1
Изобретение относится к абразивной обработке (полированию, снятию заусенцев, округлению кромок, зачистке и т. п.) внутренних, преимущественно конических и цилиндрических, деталей типа дисков роторов газотурбинных двигателей (ГТД).
Известен способ обработки в псевдоожиженном («кипящем) абразиве, по которому обрабатываемой детали сообщают вращения вокруг двух осей, пересекающихся в центре ее массы, причем одну из осей совмещают с геометрической осью детали и сообщают ей вокруг этой оси вращение со скоростью обработки 1.
Известный способ не позволяет обрабатывать внутренние конические, цилиндрические и другие осесимметричные поверхности (полости), например внутренние поверхности конических дисков роторов газотурбинных двигателей.
Цель изобретения .- расщирение его технологических возможностей при обработке внутренних поверхностей деталей.
Цель достигается тем, что по предлагаемому способу деталь устанавливают относительно оси, вокруг которой ее вращают со скоростью обработки так, чтобы ее нижняя образующая внутренней обрабатываемой поверхности образовала с этой осью острый угол, верщина которого расположена со стороны, противоположной выходу обрабатываемой полости наружу детали, а величина угла превышала arctg коэффициента трения абразива по обрабатываемому г атериалу, при этом угловую скорость вращения детали вокруг ее геометрической оси принимают в 10-lOO раз меньше угловой скорости обработки.
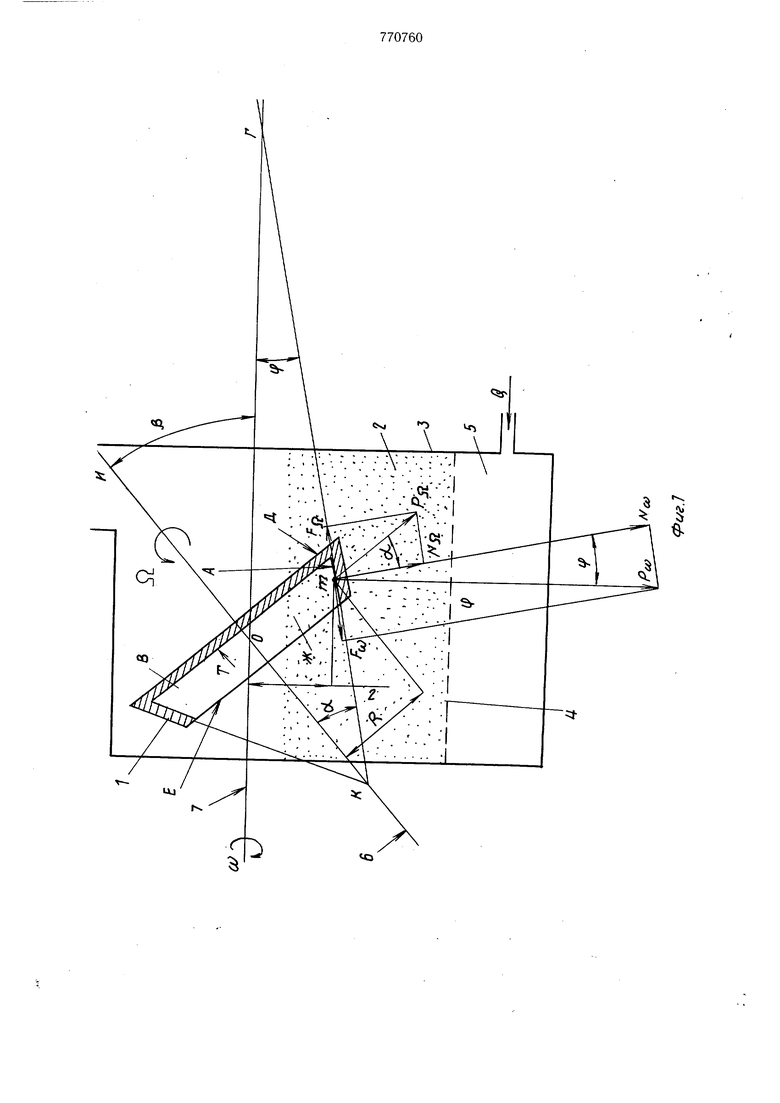
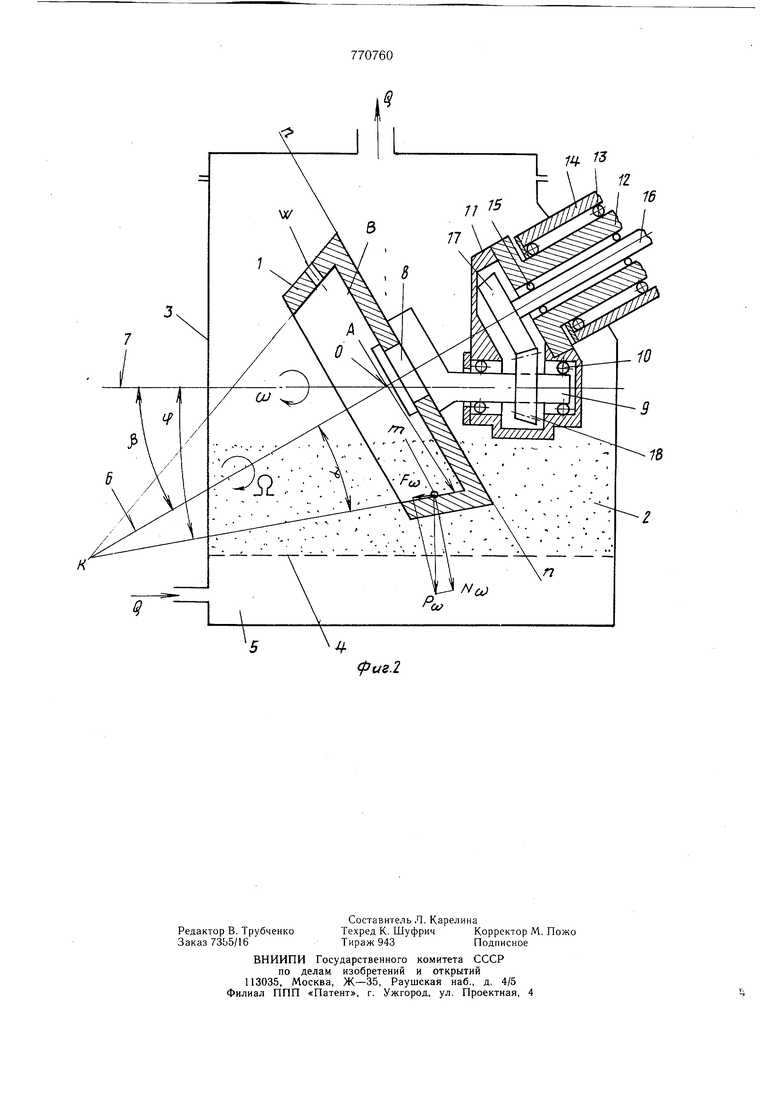
На фиг. 1 показан пример обработки де{0 талей в псевдоожиженном абразиве, оси расположены в вертикальной плоскости: на фиг. 2 - устройство, реализующее предлагаемый способ.
Внутреннюю коническую поверхность А детали 1 обрабатывают в «кипящем слое
15 абразива 2, насыпанном в камере 3 на газораспределительную рещетку 4, под которую через камеру 5 подают поток Q сжатого воздуха, приводящего абразив при прохождении через него в псевдоожиженное состояние.
Детали сообщают вращения с угловой скоростью S2 вокруг ее геометрической оси бис угловой скоростью ш вокруг оси 7, пересекающейся под углом JS с осью 6 в центре массы детали б.
В противотипе угловое вращение S2 детали 1 со скоростью обработки осуществляют вокруг ее геометрической оси 6. Так как линейная скорость (скорость обработки) абразивной обработки должна быть высокой (порядка 20-35 м/с), то при вращении вокруг геометрической оси 6 внутренней конической поверхности А детали абразивные зерна ш центробежной силой Р52 поджимаются к поверхности А и скапливаются в углах В сопряжения конуса со стенкой Т. Поверхность А при этом не обрабатывается, так как абразивные зерна относительно нее не движутся.
Деталь 1 вращают со скоростью обработки (и относительно оси 7, т. е. деталь устанавливают относительно оси 7, вокруг которой ее вращают со скоростью обработки со так, чтобы нижняя образующая А внутренней обрабатываемой поверхности была расположена наклонно к оси 7, причем угол наклона ф принимают больще угла трения абразива по обрабатываемому материалу, т. е. больще aretg коэффициента трения, а вершину Г этого угла наклона ф располагают со стороны Д, противоположной выходу Е обрабатываемой полости Ж наружу детали. При этом угловую скорость 51 вращения детали 1 вокруг ее геометрической оси 6 принимают в 10-100 раз меньше угловой скорости обработки «).
Способ может быть реализован устройством, в котором обрабатываемая деталь 1 крепится на цапфе 8 вала 9, имеющем возможность вращаться в подщипниковых опорах 10 щпиндельной головки 11, щпиндель 12 которой вращается в подщипниковой опоре 13 корпуса 14, закрепленного на камере 3. Внутри щпинделя 12 соосно с ним расположен на подшипниковых опорах 15 трансмиссионный вал 16, иа котором закреплена коническая шестерня 17, взаимодействующая с конической шестерней 18, закрепленной на валу 9.
При работе устройства шпиндель 12 от специального привода (не изображен) медленно вращается вокруг геометрической оси 6 с угловой скоростью Л , при этом вместе с ним вокруг своей геометрической оси медленно вращается деталь 1, в результате чего в зону обработки (в «кипящий абразив) постепенно подаются все образующие А ее внутренней конической поверхности. Трансмиссионный вал 16 от другого привода вращается быстро и через коническую передачу сообщает вращение детали со скоростью ш обработки вокруг оси 6. Деталь расположена так, что ее обрабатываемые образующие А образуют угол фс осью 7.
Под действием центробежной силы P(j) абразивные зерна т, попадая на образующую Л, составляющей силой FQ смещаются в сторону выхода наружной полости детали, т. е. влево, при этом происходит обработка детали. В углу Е под действием центробежной силы абразивные зерна поджимаются к поверхности детали, оставаясь неподвижными, или выскакивают через отверстие VI/ . обрабатывая его заусенцы, кромки и т. п. При повороте детали на 180° зерна, скапливающиеся в углу S, выбрасываются в камеру устройства.
Способ рекомендуется для обработки относительно небольщих деталей диаметром до 600 мм.
Формула изобретения
Способ обработки деталей в псевдоожиженном абразиве, по которому детали сообщают вращения вокруг двух осей, пересекающихся в центре ее массы, причем одну из осей совмещают с геометрической осью детали, а одно из вращений осуществляют со скоростью обработки, отличающийся тем, что, с целью расширения технологических возможностей при обработке внутренних конических и цилиндрических поверхностей, деталь устанавливают относительно оси, вокруг которой ее вращают со скоростью обработки так, чтобы ее нижняя образующая внутренней обрабатываемой поверхности образовала с этой осью острый угол, верщина которого расположена со стороны, противоположной выходу обрабатываемой полости вне детали, а величина угла превышала arctg коэффициента трения абразива по обрабатываемому материалу, при этом угловую скорость вращения детали вокруг ее геометрической оси принимают в 10-100 раз меньще угловой скорости обработки.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке 2618334/25-08, кл. В ,24 В 31/00, 1978. /
(ftas.2 7
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки деталей в свободном абразиве | 1980 |
|
SU1204362A1 |
| Устройство для абразивной обработки деталей | 1979 |
|
SU874315A2 |
| Способ обработки деталей в свободном абразиве | 1981 |
|
SU1212766A1 |
| Устройство для абразивной обработкидЕТАлЕй | 1978 |
|
SU795902A1 |
| Установка для обработки деталей в псевдоожиженном абразиве | 1980 |
|
SU1212765A1 |
| Способ обработки деталей в псевдоожиженном слое абразива | 1979 |
|
SU903087A1 |
| Устройство для абразивной обработкидЕТАлЕй B пСЕВдООжижЕННОй СРЕдЕ | 1979 |
|
SU837799A1 |
| Способ обработки деталей в псевдоо-жижЕННОМ АбРАзиВЕ | 1979 |
|
SU846243A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU768611A1 |
| Способ обработки деталей в псевдоожиженномАбРАзиВЕ и уСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU810456A1 |