t
Изобретение относится к машиностроению и конкретно используется при изготовлении электродов-инстру ментов, предназначенных для форми- ровануя стружечных канавок и режущих элементов на зубчатых шеверах посредством электрофизической обработки.
Целью изобретения является снижение трудоемкости и повышение точности путем использования направленной усадки полимера.
Применение предлагаемого способа позволяет при электроэрозионном формировании канавок получить их режущие элементы с углами меньше 90 и равноглубокими стружечными канавками, для широкого диапазона типоразмеров шеверов повысить точность и качество изготовления ше- веров, увеличить производительность труда и снизить -трудоемкость изготовления электрода-инструнента и самого шевера.
На фиг, 1 изображена схема заливки зубчатого венца шевера полимером на фиг. 2 - схема разрезки затвердевшего полимерного бандажа на отдельные слепки на фиг, 3 и 4 схе ма обработки слепка в двух проек- . циях, установленного в полости впадины зубчатого венца цилиндрического шевера; на фиг. 5 и 6 - схемы установки, обжатия и закрепления формирующих токопроводящих элементов электрода-инструмента; на фиг, электрод-инструмент в сборе; на фиг. 8 - схема обработки слепка на коническом зубчатом шевере; на фиг. 9 - сечение А-А на фиг, 8,
Технология изготовления электрода-инструмента для формирования стружечных канавок на зубьях щеве- ров по предлагаемому способу заключается в следующем.
Шевер 1 (фиг. 1) после окончательной зубообработки, например после шлифования и контроля поверхностей зубьев, закрепляют на оси специального приспособления 2 с концентрично установленной на нем глухой обечайкой 3, Вобразовавшийся зазор между обечйкой З и шеве- ром 1 заливают самотвердеилдий ,поли- мер А, например эпоксиднута смолу или прртакрил. После отвердения -полимера 4 шевер вместе с полиме2060282
ром извлекают, из обечайки, а затем образовавшийся полимёрньй бандаж р азрезают на отдельные слепки 5 (фиг. 2). При этом фрезу 6 устанав- 5 дивают .по отношению к оси шевера под углом о наклона линии зуба на поверхности вершин шевера. Далее слепки 5 дополнительно закрепляют во впадинах зубчатого венца шевера
О 1 зажимами 7 (фиг. 3 и 4) и производят механическую обработку привалоч- ных, монтажных и крепежных поверхностей (А, Bj С соответственно). При этом технологической базой для
15 обработки этих поверхностей выбирают боковые пов.ерхности F зубьев шеве- ра. Сам шевер устанавливают в приспособлении .8, например,на столе фрезерного станка. Вьшолнив меха
20 ническую обработку, на слепке закрепляют контактную планку 9 и укладывают токопроводящие, формирующие элементы 10 (фиг. 5), В качестве последних выбирают проволоку кругло25 го сечения или решетку, вьшолнен- ную из проволоки или листа. Расположение токопроводящих элементов, их направление и продольную форму выби рают в соответствии с расчетной гер30 метрией стружечных канавок шевера. На фиг, 5 показаны токопроводящие
элементы, вьшолненные в виде решетки с разной геометрией элементов по обеим сторонам слепка 5. Уложенные формирующие элементы 10 обжимают по вогнутым поверхностям F слепка 5, например, с помощью роликов 11 (фиг. 6), После обжатия формирующих токопроводящих элементов слепок 5 закрепляют на держателе 12 (фиг. 7).
Изготовление электродов-инструментов для других видов зубчатых шеверов производят по аналогичной технологической схеме. При этом учитывают особенности базирования и схему установки слепка при его обработке, исходя из геометрии самого щевера. Например, на фиг. 8 и 9 показана схема обработки монтажной поверхности слепка 13 электрода- инструмента для конического зубчатого шевера 14.
В качестве токопроводящего формирующего элемента для электрода- инструмента используют проволоку, например, круглого сечения, которую
укладывают путем намотки с натягом на диэлектрическое основание (сле- пок таким образом, чтобы каждый
12060284
виток формировал две стружечные канавки на противоположных сторонах зубьев шевера (рис. 7j .
Фиг.г
Фиъ.
Фиа
Фкг.5
И
Фиг.6
Фиг.7
А-А
Фмй.8
Фиг. 9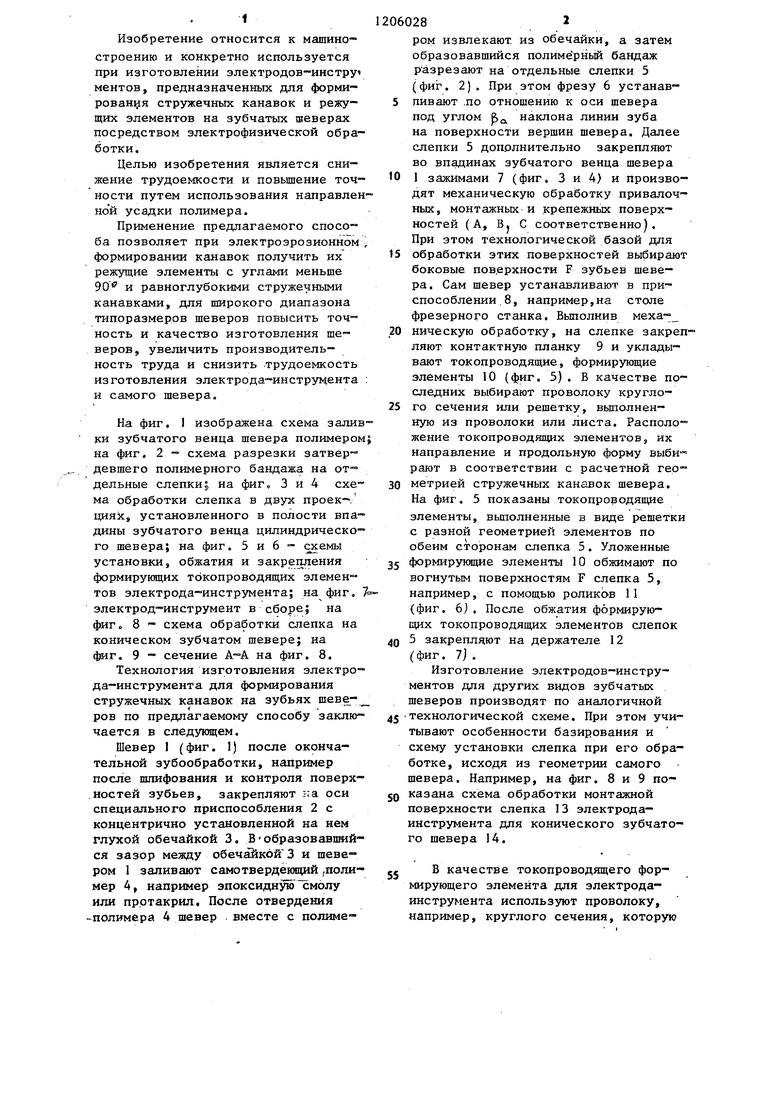

| название | год | авторы | номер документа |
|---|---|---|---|
| Шевинговальный инструмент | 1983 |
|
SU1143534A1 |
| Дисковый шевер | 1986 |
|
SU1437166A1 |
| Дисковый шевер | 1989 |
|
SU1708551A2 |
| Способ поверхностного упрочнения быстрорежущей стали | 1985 |
|
SU1353824A1 |
| Шевинговальный инструмент | 1987 |
|
SU1491631A1 |
| ДИСКОВЫЙ ШЕВЕР | 2001 |
|
RU2230635C2 |
| Станок для обработки зубчатых колес | 1990 |
|
SU1759573A1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2013 |
|
RU2539281C1 |
| Сборный шевер | 1986 |
|
SU1397204A1 |
| Станок для нарезания стружечных канавок на шеверах | 1979 |
|
SU878463A1 |
Составитель Н. Глаголев Редактор А. Ворович Техред О.Неце Корректор А. Обручар
Заказ 8605/12 ТиражПодписное
ВНИРШИ Государственного комитета СССР
по делам изобретений и открытий f13035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
| Электроэрозионная обработка | |||
| А Расчет, проектирование и применение электродов-инструментов | |||
| Ч | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| М.: НИИМАШ, 1980, с | |||
| Ручной прибор для загибания кромок листового металла | 1921 |
|
SU175A1 |
