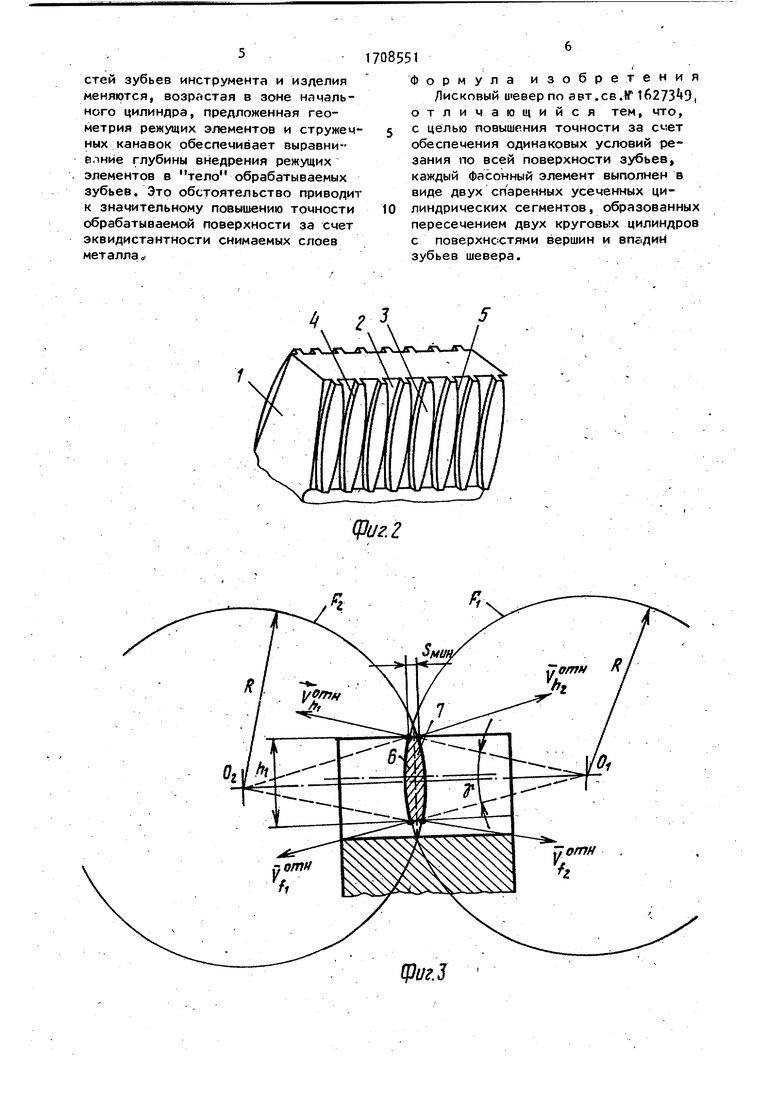
Изобретение относится к металлообработке, в частности к конструкции зубообрабатывающего инструмента Цель изобретения - повышение точ ности за счет обеспечения одинаковых условий резания по всей поверхности зубьев о На фигс показан дисковый шевер на фиг. 2 показан фрагмент зуба шевера} на фиг.3 дана проекция боковой поверхности зуба инструмента.на касательную плоскость, на которой показано построение геометрии режущего элемента} на фиг. А - пример формы электрода-инструмента для фор мирования стружечных канавок элёктроэрозионной обработкой. Дисковый шевер представляет собой зубчатое Колесо, например цилиндрическое, на боковых поверхностях зубьев 1 которого выполнены стружечные канавки 2. образующие .выступы-режущие элементы 3 с режу.щими кромками{И 5.орма элементов 3 представляет собой соединение дву цилиндрических сегментов 6 и 7 полученное в результате пересечения поверхностей F и Fg круговых цилиндров. Эти поверхности выбраны в качестве боковых стенок стружечных канавок 2. Ось вращения цилиндрической поверхности Е« перпендикулярна боковой поверхности зуба и проходит через точку О/ пере сечения направлений вектрров расчетных скоростей относительного скольж&ния поверхностей зубьев при обработке у вершины и у основания зуба приt выбранном (неизменном) направлении движения шевера„ Ось цилиндрической поверхности F : проходит чере точку Ол пересечения направлений - отн - отн векторов V 2 готносительного cкoльжe iия при проти.вопо- ложном направлении движения meeefpa - отн- отн Направления векторов V | и V, определяются из геометрокинематиче ского анализа схемы станочного зацепления при шеви 1говании. 1спользуя скалярное произведение этих ве торов, находят значение радиуса R круговых цилиндров F( и Fg по формуле he/sin X 1 (/7-,//7;;;/,, где he - высота активного участка зуба шевера. Расстояние между центрами 0 и Oj определяется зависимостью V RCOS Y + ) где у arccos(/vj,j // )) мин минимальная толщина режущего элемента, устаналиваемая из условия изгибной прочности. Получение выступов - режущих элементов 3 на зубьях 1 шевера осуществляют путем формирования стружечных канавок электроэрозионной обработкой посредством электрода-инструмента 8, представляющего собой пластину с фасонными отверстиями, форма которых идентична форме режущих элементов Зо Обработку зубчатых колес предлагаемым инструментом осуществляют при скрещивающихся осях инструмента и заготовки с использованием практически любых известных методов шевингования как с однопрофильным, так и с двухпрофильным зацеплением, а в последнем случае обработка может производиться с реверсивным и нереверсивным движением инструмента. Данная конструкция шевинговального инструмента, режущие элементы на зубьях которого выполнены в виде спаренных цилиндрических сегментов обеспечивает одинаковые условия резани} по всей поверхности зуба заготовки при реверсивном вращении и движении подач инструмента о При этом обеспечиваются повышенная точность и качество обработки Вследствие улучшенных условий схода стружки и повышенной изгибной прочности режущих элементов увеличивается стойкость и в целом срок службы инструмента Кроме этих преимуществ, заключающихся в том, что при обработке данным иситрументом с двухпрс фи/ ьным контактом (в распор), когда нормальные усилия взаимодействующих поверхностей зубьев инструмента и излелия меняются, возрастая в зоне начального цилиндра, предложенная геометрия режущих элементов и стружечных канавок обеспечивает выравниелнйе глубины внедрения режущих элементов в тело обрабатываемых зубьев. Это обстоятельство приводит к значительному повышению точности обрабатываемой поверхности за счет эквидистантности снимаемых слоев мет алла о
708551
Формула изобретения Лисковый цввер по asT.CB.If 1б273 9| отличающийся тем, что, 5 с целью повышения точности за счет обеспечения одинаковых условий резания по всей поверхности зубьев, каждый фасонный элемент выполнен в виде двух спаренных усеченных цилиндрических сегментов, образованных пересечением двух круговых цилиндров с поверхностями вершин и впадиИ зубьев шевера.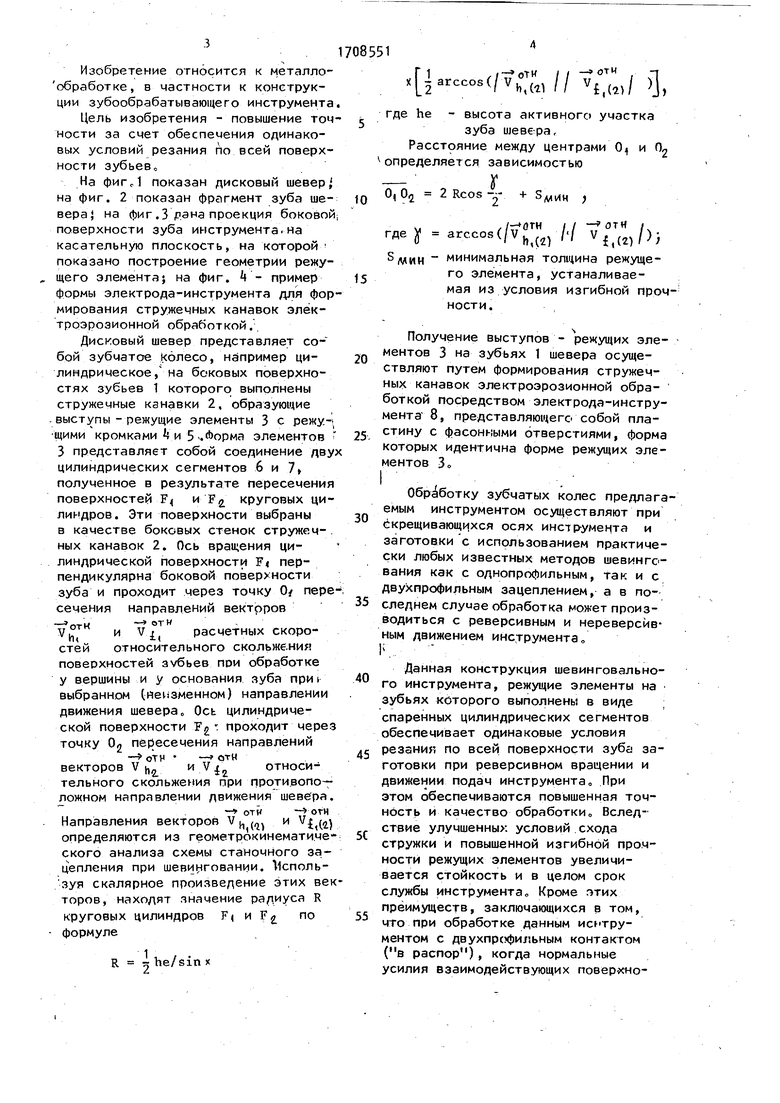
| название | год | авторы | номер документа |
|---|---|---|---|
| Дисковый шевер | 1988 |
|
SU1627349A1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2446923C1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2013 |
|
RU2539281C1 |
| ДИСКОВЫЙ ШЕВЕР | 2001 |
|
RU2230635C2 |
| Шевинговальный инструмент | 1987 |
|
SU1491631A1 |
| ШЕВЕР | 2003 |
|
RU2236330C1 |
| Шевинговальный инструмент | 1983 |
|
SU1143534A1 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС ШЕВИНГОВАНИЕМ-ПРИКАТЫВАНИЕМ | 2011 |
|
RU2479389C1 |
| Дисковый шевер | 1982 |
|
SU1033276A1 |
| Дисковый шевер | 1981 |
|
SU963745A1 |

Изобретение относится к металлообработке, в частности к конструкции зубообрабатывающего инструмента, Цель изобретения - повышение точности за счет обеспечения одинаковых условий резания по всей поверхности 1зубьев. Шевер представляет собой зубчатое колесо, на боковых поверхностях зубьев 1 которого выполнены ступенчатые канавки 2, образующие 'выступы - режущие элементы 3 с режуимми кромками k и 5« Форма элементов 3 представляет собой соединение двух цилиндрических сегментов, образованных пересечением двух круговых цилиндров с поверхностями вершин и впадин зубьев шевера. 4 ил.^>&к>&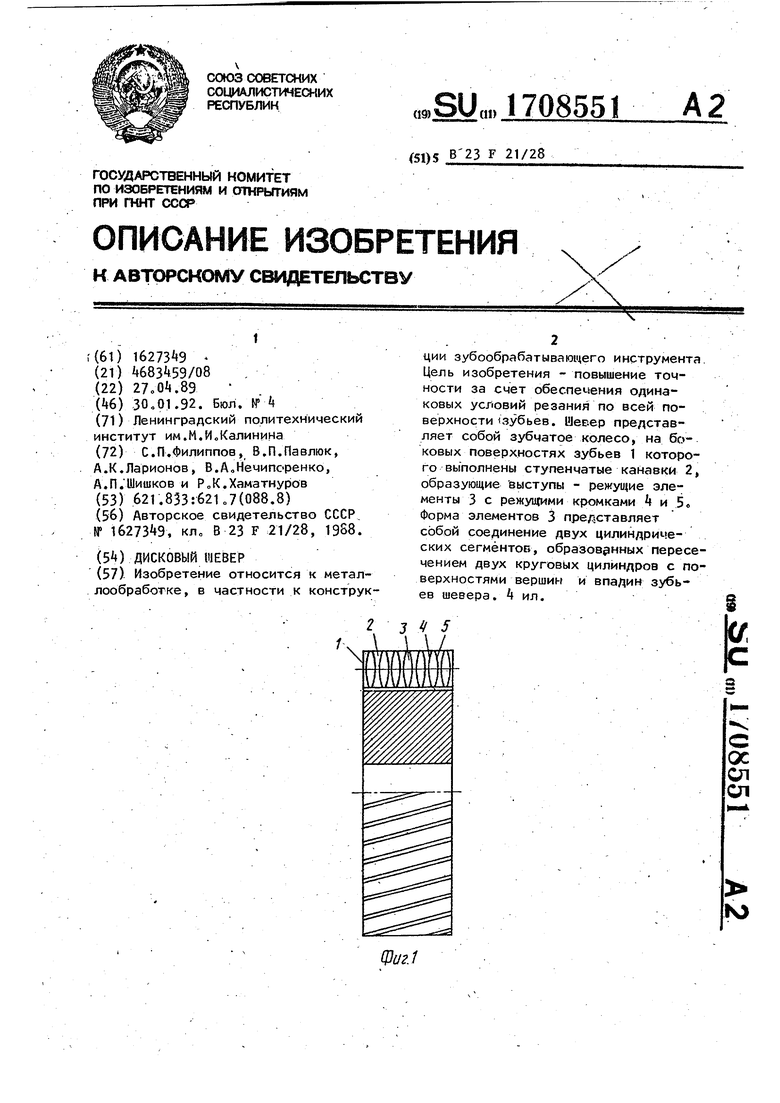
(Риг. 2
Cpt/г.З
(Риг.
| РАДИОПРИЕМНОЕ УСТРОЙСТВО | 1929 |
|
SU16273A1 |
