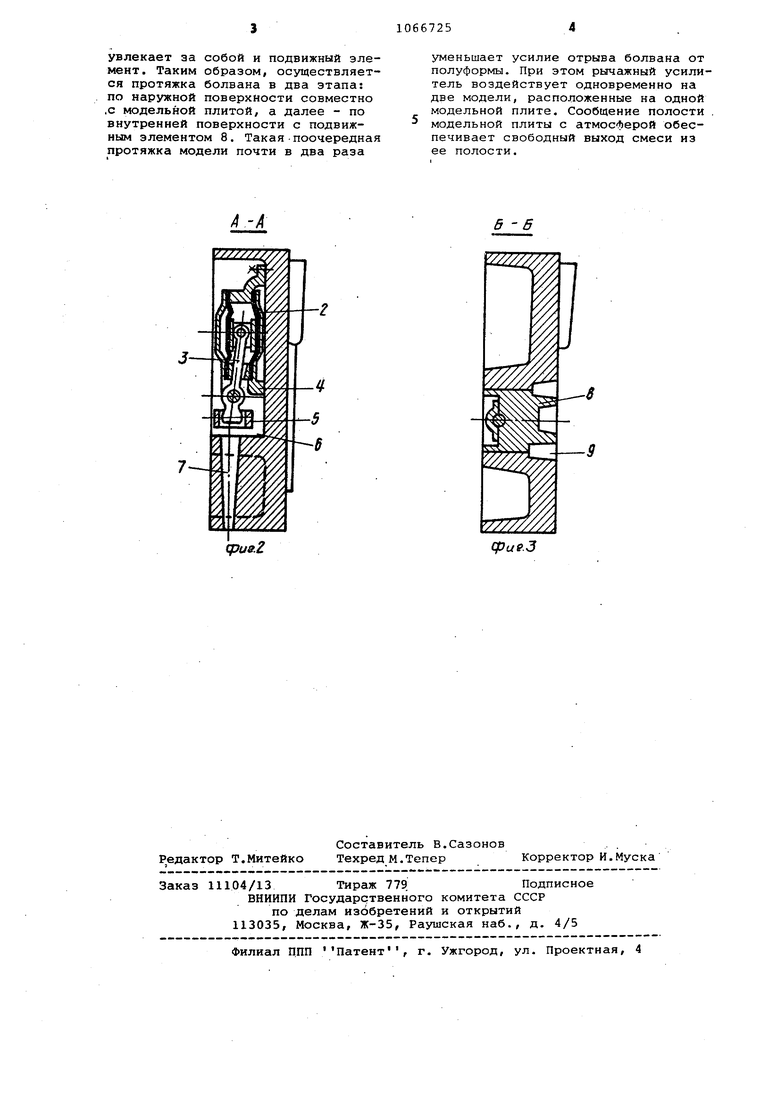
Изобретение относится к литейному производству, в частности к изготовлейию безопочных форм со сборкой в горизонтальную стопку на автоматических, линиях, В целях снижения трудоемкости по чения отливок сухие стержни, используемые для выполнения в полуформах высоких выступов, по возможности заменяют сырыми болванами Если поперечный болвана, мень ше его высоты, то возникают затруднения при протяжке модели из-за час той поломки бслвана. В литейном производстве известно много различных устройств, спосо ствующих получению высоких болванов без поломки при протяжке модели о В большинстве своем эти устройства представляют собой подвижные элементы, включающие часть рабочей поверхности модели, приводимые в действие раздельно в каждой модели от самостоятельного привода. Известно устройство,представляющее собой пружинг-ций вкладыш в виде мембраны из пластика или металла, который встраиваютв днище полости модели. Под- действием усилия уплотнения формовочной смеси пружинящий вкладыш сжимается, а при съеме полуформы отдает аккумулированную iэнергию, поддерживая болван во вре мя его отделения от поверхности мо дели fljf . Известен съем форм с большими вы ступами с модели при помощи сжатого воздуха и вибрации 2. Наиболее близкой к предлагаемой по технической сущности и достигавмому эффекту является устройство для изготовления полуформ с высокими болванами, содержащее модельную плиту, в полости которой расположен приводной подвижный элемент для поддержания болванов,. модель с глубокими полостями. Плунжер пневмоцилиндра упирается в упругий элемент,сжимающийся при уплотнении смеси. При снятии нагрузки прессова ния плунжер под действием сжатого упругого элемента давит на торец болвана формы и стремится вытолкнут его, чем предохраняет его от разкрушения. Если же болван обрушился, то используется сжатый воздух, который выталкивает плунжером остатки формовочной смеси fSJ, Недостатком известных устройств является то, что такой сложный для модельной оснастки механизм обзтуживает только одну полость модели и должен быть повторен столько раз, сколько моделей (или полостей моделей) установлено на модельной плите. Кроме того, модельная оснаст ка согласно прототипу не надежна. Частицы формовочной смеси проникают через зазор между плунжером и моделью в полость пневмоцилиндра и, не имея выхода, осаждаются в ней. В ре зультате заполнения пневмоцилиндра формовочной смесью работа модельной оснастки через некоторое время прекращается. Цель изобретения - повышение надежности модели, расположенной на одной плите. Поставленная цель достигается тем, что в устройстве для изготовления полуформ с высокими болванами,содержащем модельную плиту, в полости которой расположен приводной подвижный элемент для поддержания болванов модель с глубокими полостями , размещен связанный с приводом подвижного элемента рычажный усилитель, расположенный в полости модельной плиты, сообщенной с атмосферой. На показано предлагаемое устройство, вид со стороны прессового цилиндра; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг„1. Устройство состоит из подмодельной Плиты 1, пневматического диафрагменного привода 2 и рычажного усилителя, включающего рычаг 3, вращающийся на опоре 4, и вал 5. Рычажный усилитель помещен в полости б, сообщающейся с атмосферой каналом 7„ Болван в форме образован подвижным элементом 8 и полостью 9, Сжатый воздух к диафрагменному приводу подводится через трубопровод 10, выполненный в виде двух труб. Устройство работает следующим образом. Во время вдува смеси в формовочную камеру (не показана) подвижный элемент 8 находится в исходном положении заподлицо с ладом модельной плиты 1 (фиг. 2). jBo избежание смещения (утапливания) во время вдува и уплотнения формовочной смеси прессованием подвижный элемент 8 упирается своим торцом, прЪтивоположным рабочей поверхности, в ТЭНовую плиту (не показана). После уплотнения смеси в формовочной камере модельная плита 1 отходит от полученного отпечатка. Для уменьшения усилия, отрывающего болван от отпечатка, вследствие при- липания формовочной смеси к модели, подвижный элемент 8, являющийся частью поверхности, формируЕощей i6ojraaH в полости 9, некоторое время, в .течение которого модельная плита 1 отходит от поверхности отпечатка на 3-5 мм, удерживается р зчажным усилителем (рычагом 3 и валом 5) в контакте с отпечатком. Это достига,ется подачей сжатого воздуха в полрсть диафрагменного привода. При щальнейхдем отходе модельная плита
увлекает за собой и подвижный элемент. Таким образом, осуществляется протяжка болвана в два этапа: по наружной поверхности совместно ,с модельной плитой, а далее - по внутренней поверхности с подвижным элементом 8. Такая-поочередная протяжка модели почти в два раза
уменьшает усилие отрыва болвана от полуформы. При этом рычажный усилитель воздействует одновременно на две модели, расположенные на одной модельной плите. Сообщение полости модельной плиты с атмосферой обеспечивает свободный выход смеси из ее полости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для протяжки модели | 1979 |
|
SU827249A1 |
| Вытяжное устройство формовочной машины | 1981 |
|
SU1007826A1 |
| Способ изготовления литейных форм | 1980 |
|
SU910317A1 |
| Способ изготовления литейных форм прессованием | 1982 |
|
SU1161227A1 |
| Формовочный автомат для изготовления литейных полуформ | 1982 |
|
SU1066727A1 |
| Способ изготовления литейных форм | 1984 |
|
SU1217559A1 |
| Установка для изготовления парных безопочных форм | 1980 |
|
SU876266A1 |
| Устройство для формирования литниковой чаши в форме | 1989 |
|
SU1708495A1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ОТЛИВОК С АРМИРУЮЩИМИ ЭЛЕМЕНТАМИ И ОСНАСТКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2151667C1 |
| Формовочная машина | 1981 |
|
SU1030092A1 |
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛУФОРМ С ВЫСОКИМИ БОЛВАНАМИ, содержащее модельную плиту, в полости которой расположен приводной подвижный элемент для поддержания болванов, модель с глубокими полостями, отличающееся тем, что, с целью повышения надежности, оно снабжено связанным с приводом подвижного элемента рычажным усилителем, расположенным в полости модельной плиты, сообщенной с атмосферой , А срие.1
pus.Z
Срае.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
