f
Изобретение относится к области машиностроения, в частности к пневматическим захватным устройствам, и может быть использовано в координатных дыропробивных прессах с ЧПУ для захвата листовых заготовок.
Целью изобретения является упрощение конструкции и повьшение надежности работы устройства путем повышения жесткости конструк1 ии.
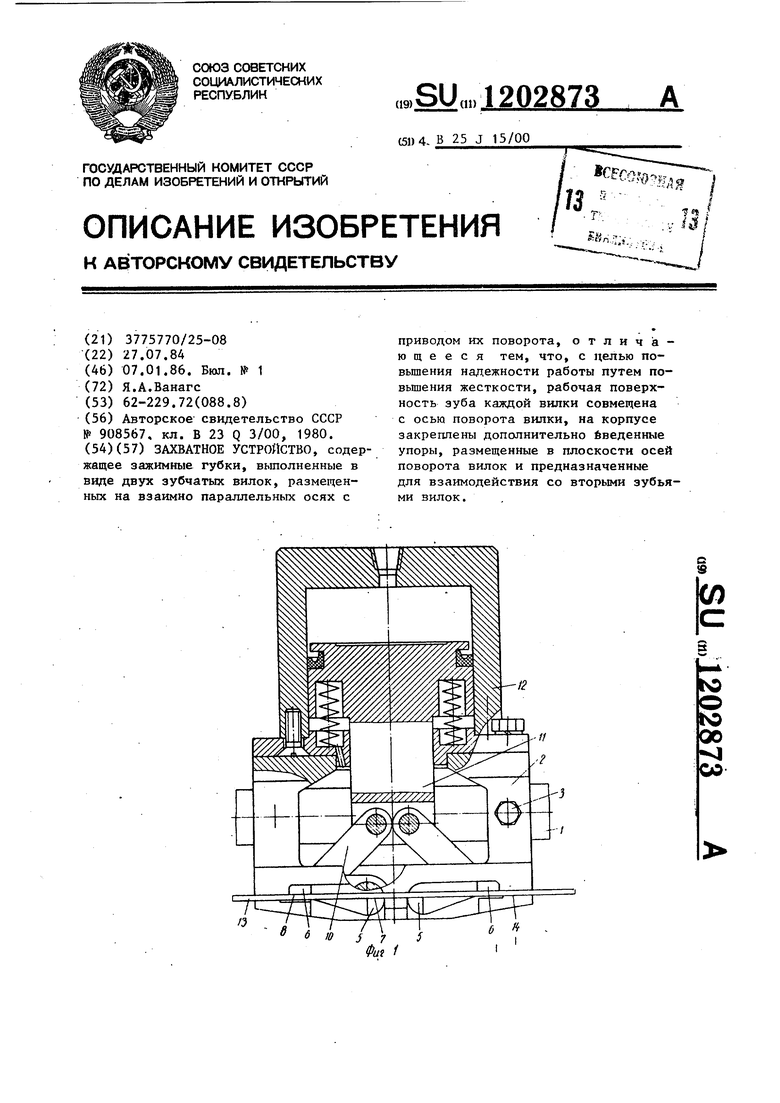
На фиг.1 показан захват;.на фиг,2 - взаимное расположение зажимных губок и детали, аксонометрия.
Захватное устройство для плоских деталей с-одерлсит стержень 1 механиз мя перемещения захватного устройства, на котором неподвижно установле корпус 2, закрепленньй пружинными вннтямн 3. На торцах параллельно расположенных поворотных осей 4, установленных в корпусе 2, неподвиж но закреплены зажимные губки 5 и 6, выполненные в виде двузубых вилок.
На обращенных друг к другу боковых сторонах зубцов каждой вилки заж 1мных губок 5 и 6 расположены, рабочие поверхности 7 и 8 удаленны друг от друга на расстоянии L , равном величине раскрытия зажимных губок 5 и 6.
На поворотных осях 4 неподвижно закрепленные рычаги 9, соединенные посредством шатунов 10 с подпружиненным, штоком 11 пневмоцилиндра 12,
202873. . 2
используемого для зажима плоских деталей 13.
Для ограничения перемещения губок 6 установлены неподвижно упоры 5 14 в одной плоскости с рабочими по- -верхностями 7 зажимных губок 5,
Устройство работает следуюгцим образом.
Стержень 1, закрепленный на ка- 10 ретке. стола координатного пресса, приводит в движение корпус 2 с губками 5 и 6. Подпружиненньй шток 11 удерживает губки 5 и 6 в открытом состоянии, т.е. они находятся в вер- J5 тикальном положении. После установки заготовки 13 в зону захвата срабатывает пневмоцилршдр 12 и шток 11 посредством шатунов 10 и рычагов 9 поворачивает оси 4 на 90 относи- 20 тельно друг друга в противоположные стороны. При этом зажимные губки 5 и 6 своими поверхностями 7 и 8 надежно прижимают заготовку 13 к упору 14. После окончания обработки 25 заготовки 13 оси 4 под воздействием подпружиненного штока 11 поворачиваются и зажимные губки освобождают .заготовку 13.
Использование предлагаемого 30 бретения по сравнению с известным позволит осуществлять транспортирование и обработку плоских деталей - в условиях повьштенных динамических
нагрузок за счет повьш1ения жесткос- - ти конструкции.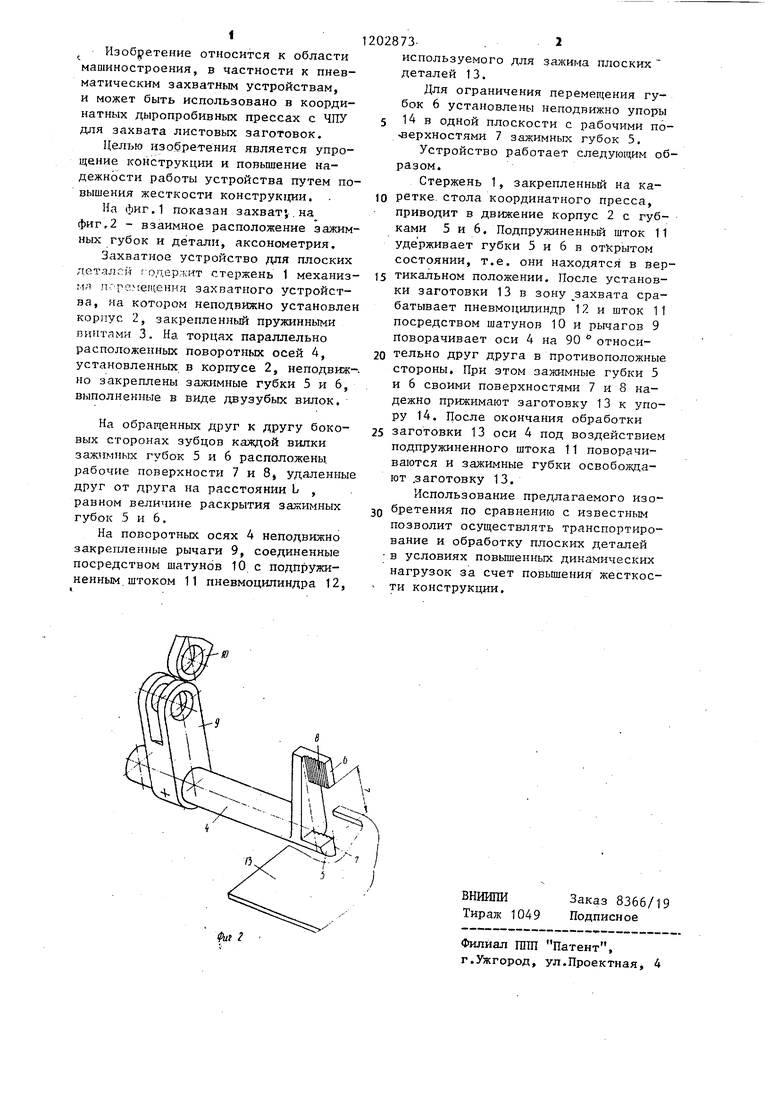
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ориентации, базирования и подачи листовой заготовки в рабочую зону пресса | 1991 |
|
SU1784376A1 |
| Устройство для обработки листового материала | 1988 |
|
SU1542674A1 |
| Приспособление к манипулятору для захвата и удаления полых деталей | 1977 |
|
SU682392A2 |
| Клещевая подача к горячештамповочному прессу | 1989 |
|
SU1690920A1 |
| УСТРОЙСТВО для ПОДАЧИ ШТУЧНЫХ ЗАГОТОВ( в ЗОНУ ОБРАБОТКИ | 1972 |
|
SU327958A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ЗАГОТОВОК В ПРЕСС | 1993 |
|
RU2063287C1 |
| Устройство к прессу для манипулирования обработанной деталью | 1980 |
|
SU990381A1 |
| Модуль для автоматизированной листовой штамповки | 1989 |
|
SU1708477A1 |
| Приспособление к манипулятору для захвата и удаления полых деталей | 1975 |
|
SU527286A1 |
| Захватное устройство | 1987 |
|
SU1445954A1 |
Фиг 2
ВНИШШ Тираж 1049
Заказ 8366/19 Подписное
Филиал mm Патент, г.Ужгород, ул.Проектная, 4
| Самоцентрирующий зажим | 1980 |
|
SU908567A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
