(54) УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ
1
Изобретение относится к обработке в псевдоожиженном абразиве (например полированию, снятию заусенцев, скруглению кромок, зачистке и т. п.) преимущественно крупногабаритных дисков, содержащих сложно-фасонные элементы, например, роторов газотурбинных двигателей.
По основному авт. св. № 795902 известно устройство для абразивной обработки деталей, содержащее щпиндель, корпус которого установлен снаружи камеры с кипйщим абразивом, а внутри щпинделя соосно с ним на подщипниках установлен трансмиссионный вал, кинематически связанный через дифференциальную коническую передачу с валом изделия, расположенным в шпинделе и снабженным посадочной цапфой, расположенной на геометрической оси щпинделя 1.
Недостатком известного устройства является то, что в процессе вращения щпинделя изменяется угол установки обрабатуваемой детали в плоскости газораспределительной рещетки и за счет этого изменяется глубина погружения детали в активную зону кипящего абразива. Это снижает качество и производительность обработки, которая имеет максимум при определенной глубине погружения детали в кипящий абразив, равной 0,5-0,7 высоты кипящего слоя. При обработке крупногабаритных деталей (типа дисков больщого диаметра - порядка 800-1000 мм) и больщих величинах изменения угла их наклона к плоскости газораспределительной рещетки в процессе обработки глубина погружения детали в кипящий абразив может значиIQ тельно превзойти указанные пределы.
Цель изобретения - повыщение производительности и качества обработки крупногабаритных деталей.
Для достижения этой цели устройство снабжено станиной, в которой установлен
15 корпус щпинделя, выполненный в виде барабана, с возможностью вращения в одном направлении со щпинделем эксцентрично оси щпинделя, при этом величина эксцентриситета выбирается из условия
20е Н - Rsinet,
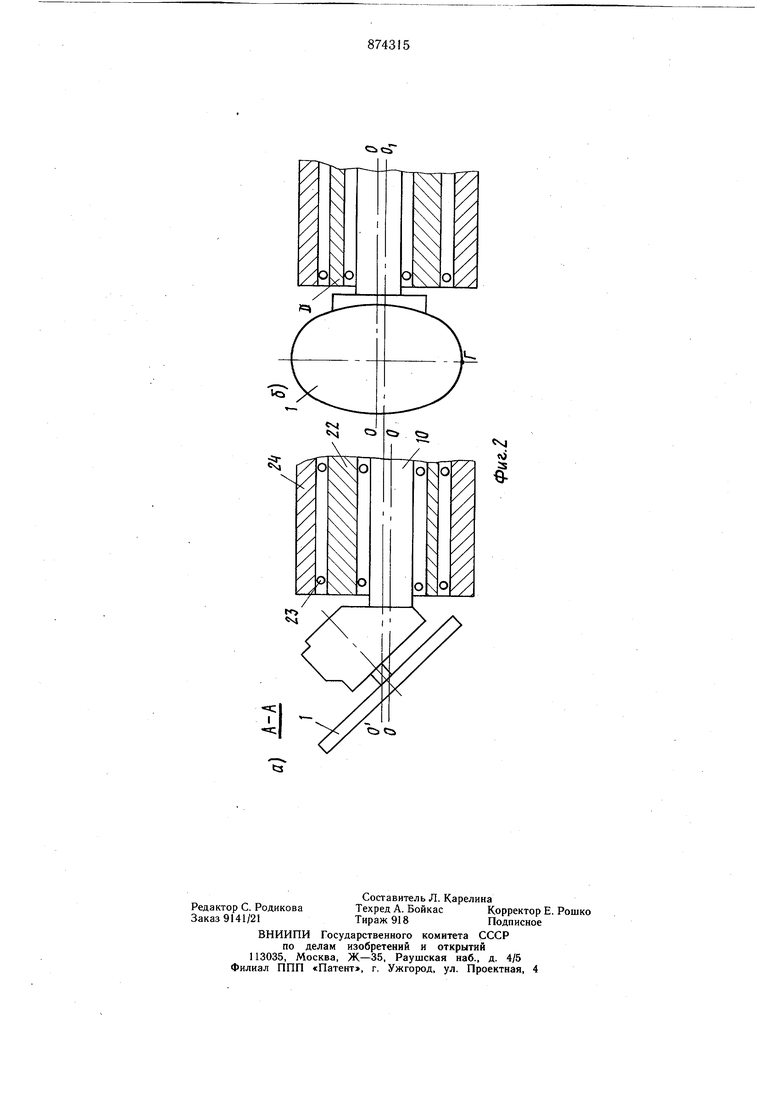
где е - величина эксцентриситета между осями щпинделя и барабана; Н- расстояние от оси вращения барабана до зоны активной обработки в псевдоожиженном абразиве; R - радиус обрабатываемой детали; Л - минимальный угол наклона плоскости вращения детали ,к плоскости газораспределительной рёщетки. При этом приводы вращения корпуса и щпииделя кинематически связаны между собой. На фиг. 1 изображено устройство в вертикальной плоскости, проходящей через оси щпинделя и барабана; на фиг. 2 (а и б) - промежуточные положения щпинделя и б.арабана в процессе их вращения. Обрабатываемая деталь 1 частично погружена в кипящий абразив 2, расположенный в камере 3 над ее газораспределительной рещеткой 4. Камера снабжена крыщкой 5 с воздухоотзодящим патрубком 6. При этом обрабатываемая деталь закреплена на цапфе вала 7, имеющего возможность вращаться с угловой скоростью обработки в подщипниковых опорах 8 щпиндельной головки 9, закрепленной на щпинделе 10, вращающемся с угловой скоростью cJ в подщипниковых опорах 11 от привода гибкой передачей со звездочками 12 и 13. Вал 7 расположен под острым углом к оси 0-0 вращения щпинделя. Внутри щпинделя соосно с ним на подщипниковых опорах 14 установлен трансмиссионный вал 15, кинематически связанный конической передачей 16 с валом 7. Привод трансмиссионного вала осуществлен гибкой передачей через звездочки 17 и 18, причем щкивы (или звездочки в случае применения цепной передачи) 13 и 18 закреплены на одном валу двигателя 19. Поток сжатого воздуха Q от пневмосети через патрубок 20 подведен к воздухоподающей камере Б и при работе устройства проходит через газораспределительную рещетку, взвещивая абразив в камере, и выходит через патрубок 6. В известном устройстве при повороте щпинделя 10 на 90° из положения 1, изображенного на фиг. 1, обрабатываемая деталь приходит в положение I (на чертеже изображено частично), а точка Г занимает положение Г . При этом глубина h погружения детали в кипящий слой абразива резко изменяется, от значения h до h. А так как обработка наиболее качественно и производительно в кипящем абразиве происходит на определенной глубине, то в результате изменения глубины погружения детали снижаются производительность и качество обработки. Отличительной особенностью предлагаемого устройства является то, что оно снабжено станиной, в которой установлен корпус щпинделя, выполненный в виде барабана 21, геометрическая ось 22 (Oi-Oz) которого эксцентрична оси 0-0 щпииделя 10. Барабан с помощью подщипниковых опор 23 установлен с возможностью вращения в станине 24. Привод барабана во вращение осуществлен закрепленной на нем звездочкой 25 и цепью 26, соединенной со звездочкой 27, установленной на валу двигателя 19, при этом диаметр звездочки 13 в два раза меньще диаметра звездочки 27, а диаметры звездочек 25 и 12 одинаковы, т. е. передаточное число привода вращения барабана в два раза больще передаточного числа привода вращения щпинделя. При работе устройства от привода через звездочки 18, 17, 15 и 16 деталь 1 вращается со скоростью обработки в плоскости п-п, расположенной под углом oL в плоскости m-m газораспределительной рёщетки 4. Одновременно от привода через звездочки 13 и 12 щпинДель 10 вращается в том же направлении вокруг той же оси 0-0, а барабан 21 - вокруг своей геометрической оси Oi-Oa. При повороте щпинделя 10 на 90° деталь переходит из положения 1 (фиг. 2 а) в положение 1 (фиг. 26). При этом ее нижняя точка Г переходит в более низкое положение Г (фиг. 1). Однако за это время барабан поворачивается на угол в два раза больщий, чем щпиндель, т. е. на 180°, занимая положение D (фиг. 2 б). При этом сь 0-0 щпинделя из положения под осью | -Oz (фиг. 2 а) переходит в положение ад осью 0|-Oi (фиг. 2 б), т. е. поднимается а величину 2 е, где е - эксцентриситет ежду осями, а точка Г поднимается до ровня своего первоначального положеия Г. Постоянство глубины погружения детали охраняется только при определенной велиине эксцентриситета е между осями 0-0 О, -О,. Величину эксцентриситета е определяют з следующего. Из фиг. 1 следует, что е Я -L,...,(1) де Н - расстояние от оси вращения 0| -Ui барабана до зоны активной обработки в кипящем абразиве, т. е. до линии ГХ; L - расстояние от оси 0-0 щпинделя в его нижнем положении до зоны активной обработки. Из треугольника (/ХГ следует, что L ОХ Rsinct,(2) де R ОГ - радиус обрабатываемой детали;ai - минимальный угол наклона плоскости п-п вращения детали к плоскости m-m газораспределительной рёщетки. Подставляя выражение п-п в формулу 1), получаем е Я -Rsinct. Таким образом, при синхронном вращеии щпинделя и барабана в одну и ту же
сторону с угловыми скоростями, отличающимися между собой в два раза, глубина погружения детали в кипящий слой абразива остается одной и той же, что и гарантирует высокую производительность и качество обработки.
Для сохранения постоянства натяжения цепей 26 и др. при вращении привода звездочки 17, 12 и 25 установлены на свои опоры с тем же эксцентриситетом (е Я - - R sinot) или же находятся во взаимодействии с цепями подвижные натяжные звездочки (на чертеже не показано).
Величина положительного эффекта от использования предлагаемого устройства повышается с увеличением диаметров обрабатываемых деталей.
Формула изобретения
1. Устройство для абразивной обработки деталей по авт. св. № 795902, отличающееся тем, что, с целью повышения производительности и качества обработки крупногабаритных деталей, устройство снабжено станиной, в которой установлен корпус шпинделя, вь1полненный в виде барабана, с возможностью вращения в одном направлении со шпинделем эксцентрично оси шпинделя, при этом величина эксцентриситета выбирается из условия
е Н - R sinot, где е - величина эксцентриситета между
осями щпинделя и барабана; Я- расстояние от оси вращения барабана до зоны активной обработки в псевдоожиженном абразиве; R - радиус обрабатываемой детали; ot - минимальный угол наклона плоскости вращения детали к плоскости газораспределительной решетки. 2. Устройство по п. 1, отличающееся тем, что приводы вращения корпуса и щпинделя кинематически связаны между собой.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 795902, кл. В 24 В 31/00, 1978.
h
Фиг.
«Xj
«о

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU770760A1 |
| Способ обработки деталей в псевдоожиженномАбРАзиВЕ и уСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU810456A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU859124A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1980 |
|
SU876386A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1978 |
|
SU779037A1 |
| Устройство для обработки деталей свободным абразивом | 1980 |
|
SU867616A1 |
| Способ обработки деталей свободным абразивом и устройство для его осуществления | 1979 |
|
SU861025A1 |
| Способ обработки деталей в свободном абразиве и устройство для его осуществления | 1980 |
|
SU867617A1 |
| Устройство для обработки деталей свободным абразивом | 1980 |
|
SU931405A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU768611A1 |