Изобретение относится к металлургии в области непрерьшного литья, в частности к горизонтальному литью полых слитков,
Цель изобретения - улучшение качества слитка и повьшение стабильности процесса литья.
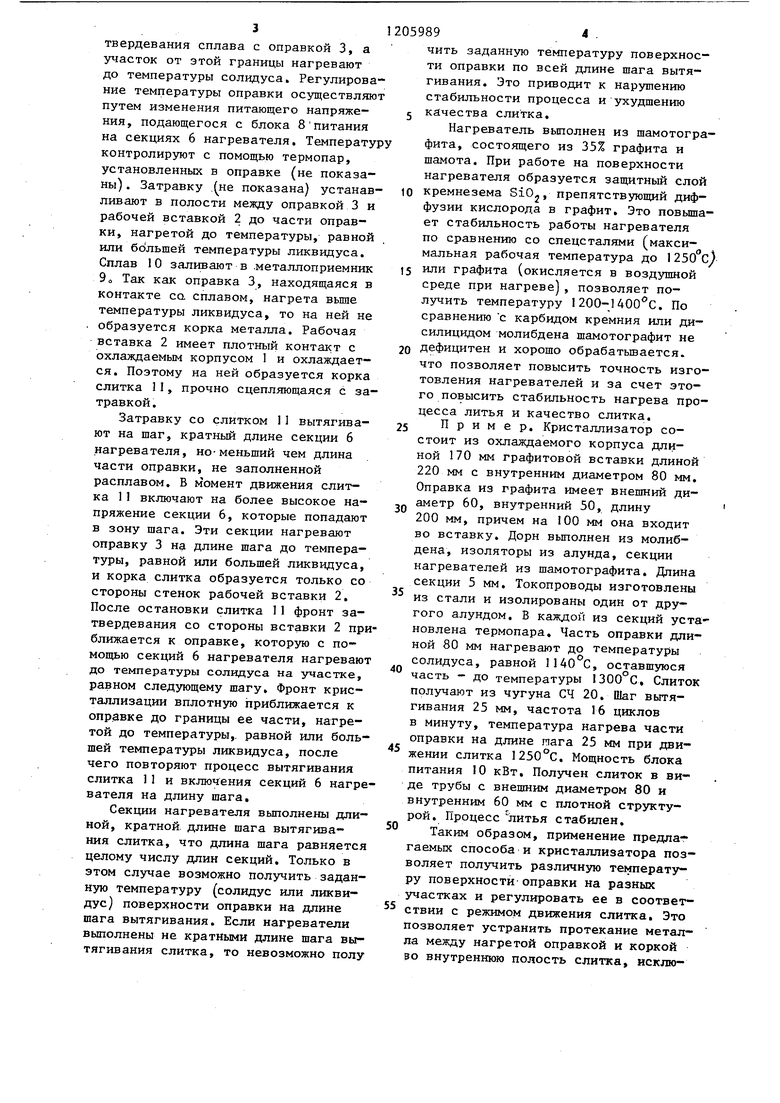
На фиг.} приведена схема предлагаемого способа; на фиг,2 - кристаллизатор для осуществления способа
Кристаллизатор содержит охлаж- . даемый корпус 1 рабочую вставку 2, оправку 3s дорн 4 электроизоляторы 5s секции 6 нагревателя, токопро- воды 7, блок 8 питания, металлопри- емник 9 о Показаны также расплав 10 и полый слиток 11.
Способ осуществляют следующим образом о
Между рабочей вставкой 2 и оправ кой 3 устанавливают затравку фиг.1а Оправку 3 нагревают на участках Е и Ej до температуры солидуса заливаемого сплава, а на участке Pj до температуры, равной или большей температуры ликвидуса Сплав заливают в кольцевую полость между вставкой 2 и оправкой 3 Так как температура поверхности оправкиj контактирующей со сплавом на участке f , рав йа или больше ликвидуса,, корка слитка I1 нарастает только со стороны вставки 2 до границы с участком fj оправки 3j нагретой до температуры солидуса. Слиток 11 вытягивают на длину, равную длине участка fj оправки 3, нагретой, ранее до температуры солидуса (фиГе 1 б) . При этом в момент начала движения участок нагревают до температуры, рав ной или большей ликвидуса. После остановки слитка 1 (фиг. 1в) температуру участка Е оправки 3 уменьшают до температуры солидуса. Со стороны вставки 2 вновь нарастает корка слитка 11. Далее слиток вытягивают на следующий шаг и процесс повторяется.
Если з асток Ej оправки имеет температуру меньшую ликвидуса, то на ней намерзает металл, образуется второй фронт кристаллизации, увеличивается усилие вытягивания, в ре- зультате чего нарушается стабильность процесса литья и качество слитка.
Участок г оправки нагревают до температуры солидуса в момент оста
0
новки для того, чтобы корка слитка наросла до оправки и предотвратила, тем самым, протекание жидкой фазы между оп1 авкой и коркой в части FJ и нарушение формирования слитка. Если участок Е нагрет менее температуры солидуса в момент остановки слитка, то на оправке намерзает металл, образуется два фронта затвердевания, а качество слитка и стабильность процесса литья ухудшаются.
В момент движения слитка участок 2 разогревают до температуры, рав-
5 ной или большей температуры ликвидуса, для того, чтобы предотвратить образование корки на оправке, что повышает стабильность процесса и качество слитка.
0 Если температура з астка F при движении слитка меньше температуры ликвидуса, то качество слитка и стабильность процесса литья снижаются из-за образования на оправке кор5 ки и второго фронта затвердевания, а также из-за снижения жидкотекучес- ти и неполного заполнения сплавов полости между вставкой и оправкой.
Если участок F. нагрет ниже температуры солидуса, то увеличиваются усилия вытяжки слитка, вероятность его разрыва, что ухудшает качество слитка и снижает стабильность процесса литья. Если участок F нагрет выше температуры солидуса, то происходит протекание сплава внутрь трубы, нарушается стабильность процесса и ухудшается качество слитка.
Если циклический режим нагрева оправки не соответствует шаговому режиму вытягивания слитка, то нарушается формирование корки вследствие образования второго фронта затвердевания со стороны оправки или наличия
5 жидкой фазы сплава между коркой и оправкой. Это приводит к ухудшению качества слитка и стабильности про- цесса литья.
Кристаллизатор работает следующим
0 образом.
С блока 8 питания по токопрово- дам 7 подают напряжение к секциям 6 нагревателя, которые через электроизолятор 5 нагревают оправку 3,. до тем5 пературы,равной или большей температуры ликвидуса заливаемого сплава на участке от стенки металлоприемни- ка 9 до границы встречи фронта за0
5
твердевания сплава с оправкой 3, а участок от этой границы нагревают до температуры солидуса. Регулирование температуры оправки осуществляют путем изменения питающего напряжения, подающегося с блока 8 питания на секциях 6 нагревателя. Температур контролируют с помощью термопар, установленных в оправке (не показаны) . Затравку .не показана) устанавливают в полости между оправкой 3 и рабочей вставкой 2 до части оправки, нагретой до температуры, равной или большей температуры ликвидуса. Сплав 10 запивают в .металлоприемник 9о Так как оправка 3, находящаяся в контакте со. сплавом, нагрета выше температуры ликвидуса, то на ней не образуется корка металла. Рабочая вставка 2 имеет плотный контакт с охлаждаемым корпусом 1 и охлаждается. Поэтому на ней образуется корка слитка 1I, прочно сцепляющаяся с затравкой.
Затравку со слитком 11 вытягивают на шаг, кратный длине секции 6 нагревателя, но-меньший чем длина части оправки, не заполненной расплавом. В момент движения слитка 11 включают на более высокое напряжение секции 6, которые попадают в зону шага. Эти секции нагревают оправку 3 н длине шага до температуры, равной или большей ликвидуса, и корка слитка образуется только со стороны стенок рабочей вставки 2. После остановки слитка 11 фронт затвердевания со стороны вставки 2 приближается к оправке, которую с помощью секций 6 нагревателя нагревают до температуры солидуса на участке, равном следующему шагу. Фронт кристаллизации вплотную приближается к оправке до границы ее части, нагретой до температуры,, равной или большей температуры ликвидуса, после чего повторяют процесс вытягивания слитка 11 и включения секций 6 нагревателя на длину шага.
Секции нагревателя выполнены длиной, кратной длине шага вытягивания слитка, что длина шага равняется целому числу длин секций. Только в этом случае возможно получить заданную температуру (солидус или ликвидус) поверхности оправки на длине шага вытягивания. Если нагреватели выполнены не кратными длине шага вытягивания слитка, то невозможно полу
чить заданную температуру поверхности оправки по всей длине шага вытягивания. Это приводит к нарушению стабильности процесса и ухудшению качества слитка.
Нагреватель выполнен из шамотогра- фита, состоящего из 35% графита и шамота. При работе на поверхности нагревателя образуется защитный слой 0 кремнезема SiOj, препятствующий диффузии кислорода в графит. Это повышает стабильность работы нагревателя по сравнению со спецсталями (максиО Ч
мальная рабочая температура до 1250 С/
5 или графита (окисляется в воздушной среде при нагреве), позволяет получить температуру 1200- 400 С, По сравнению с карбидом кремния или ди- силицидом молибдена шамотографит не
0 дефицитен и хорошо обрабатьшается. что позволяет повысить точность изготовления нагревателей и за счет этого повысить стабильность нагрева процесса литья и качество слитка.
5 Пример, Кристаллизатор состоит из охлаждаемого корпуса длиной 170 мм графитовой вставки длиной 220 мм с внутренним диаметром 80 мм, Оправка из графита имеет внешний диаметр 60, внутренний 50, длину 200 мм, причем на 100 мм она входит во вставку, Дорн выполнен из молибдена, изоляторы из алунда, секции нагревателей из шамотографита. Длина секции 5 мм. Токопроводы изготовлены из стали и изолированы один от другого алундом, В каждой из секций установлена термопара. Часть оправки длиной 80 мм нагревают до температуры солидуса, равной 1140 С, оставшуюся
° часть - до температуры )300°С, Слиток получают из чугуна СЧ 20, Шаг вытягивания 25 мм, частота 16 циклов в минуту, температура нагрева части оправки на длине шага 25 мм при движении слитка 1250°С, Мощность блока питания 10 кВт, Получен слиток в виде трубы с внешним диаметром 80 и внутренним 60 мм с плотной структурой. Процесс литья стабилен,
Таким образом, применение предлагаемых способа и кристаллизатора позволяет получить различную температуру поверхности оправки на разных участках и регулировать ее в соответ-
ствии с режимом движения слитка. Это позволяет устранить протекание металла между нагретой оправкой и коркой во внутреннюю полость слитка, исклю0
5
512059896
чить образование второго фронта за- чивает повышение качества слитка и твердевания на оправке, что обеспе- стабильность процесса литья.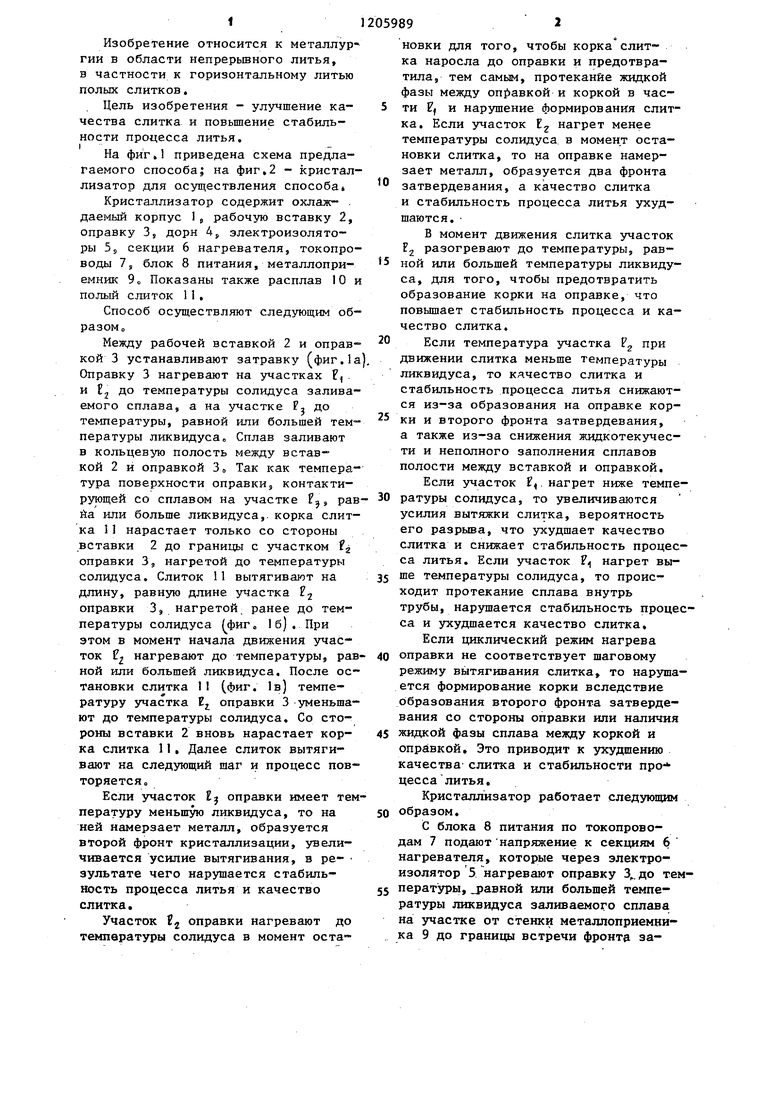
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПЕНОАЛЮМИНИЯ | 1999 |
|
RU2180361C2 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛА | 2004 |
|
RU2245754C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛЬНЫХ ЗАГОТОВОК КРУПНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 1991 |
|
RU2063297C1 |
| Способ исследования деформации непрерывно-литого слитка | 1983 |
|
SU1168318A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ГОРИЗОНТАЛЬНОЙ РАЗЛИВКИ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2532679C1 |
| СПОСОБ ГОМОГЕНИЗАЦИИ РАСПЛАВОВ ПУТЕМ ЦИКЛИЧЕСКИХ ФАЗОВЫХ ПРЕОБРАЗОВАНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2393941C1 |
| Способ непрерывного горизонтального литья металлов и сплавов | 1980 |
|
SU1011329A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОСЛЕДОВАТЕЛЬНОГО ЛИТЬЯ МЕТАЛЛОВ, ИМЕЮЩИХ БЛИЗКИЕ ТЕМПЕРАТУРНЫЕ ИНТЕРВАЛЫ КРИСТАЛЛИЗАЦИИ | 2009 |
|
RU2497628C2 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТОГО СЛИТКА ИЗ СТАЛЕЙ И СПЛАВОВ С ПОНИЖЕННОЙ ТЕХНОЛОГИЧЕСКОЙ ПЛАСТИЧНОСТЬЮ | 2018 |
|
RU2691481C1 |
| СПОСОБ ОТЛИВКИ КОМПОЗИТНОГО СЛИТКА | 2004 |
|
RU2356686C2 |
1 Способ непрерьшного горизонтального литья полых слитков, включающий подачу сплава из металлоприем- ника в кольцевую полость между охлаяг- даемой вставкой кристаллизатора и нагреваемой оправкой и вытягивание слитке в шаговом режиме, о т л и- чающийся тем, что, с целью улучшения качества слитка и .повышения стабильности процесса литья, оправку нагревают до температуры, равной или больше температуры ликвидуса заливаемого сплава на участке от стенки металлоприемника.до границы встречи фронта затвердевания с поверхностью оправки, а на последующем участке оправки нагревают до температуры ликвидуса при вытягивании слитка или температуры солиду- са при его остановке. 2.Кристаллизатор для непрерьш- ного горизонтального литья полых слитков, содержащий охлаждаемую вставку и оправку с нагревателем, отличающийся тем, что, с целью улучшения каг1ества слитка и повышения стабильности процесса литья, нагреватель выполнен секционным. 3.Кристаллизатор по п. 2,. о т - личающийся тем, что секции нагревателя выполнены длиной,, кратной длине шага вытягивания, 4.Кристаллизатор по п, 2, о т- личающийся тем, что нагреватель вьшолнен из шамотографита. (Л ю о 1СД 00 ko
а
1
у//////////// /
6151
Редактор Н.Бобкова
Составитель В,Сирота Техред О.Ващишина,
8599/10 Тираж ГПодписное
ВНИКЛИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г.Ужгород, ул.Проектная,4
Корректор Л.Патай
| Способ непрерывного горизонтального литья полых слитков | 1969 |
|
SU346907A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ непрерывного литья чугунных тонкостенных труб и установка для его осуществления | 1979 |
|
SU1071213A3 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
