Известен станок-автомат для накатывания резьбы. Станок содержит инструмент в виде ненодвижного накятного кольца и эксцентрично расноложепного внутри него вращающегося накатного ролика, а также снабжен загрузочным бункером, лотком и шнековым нитателем с вертикальной осью вращения.
В нредложенном станке шнековый питатель расноложен на станке так, что его ось вращения направлена но горизонтали под прямым углом к оси вращения накатного ролика и образующая наружного цилиндра щнека является касательной к наружному цилиндру накатного ролика,-а в заборном витке щнека через 180° от начала этого витка сделано углубление, нлоское дпо которого параллельно торцу щнека и расположено от торца на расстоянии, равном ширине винтовой канавки, и последний виток щнекового питателя для увеличения времени действия усилия, заталкивающего заготовку в зону обработки, выполнен пружинным.
Такое вынолнение станка позволяет увеличить его производительность путем повышення скорости и улучшения качества подачи заготовок в зону обработки.
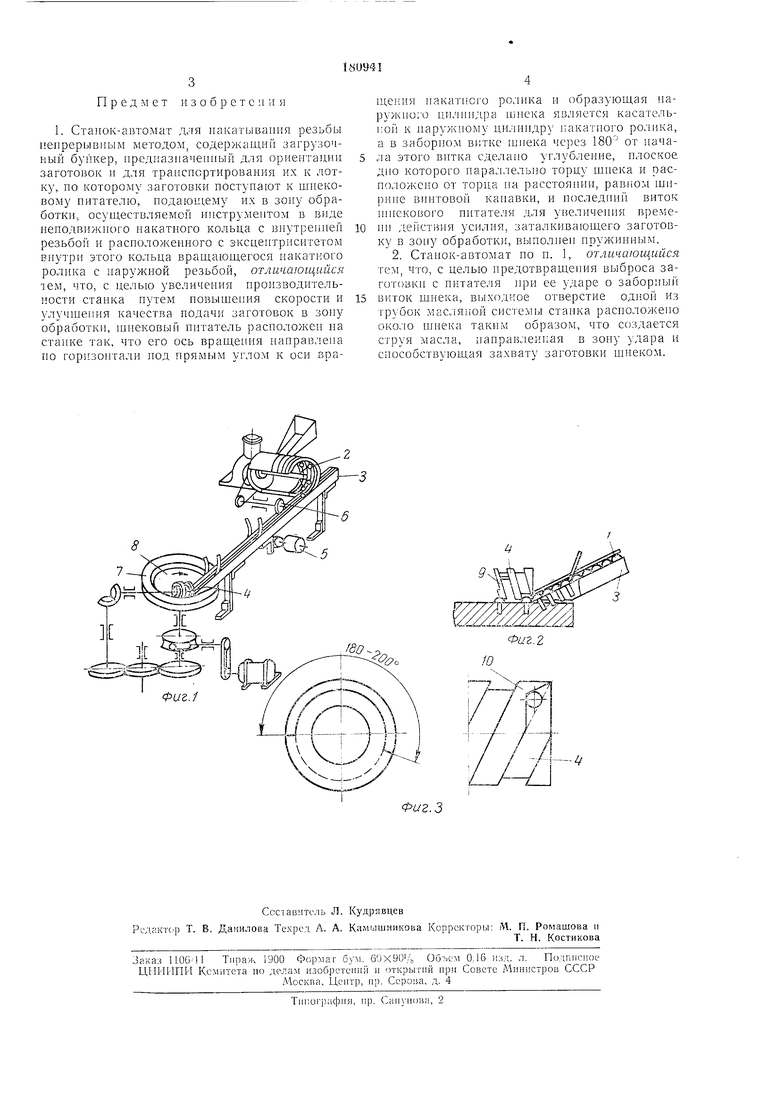
щнека такнм ооразом, что создается струя масла, направленная в зону удара и снособствующая захвату заготовки щнеком.
Па фиг. 1 показана принципиальная схема
CTaiiKa; на фиг. 2 - часть лотка и щпек; на фиг. 3 - заборный виток щнека в двух проекциях.
Заготовки 1 засыпают в бункерно-ориентирующее устройство 2, с которого но лотку 3
они поступают к щнеку 4. Для ускорения движения заготовок по лотку последний нриводится в колебательное движение от электродвигателя 5 и на двилсущиеся детали в виде струй иодается масло (или воздух). Пеориентированные детали удаляются с лотка отсекателем 6.
Шнеком заготовки заталкиваются в щель неподвил ным накатным кольцом 7 и вращающимся роликом 8, которые служат в
качестве инструмента и на рабочих поверхностях которых имеется резьба. Для увеличения времени действия усилия, заталкивающего заготовку в зону обработки, последний виток 9 тннека 4 (фиг. 2) выполцеп прул ннным.
25
В заборном витке 10 (фиг. 3) через 180° от его начала сделано углубление, нлоское дно которого параллельно торцу щнека и расиоложено от торца на расстоянии, равном щирине винтовой канавки.
Предмет изобретен и я
1. Станок-автомат для накатывания резьбы непрерывным методом, содержащий загрузочный бункер, нредназначенный для орнентанин заготовок и для траиснортирования их к лотку, но которому заготовки поетуиают к итнековому нитателю, подаю1дему их в зону обработки, осуществляемой инструментом в виде неиодвижиого накатного кольца с виутренней резьбой и расноложенного с эксце ггриситетом внутри этого кольца вращающегося накатного ролика с наружной резьбой, отличающийся тем, что, с целью увеличения цроизводительности станка путем повышения скорости и улучшения качества подачи заготовок в зону обработки, шнековый питатель расположен па станке так, что его ось вращения направлена по горизонтали иод прямым углом к оси вращения накатного ролика и ооразующая наружного н,илнн;1ра ншека является касательной к наружному цилиндру накатного ролика, а в заборном витке шнека через 180 от начала этого внтка сделано углубление, плоское дно которого иараллельно торцу гпнека и расположено от торца на расстоянии, равном ширине винтовой каиавки, и пскледний виток ишекового питателя для увеличения времепп действия усилия, заталкивающего заготовку в зону обработки, выполиеп пружинным.
2. Станок-автомат по п. 1, отличающийся тем, что, с целью предотвращения выброса заготовкн с нитателя нрп ее ударе о заборный
виток шнека, выходное отверстие одной из трубок масляной системы станка расположено около П1нека таким образом, что создается струя масла, нанравлеиная в зону удара и снособствующая захвату заготовки шнеком.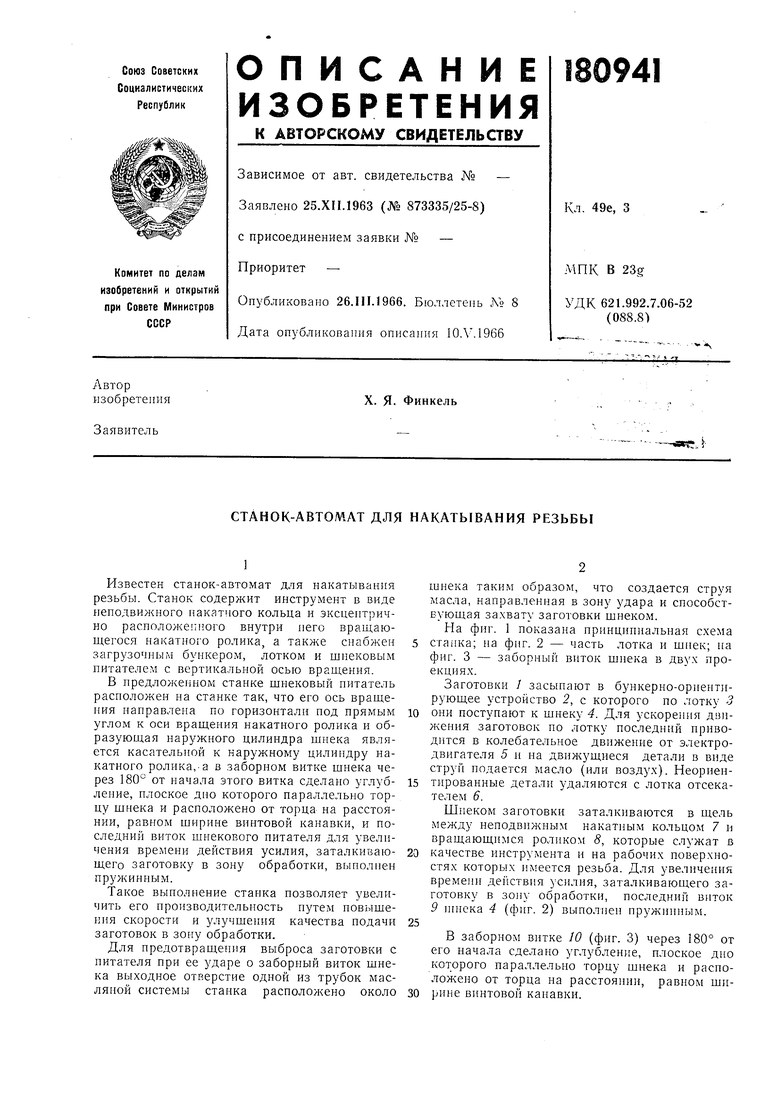
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбонакатной автомат | 1981 |
|
SU963651A1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ | 2010 |
|
RU2443491C1 |
| РОЛИКИ ДЛЯ НАКАТЫВАНИЯ НАРУЖНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ | 2010 |
|
RU2443492C1 |
| Станок-автомат для накатывания резьбы | 1976 |
|
SU738733A1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНОЙ РЕЗЬБЫ | 2010 |
|
RU2449850C2 |
| РОЛИК ДЛЯ НАКАТЫВАНИЯ НАРУЖНОЙ РЕЗЬБЫ НА ЗАГОТОВКЕ | 2010 |
|
RU2447965C2 |
| Автоматический резьбонакатной станок для непрерывного бесцентрового накатывания цилиндрических заготовок | 1959 |
|
SU121434A1 |
| Способ изготовления конической резьбы на полых изделиях накатыванием и резьбонакатная головка для его осуществления | 1974 |
|
SU766719A1 |
| Способ накатывания наружней резьбы на тонкостенных заготовках и устройство для его осуществления | 1990 |
|
SU1779457A1 |
| Двухроликовый резьбонакатнойАВТОМАТ | 1979 |
|
SU841741A1 |
Фиг.2
Фиг. 3
