1
Изобретение относится к абразивной поверхностной обработке крупногабаритных кольцевых деталей, например дисков роторов ГТД, и может быть Использовано в машиностроительной § и другой промышленности.
Известны устройства для обработки деталей в псевдоожиженном абразиве, содержащие вертикальный шпиндель изделия, расположенный над поверх-10 ностью кипящего абразива, и воздухоотводящий патрубок I .
При обработке на таком устройстве крупногабаритных кольцевых деталей качественно и быстро обрабатывгиотся 15 только периферийные части детали, а центральные обра1батываются медлен о или неполностью, т.е. некачестйенно, так как они мешают движению воздуха, взвешивающего абразив, и последний 20 к ним практически не поступает, а следовательно , цвнтрашьная часть деталей не обрабатывается.
Цель предлагаемого изобретения - повышение производительности и ка- 25 чества обработки.
Цель достигается тем, что в предлагаемом устройстве шпиндель выполнен полым, а его полость соединена с воздухоотводящим патигбком. ЗО
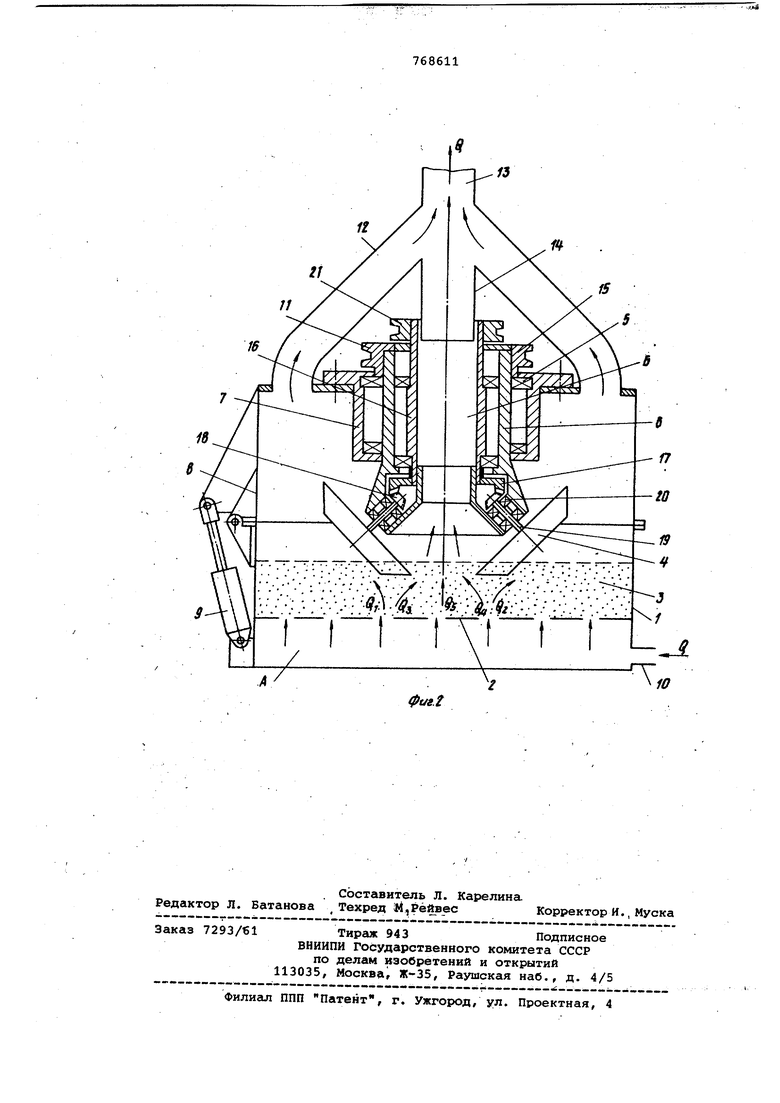
На фиг. 1 показано описываемое устройство, вертикальный разрез-} на фиг. 2 - вариант устройства, в котором обрабатываемые детали совершают планетарное движение.
Устройство содержит камеру 1, и которой на газораспределительную реiueTKy 2 насыпан абразив 3, в который полностью или частично погружена обрабатываемая деталь 4. Обрабатываемая деталь закреплена с помощью подшипниковых опор 5 на вертикально расположенном шпинделе 6, установленном с возможностью вращения в корпусе 7, закрепленном на крышке 8 камеры 1. Крьпшса открывается силовым механизмом 9, например силовым цилиндром. Под газораспределительной решеткой расположена воздухоподающая кгшера А, к которой от пневмосети через патрубок 10 подведен поток Q сжатого воздуха. Верхний конец шпинделя 6 снабжен шкивом 11, соединенным гибкой передачей с приводом вращения детгши (на чертеже не изображен);
Трубсцли 12 крышка 8 камеры соединена с воздухоотводящим патрубком 13.
Шпиндель изделия выполнен полым, а его полость Б трубой 14 соединена с воздухоотводящим патрубком 13. Меето соединения трубы 14 со шпинделем должно иметь уплотнение (на чертеже не изображено). , При работе устройства пОток Q воз духа от пневмосети проходит черкез га зораспределительную решетку 2 и абразив 3, приводя его во взвешенное (кипящее) состояние. Деталь 4, вращаясь вместе со шпинделем 6. в кипящем абразиве, обрабатывается им. В устройстве при обработке дета- лей воздух течет не только по направлениям 0. к Qjf омывающим пери(рийные участки Г детали/ .но и по направленишл Q, 0. к (i, т.е. через полость Б шпинделя. При этом сопротивление течению воздуха через центр газораспределительной решетки мало,Т.е. практически одинаково по всей ее площади, абразив нормально взвешивается над всей ее поверхность и.все поверхности детали, включая центральные, обрабатываются производительно и качественно. Вариант устройства с планетарной головкой предназначен для обработки деталей, не имеющих центральных отверстий. В этом случае внутри шпиНде ля соосно с ним на подшипниках 15 ус тановлен трансмиссионный вал 16, на котором закреплена коническая шестерня 17 внутреннего.зацепления, вза
fV
//
. i tt .
-. .::..«/.«.Луп.
S
а -1
л
v: имодействующая с коническими шестернями 18, закрепленными на валах 19, на которых крепят обрабатываемые детали 4. Подшипниковые опоры 20 валов 19 размещены в шпинделе б. Внутренний шпиндель (вал) 16 снабжен независимым приводом 21 вращения.. При работе такого устройства детали 4 от приводов вращения совершают планетарные движения, т.е. вращения вокруг вертикальной оси .и вокруг валов 19. Потоки (1д, Q4 и (J воздуха не экранируются планетарной головкой, а через ее полость Б проходят к воздухоотводящему патрубку 13. Формула изобретения Устройство для обработки деталей в псевдоожиженном абразиве, содержащее вертикальный шпиндель изделия и воздухоотводящий патрубой, о т л и ч а юще е ся тем, что, с целью повышения производительности и качества обработки, шпиндель выполнен полым, а его.полость соединена с воздухЪотводящим патрубком. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство № 534344, кл. В 24 В 31/00, 1968.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки деталей в псевдоожиженном абразиве | 1980 |
|
SU1232458A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1978 |
|
SU779037A1 |
| Устройство для обработки деталейВ пСЕВдООжижЕННОМ АбРАзиВЕ | 1979 |
|
SU848315A1 |
| Устройство для абразивной обработки деталей | 1979 |
|
SU874315A2 |
| Устройство для абразивной обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU872216A1 |
| Способ обработки в псевдоожижен-НОй СРЕдЕ и уСТРОйСТВО для ЕгО ОСу-щЕСТВлЕНия | 1979 |
|
SU848314A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1981 |
|
SU1470492A2 |
| Способ обработки деталей в псевдоожиженном абразиве и устройство для его осуществления | 1979 |
|
SU861026A1 |
| Устройство для абразивной обработкидЕТАлЕй B пСЕВдООжижЕННОй СРЕдЕ | 1979 |
|
SU837799A1 |
| Способ обработки деталей свободным абразивом и устройство для его осуществления | 1979 |
|
SU861025A1 |