собачка 70, с помощью которой отводится губка 39 захватов 19 цепного транспортера.
Съемник 27 заготовок (фиг.5) включает прокладки 71.1 и 71.2, вьтолнен ные из электроизоляционного материала, в которых закреплены зажимы 72 и 73, вьтолненные из токопроводящего материала. Планка 71 закреплена на штоке 74, на втором конце которого расположен упор 75 и пружина 76. На гильзе 77 съемника 27 закреплена шестерня 78, находящаяся в зацеплении с зубчатым сектором 28, который установлен на оси 79 и контактирует с кулачком 80 при помощи пружины 81. Шток 74 перемещается при помощи рычага 29, установленного на 82 и контактирующего с кулачком 83.
Распределитель 26 узла сортировки заготовок по емкости содержит две заслонки 84 и 85, установленных на осях поворотных магнитов 86 и 87, контактные пружины 88 и 89 и емкости 90,9 и 92 для заготовок.
Устройство работает следующем образом.
Заготовки конденсаторов загружают в вибробункер 1, откуда они поступают в вибролоток 3, степень заполнения которого контролируется фотодат- чиком 2, управляющим работой вибробункера 1. С вибролотка 3 заготовки поштучно забираются присосками 5 транспортирующего ротора 4. Последний совершает поворотное движение
20
5
своей оси, а татсже поступательное движение вдоль этой же оси и обеспечивает забор заготовок из лотка 3, пронос их последовательно 5 через зоны определения положения заготовки, разворота, контроля и загрузки кх непосредственно в захваты 7 основного транспортирующего ротора 6. Захваты 7 установлены в пазах ро- 10 тора 6 с возможностью радиального перемещения, и ргх положение относительно ротора 6 определяется неподвижным копиром 8. На позиции металлизации захват 7 вьщвигается из об- 5 щего ряда зажимов толкателем 9 до упора (на фиг,1 не показан). Этим обеспечивают доступ инструмента для Нанесения пасты к заготовке и постоянство ее положения относительно инструментов. При отсутствии заготовки захват 7 на позицию металлизации не выдвигается, в результате чего исключают возможность замазывания захвата 7 пастой. После нанесения пасты на контактные поверхности заготовок захваты 7 с заготовками (проходят через сушило 14, где с помощью горячего воздуха подсушивают нанесенный слой. Транспортирование 0 заготовок в захватах 7 обеспечивается за счет поворотного движения основного ротора 6 относительно его оси. После подсущки нанесенного слоя пасты, заготовки перегружают из захватов 7 ротора 6 в захваты 19 цепного транспортера 18 перегрузчиком 15. При этом к заготовке, находящейся в захвате 7 ротора 6 на позиции перегрузки, подводятся захваты 45 (фиг.4) I
перегрузчика 15. После поворота рычага 30 с помощью рычага 67 и кулачка 68 толкатель 51 с помощью пружины 52 отходит до упора 50, и за счет усилия пружины 47 заготовка зажима- 5 ется в захватах 45. Затем ось 53 с помощью рычага 56 и кулачка 58 пере- мещается вниз, а с помощью зубчатого колеса 54, рейки 63, кулачка 65 и np ojcHHH 64 поворачивается к захва- там 19 на, цепном транспортере 18.
После подъема оси 53 в верхнее положение с помощью пружины 60 и ее до- ворота заготовка оказывается введенной в пространство между захватами 5 -19 транспортера 18. После отвода собачки 70, установленной на щтоке 69, от упора 42 подвижная губка 39 захвата 19 подводится к заготовке и за5
0
крепляет ее в захвате 19 транспорта- pa 18.. Захваты 45 отводятся от заготовки и перегрузчик 15 соверишет следугощий цикл.
При прохождении заготовки я зоне ианесемия глазури к ней подводится инструмент 23 „ G ПОМОЕПТЬЮ котооого на торцы заготовки наносрггся слой глаззфи При дальнейшем движелик транспортера 18 заготовка.; находя-- щаяся в захвате 19., -шрез канал узла счтпкк (7 ермосбра6от1си) 20s происходит вясигание слоя ые- та.г1лсодержащей пасты и оплав.пе-.ние слоя глазури При этоМэ проходя через канал узла 25 охггшкдения -:, сое.единенного с вытяжной вентклядией) , roTOBKPJs захваты 19 к цепь транспортера 1 8 охлаждаются.,
На позиции съема заготовок с транспортера 18 съемник 27 подводит-- ся к соответствующему захвату 19 так чтобы за.жи1-.1Ы 72 и 73 съем ника 2/ спи ралясь на соответствующиа губкк захвата. 19 дпя того., чтобы скомпенсиро - вать отклонения положения: губок ра.з- личньш захватов 19 от одной плоскос- Т И И: выдерживания их з таком положении до подхода заготовки к за:-киму 72 Некоторое время за:«им 72 к заготовка перемещаготся совмес тно в напраЕ1лении двт Исения транспортера 18 за счет де- формации прзлкины 76 (для компенсации погрешностк расположения захватов 19 по Шагу), Затем перемещается зажим 73 до контакта с заготовкой. Таким образом заготовка оказывается зажато в ; ажимах 72 и 73„ После этого собач к 70р. устаноззленная на штоке 69,, подводится к упору 42 и отводит ПОД -- зийсную гз бЕ:у 39 захвата (9 от заго-- TOBKHs а съемник 27 поворачивается до контакта зажтлов 72 и 73 с прулси
88-И 89,, соедике.нньпчи с измери- тел :ньач прибором. После фиксации результатов измерения емкости включается один из магнитов 86 и 87 и с по- кот:ью заслонок 84 и 85 заготовка пос- .пе отвода зажима 73 попадает в емкости 90 или 92. Если емкость заготовки меньше установленной величины, то ни один из магнитов 86 и 87 не включается и заготовка попадает в емкость 91 ,
Ф о р м у л а изобретения
Устройство для нанесения покрытий на заготовки конденсаторовs содержа- шее Механизм загрузки заготовок механизм транспортирования заготовок с роторами и конвейеромэ снабженным захватам и заготовок5 механизмы нанесения покрытий и узел сушки, о т - л и ч: а ю щ е е с я тем,, что, с далью улучшения эксплуатационных возможностей и повьшгения качества по-- крыткяд оно снабжено узлом охлаждения заготовок, установленным на выходе узла сушки, конвейер механизма транспортирования выполнен в виде зг1-1кнутого цепного транспортера с захватаг ш, установленными на теплоизоляционных прокладках,, размещенного J5 плоскости S параллельной осям зравгения роторов j а механизм транспортирования снабжен перегрузчиком заготовок с захватами установлен- ныки с возможностью перемещения и поворота относительно оси, парал- . лел.ьной оси вращения роторов, и съемником заготовок с захватами, ус- тйловленными на электроизоляционных прокладках после уз.ла охлаждения с возможностью поворота относительно осИз парал1.сельной плоскости цепного транспортера,
сриг.г
ipus. 3
f7
75
25
J5
26
фиг. 5
Редактор А.Петрова
Составитель Г.Пацучин
Техред О.Гортвай Корректор М.Максимишинец
Заказ 4133/53 . Тираж 643Подписное
ВНИИЛИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35,, Раушская наб „ , д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная., 4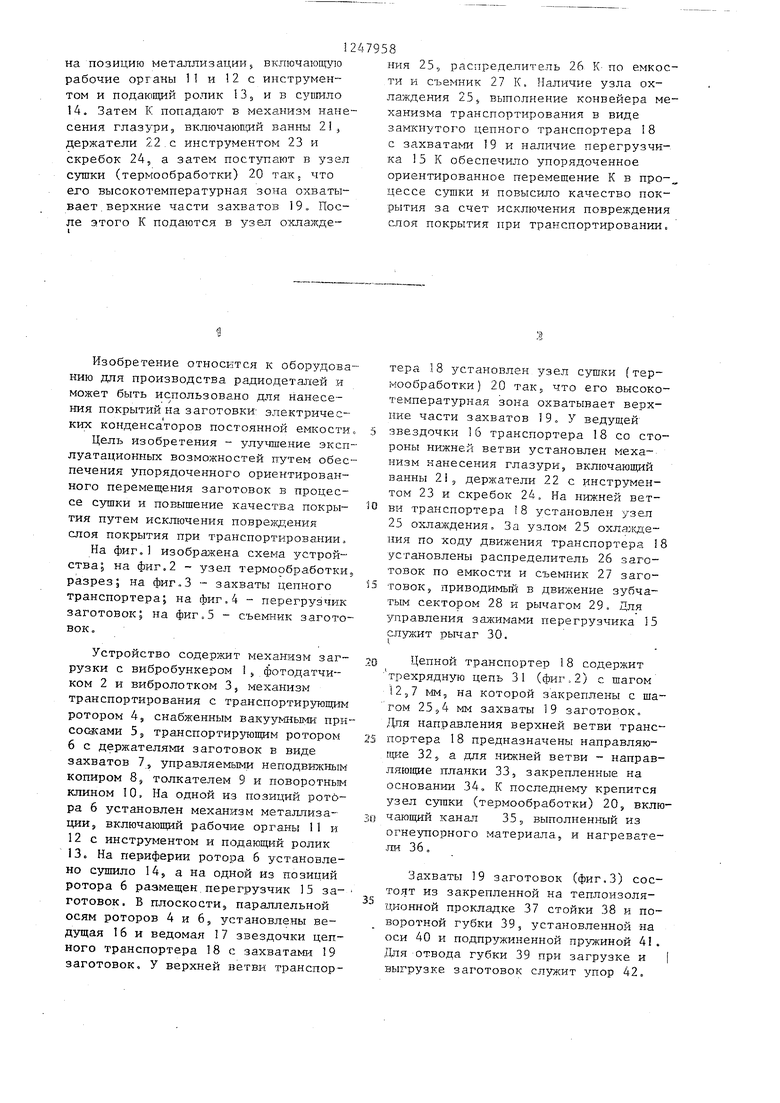
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения покрытия на заготовки конденсаторов | 1987 |
|
SU1499412A1 |
| Устройство для нанесения покрытия на заготовки конденсаторов | 1987 |
|
SU1499411A1 |
| Устройство для нанесения и термообра-бОТКи пОКРыТия HA зАгОТОВКАХ КОНдЕНСАТОРОВ | 1979 |
|
SU847387A1 |
| Устройство для перемещения радиодеталей преимущественно в установках металлизации и сборки радиодеталей с выводами | 1987 |
|
SU1451882A1 |
| Устройство для нанесения металлосодержащей пасты на торцы плоских заготовок,преимущественно керамических конденсаторов | 1981 |
|
SU991524A1 |
| Роторная машина | 1981 |
|
SU1038040A1 |
| АВТОМАТ ДЛЯ ЗАВЕРТЫВАНИЯ КОНФЕТ «ВПЕРЕКРУТКУ» | 1973 |
|
SU379462A1 |
| Роторно-конвейерная машина | 1982 |
|
SU1118516A1 |
| Автомат для отгибки зацепов пружин растяжения | 1989 |
|
SU1641491A1 |
| Устройство для транспортирования плоских заготовок радиоэлементов с металлизированными участками на поверхности, преимущественно заготовок керамических конденсаторов в установках для лужения | 1990 |
|
SU1798950A1 |
Изобретение относится к техноло- гичecкo гy оборудованию для производства радиодеталей. Цель изобретения- улучшение эксплуатационных возможностей устройства. Заготовки конденсаторов (К) из вибробункера 1 посредст вом вибролотка 3, транспортирующих роторов 4 и 6 и захватов 7 поступают 20 16 f ю i(ib vl CD СП 00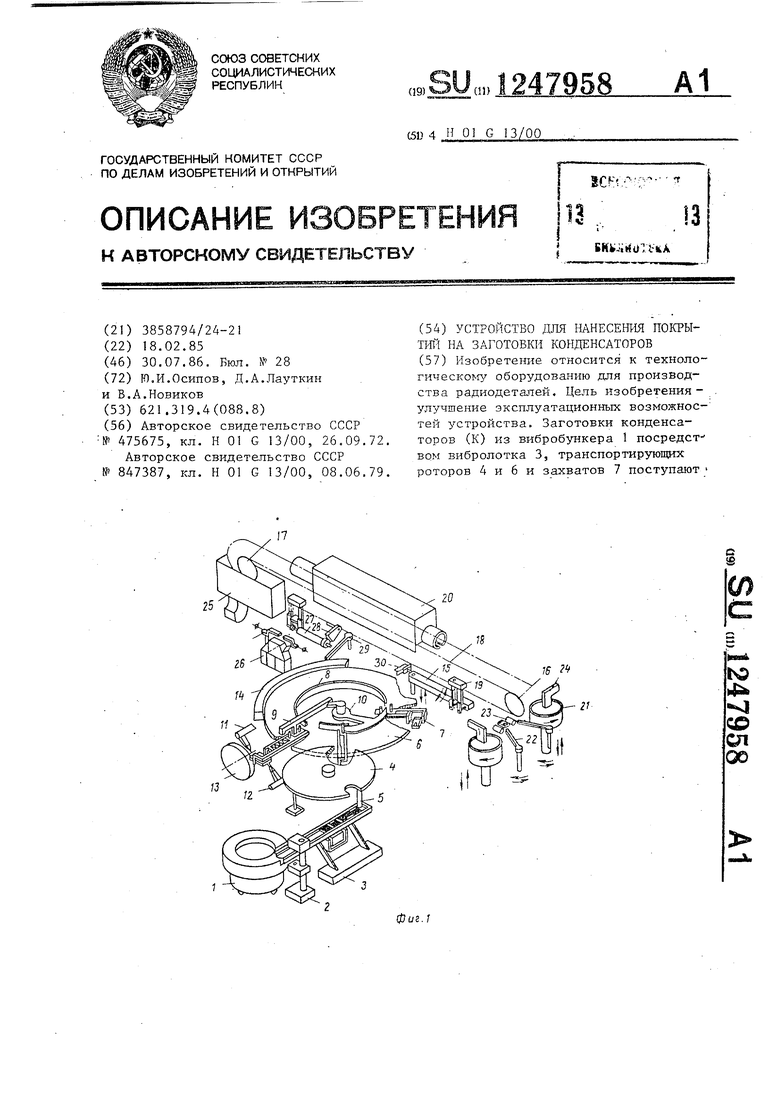
| Устройство для нанесения покрытия на заготовки плоских конденсаторов | 1972 |
|
SU475675A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
