Р1звестные механизмы ориентации одинаковых деталей, в частности болтов, подаваемых к автомату, имеют еще недостаточную производительность, а главное, не всегда надежны в части непрерывности питания автомата.
Механизм ориентации по настоящему изобретению обладает более высокой производительностью, по сравнению с широко применяемыми в мащиностроении подобными механизмами, к тому же он более надежен в части непрерывности питания автомата.
Указанные преимущества описываемого механизма ориентации, выполненного в виде вращающегося бункера-накопителя или спирального барабана, достигнуты тем, что барабан изготовлен в виде многозаходной пружины, сжимаемой с торца гайкой, с возможностью регулирования ею величины зазоров между нитками пружины, представляющих собой каналы для подачи изделий к автомату.
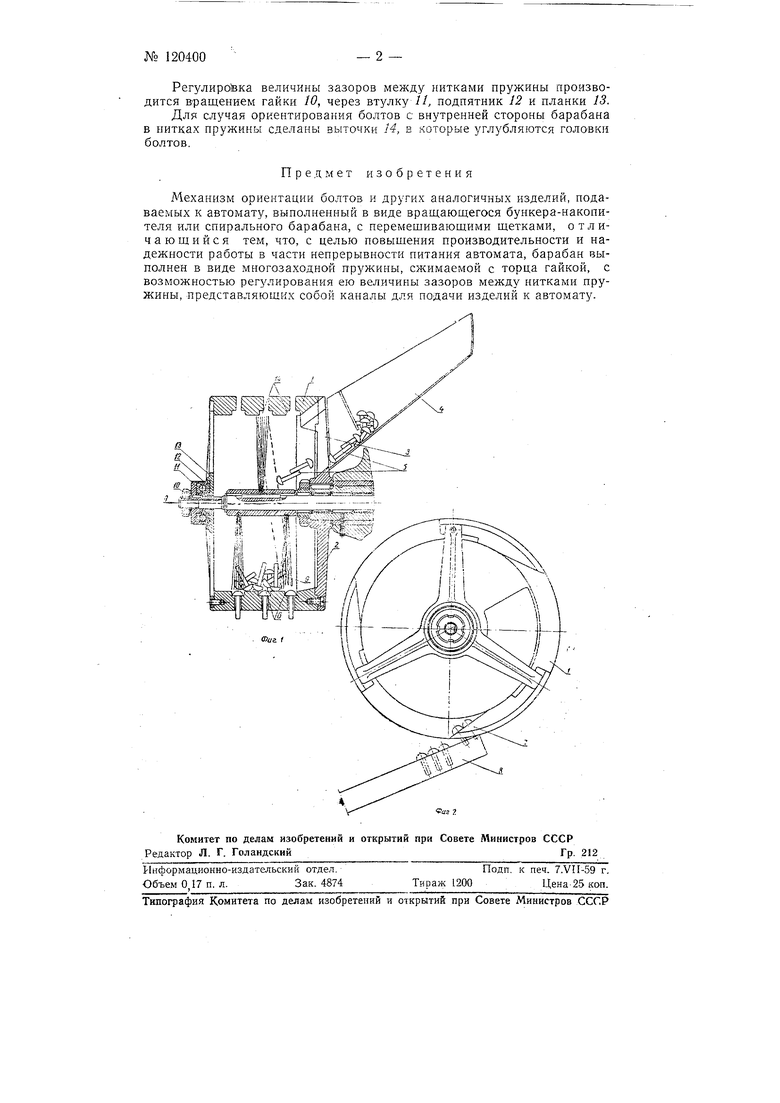
На фиг. 1 схематически показан в разрезе предлагаемый механизм, на фиг. 2 - вид механизма по стрелке А на фиг. 1.
Вращаемый от какого-либо привода барабан / выполнен в виде пружины прямоугольного сечения с тремя заходами. Барабан прикреплен к планщайбе 2, снабженной окном 3.
При вращении планщайбы с барабаном, окно, выполненное в планшайбе, будет проходить мимо бункера 4, при этом некоторое количество деталей 5 упадет в полость барабана. Часть .деталей, перемещиваясь благодаря вращению барабана, западет в зазоры 6 между нитками и будет транспортироваться к торцу барабана, откуда транспортируемые детали, соскальзывая с каждого конца нитки 7, перетекут в лоток 8.
Так как некоторая часть неориентированных деталей может произвольно транспортироваться к торцу барабана, применена металлическая перемешивающая щетка 9, которая, вращаясь, отбрасывает неориентированные детали внутрь барабана и одновременно разбрасывает их по всей криволинейной зоне.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для заточки сверл | 1955 |
|
SU117642A1 |
| Автомат для гидроабразивной обработки сверл с последующей промывкой и сушкой | 1957 |
|
SU117295A1 |
| Автомат для выпрямления иголок швейных машин | 1951 |
|
SU99307A1 |
| Автомат для контроля прямолинейности оси цилиндрических деталей, например, швейных игл | 1951 |
|
SU99306A1 |
| СТАНОК-АВТОМАТ ДЛЯ НАКАТЫВАНИЯ РЕЗЬБЫ | 1968 |
|
SU212729A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ЗАГРУЗКИ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ В ЦЕПНОЙ ТРАНСПОРТЕР | 2023 |
|
RU2805975C1 |
| СТАНОК-АВТОМАТ ДЛЯ НАКАТЫВАНИЯ РЕЗЬБЫ | 1966 |
|
SU180941A1 |
| Загрузочный ротор | 1991 |
|
SU1816639A1 |
| Установка для очистки деталей | 1980 |
|
SU995906A1 |
| Устройство для ориентирования деталей с профилированным торцом | 1982 |
|
SU1046067A1 |
