1205976
Изобретение относится к обработке еталлов давлением и может быть исользовано для раздачи шлицев во втулах в ремонтном производстве.
ра
шл ны за ко ра вт пе ли но ро ке не ме по вс из
Цель изобретения - повышение производительности путем обеспечения однопроходной обработки.
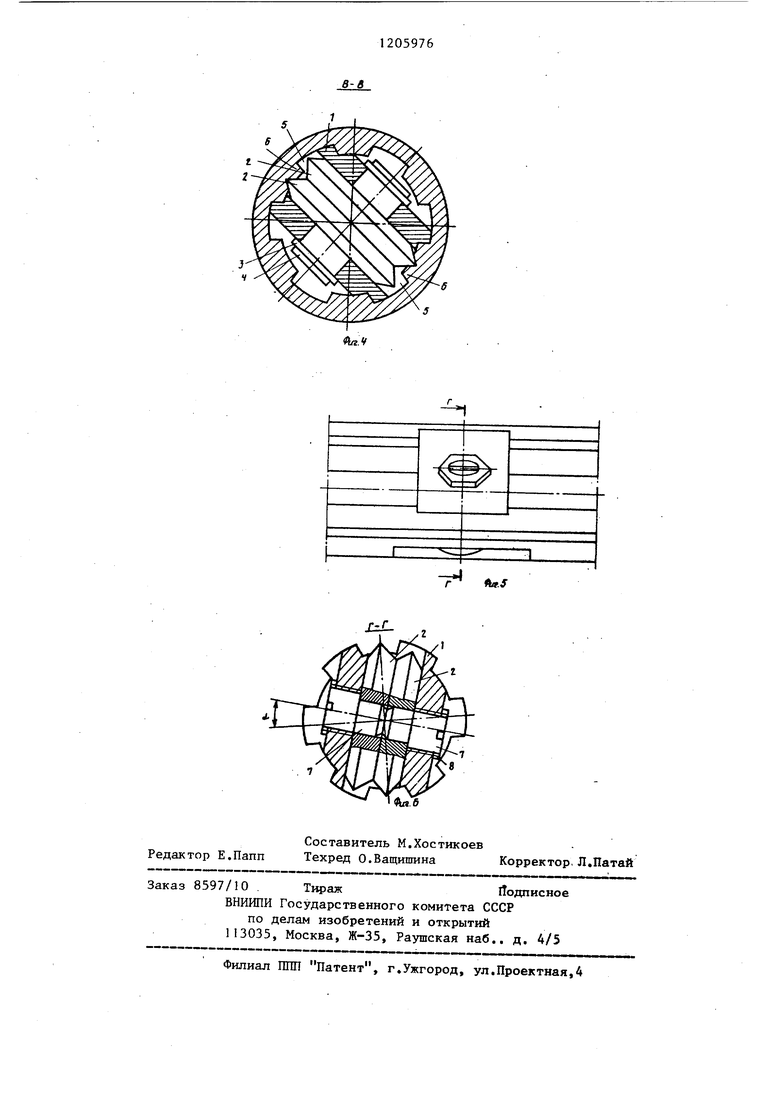
На фиг,1 показан инструмент для раздачи шлицев во втулках, общий вид; на фиг,2 - разрез А-А на фиг,1; на фиг,3 - разрез Б-Б на фиг,1; на фиг,4 - разрез В-В на фиг,1; на фиг.5 - накатьтаюш {е элементы инструмента с регулируемой глубиной деформации, на фиг.6 - разрез Г-Г на фиг.5.
Инструмент содержит корпус 1, выполненный в виде шлицевой направляющей, в котором располагаются накатные ролики 2, Стопорными кольцами 3. производится закрепление осей 4 в корпусе Расположенные на осях 4 накатные ролики (по два на каждой оси) образуют комплект. Количество осей и пар роликов равно половине числа шлицевых канавок 5 или.шлицев 6 в отверстии втулки. Для регулирования глубины деформации накатные ролики 2 могут располагаться в корпусе инструмента на эксцентриковых полуосях 7, фиксируемых контргайками 8,
s
Инструмент работает следующим образом.
При рабочем ходе инструмента через шлицевую втулку каждая пара накатных роликов 2, вращаясь на осях 4, закрепленных в корпусе 1 стопорными кольцами 3,производит раздачу диамет рально противоположных щлицев 6 втулки. При этом каждьй из роликов передает деформирующие воздействия лишь одной стороной, т,е, диаметрально противоположная сторона этого же ролика находится в шлицевой канавке 5 втулки и не взаимодействует с ней. Все ролики в комплекте инструмента работают одновременно, поэтому после одного прохода инструмента все шлицы раздаются на величину их износа.
Регулировка глубины деформирования производится поворотом эксцентриковых полуосей 7 и фиксацией их контргайкой 8,
Использование инструмента для раздачи шлицев во втулках по сравнению с известным позволяет осуществить восстановление одновременно всех шлицев в отверстии, в том числе во втулках малых диаметров, что повы- 0 шает производительность обработки и уменьшает расход запасных частей благодаря восстановлению изношенных деталей,
0
5
.3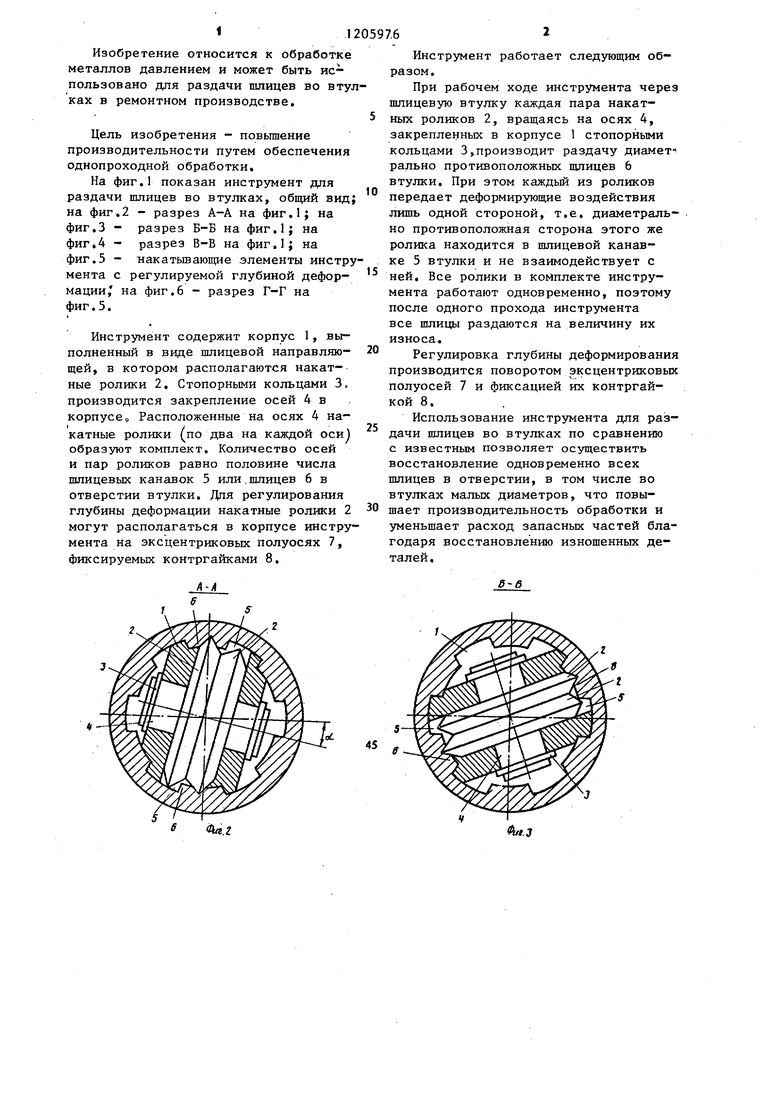
| название | год | авторы | номер документа |
|---|---|---|---|
| РУЧНОЕ УСТРОЙСТВО ДЛЯ МАРКИРОВКИ ИЗДЕЛИЙ | 1996 |
|
RU2116149C1 |
| Способ восстановления шлицевой втулки | 2015 |
|
RU2608860C2 |
| СПОСОБ ПРОДОЛЬНОГО МНОГОПРОХОДНОГО ВОССТАНОВЛЕНИЯ ШЛИЦЕВЫХ И ЗУБЧАТЫХ ПРОФИЛЕЙ НА ВАЛАХ | 2011 |
|
RU2468880C1 |
| РУЧНОЕ УСТРОЙСТВО ДЛЯ МАРКИРОВКИ | 2000 |
|
RU2189289C2 |
| СПОСОБ НАКАТКИ ВНУТРЕННИХ ЗУБЧАТЫХ ПРОФИЛЕЙ | 1997 |
|
RU2108887C1 |
| Станок для холодного накатывания зубчатых профилей | 1989 |
|
SU1750825A1 |
| ИНСТРУМЕНТ ДЛЯ ОБКАТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1973 |
|
SU380383A1 |
| Устройство для обработки отверстий | 1985 |
|
SU1225770A1 |
| Способ спиралеобразной навивки ленты на трубу и устройство для его осуществления | 1976 |
|
SU631056A3 |
| Способ выполнения канавок пластическим деформированием на стенках деталей из ковких или пластичных материалов и устройство для его осуществления | 1986 |
|
SU1729282A3 |

ttf.S
Фиг. 6
Редактор Е.Папп
Составитель М.Хостикоев
Техред О.Ващишина Корректор, Л.Патай
Заказ 8597/10 ТиражЙодписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб.. д. 4/5
Филиал ППП Патент, г.Ужгород, ул.Проектная,4
