2. Электрододержатель по п. 1, отличающийся тем, что, с целью ийтенсификации процесса всасывания вредных вьщелений в. зону эжек- ции, формирователь потока снабжен турбовентиляционной крыльчаткой, установленной на обтекателе.
Электрододержатель для ручной дуговой сварки с отсосом газов относится к сварочной технике и предназначен для сварки штучными злектро- дами.
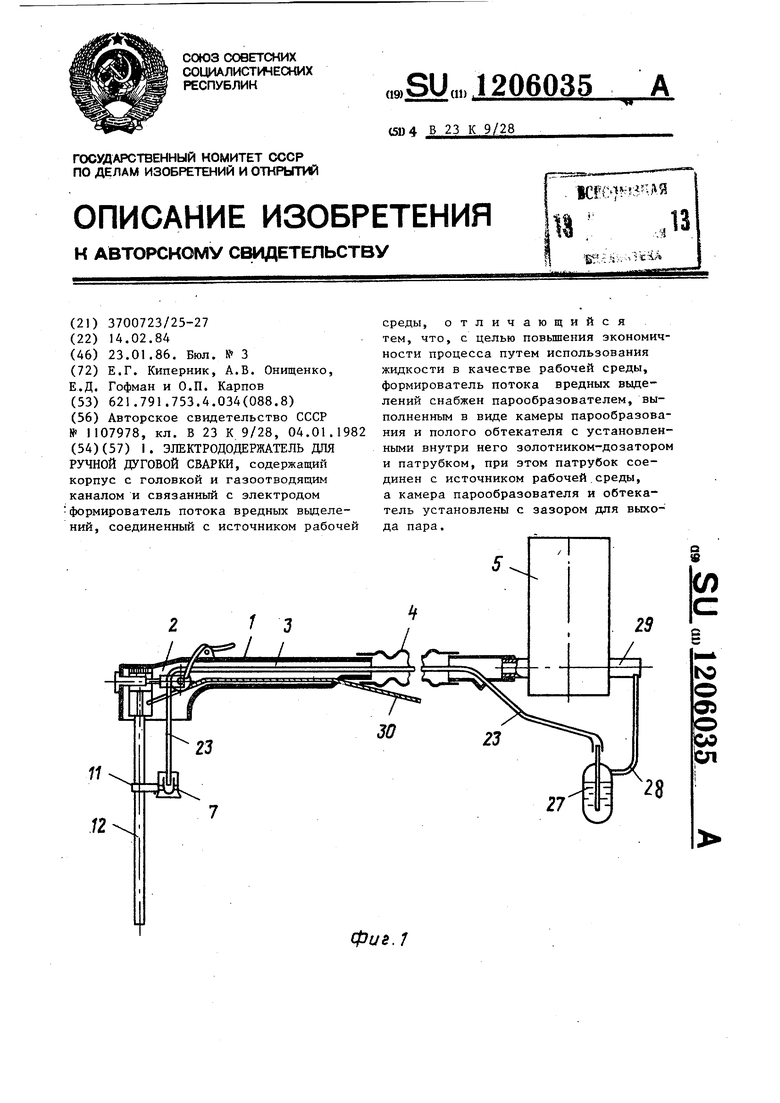
Целью изобретения является повышение экономичности процесса.
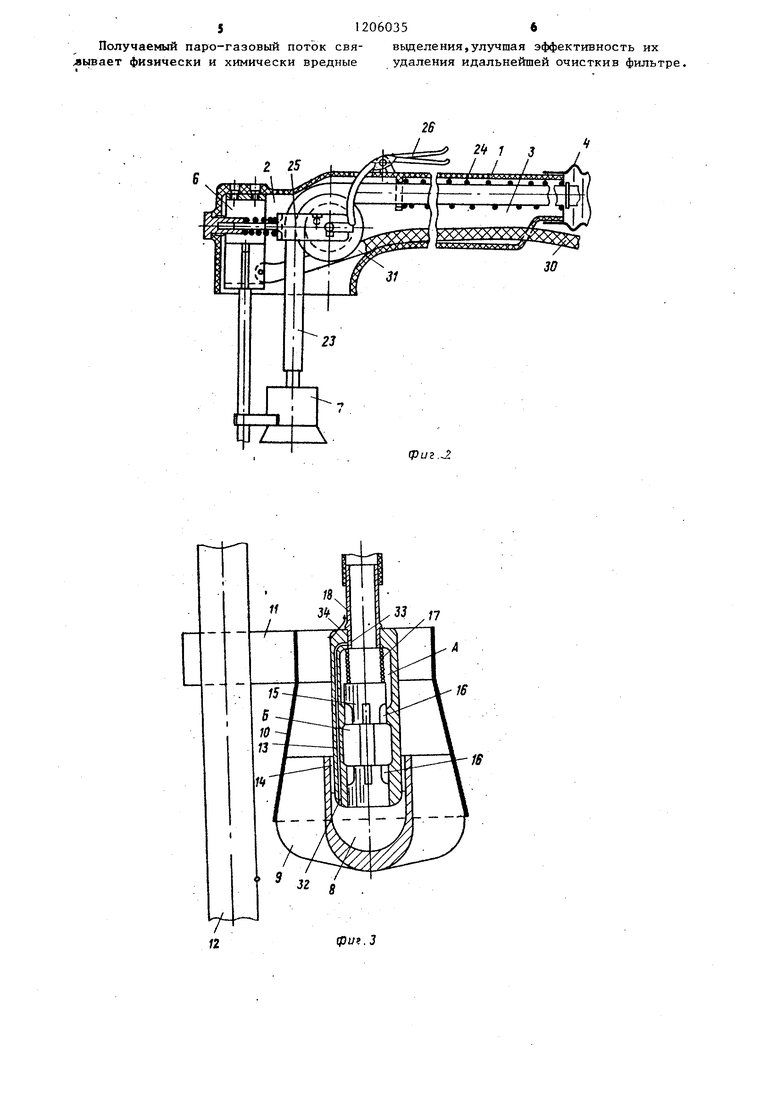
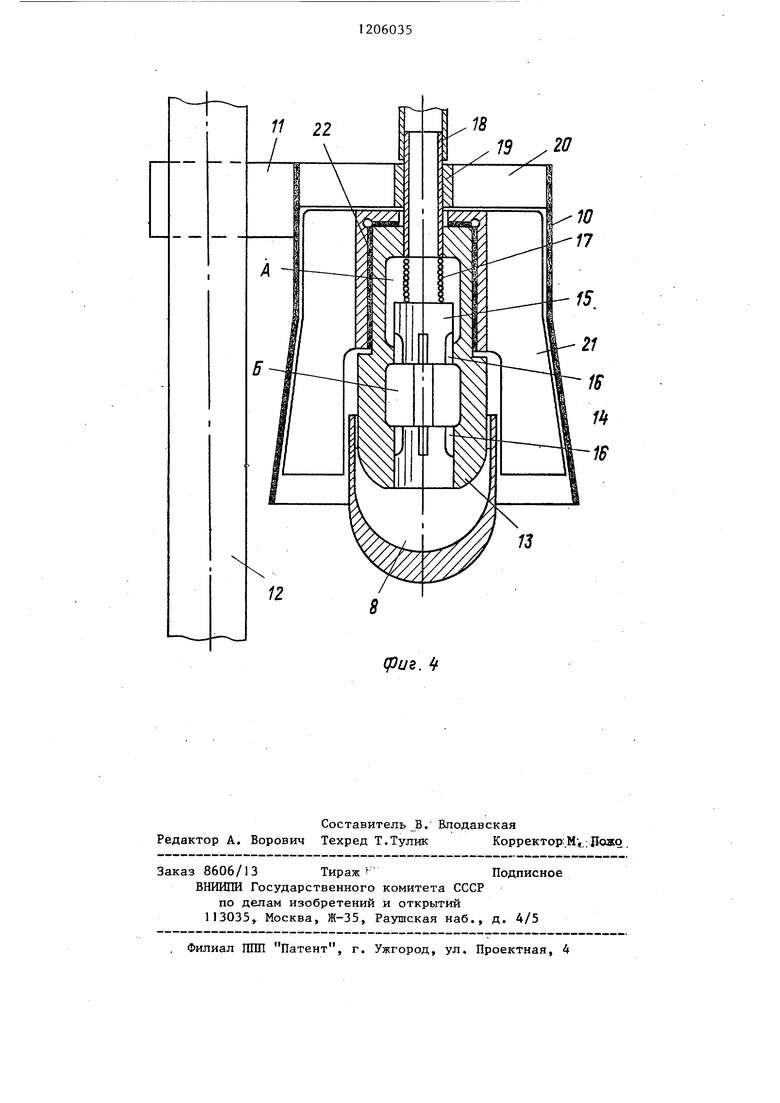
На фиг. 1 изображен Электрододержатель со схемой подвода воды, общий вид; на фиг. 2 - Электрододержатель, .продольный разрез; на, фиг. 3 - формирователь потока эжекционного типа; на фиг. 4 - формирователь потока эжекционно-вентиляционного типа, (второй вариант исполнения).
Электрододержатель содержит корпус 1 с головкой 2 и газоотводящим каналом 3, соединенным шлангом 4 с фильтром-уловителем 5 вредных выде- .лений (имеющим в своей конструкции источник вакуума, вьтолненный, например, в виде воздушного эжектора), фиксатор 6 электрода, формирователь
7потока, который может быть вьшол- нен в двух вариантах.
В первом варианте исполнения формирователь потока состоит из парообразователя, выполненного в виде камеры 8 парообразования, соединенной ребрами 9 (служащими также дополнительной поверхностью восприятия излучающего тепла камерой парообразования) с корпусом 10 формирователя потока, имеющим лапки 11, направляющие и удерживающие формирователь 7 потока у электрода 12. Между камерой
8парообразования и обтекателем 13 имеется зазор 14 для выхода пара из камеры 8.
Внутри обтекателя 13 смонтированы автоматический золотник-дозатор 15 воды с прорезями 16 для перепуска воды и пружиной 17 его возврата. Корпус обтекателя 13 насажен с воз3. Электрододержатель по пп. 1 и 2, отличающийся тем, что, с целью интенсификации парообразования, камера парообразования выполнена с наружными ребрами.
можностью поворота на патрубок 18 подвода воды.
Во втором варианте исполнения формирователь.потока состоит из парообразователя, выполненного в виде камеры 8 парообразования, установленной зазором 14 относительно обтекателя 13 корпуса 10 формирователя потока, насаженного с возможностью
поворота на патрубок 18 подвода воды в корпус обтекателя 13 с помощью муфты 19 и ребер /20, золотни- кагдозатора 15 с прорезями 16 для перепуска воды и пружиной 17 его
возвратаj турбо-вентиляционной крыль - чатки 21, состоящей из турбинной и вентиляционной .частей, и сидящей с возможностью свободного вращения на корпусе обтекателя 13 в подшипнике 22. Лапкой 11 корпус 10 формирователя потока удерживается и направляется у электрода 12. Формирователь 7 потока соединен трубкой 23 с механизмом 24 его подъема, а также с фиксатором 25 его положения, который управляется рычагами 26. Этой же трубкой 23 формирователь 7 потока соединен с сосудом 27 с водой, который, в свою очередь, трубкой 28 соединен
с напорным патрубком 29 фильтра- уловителя 5.
Сварочный ток к пружинному фиксатору электрода 6 подводится с помощью кабеля 30 и шины 31.
Дпя возможности удаления воздуха
из системы и подвода воды в камеры формирователя потока, а также для заполнения камеры 8 парообразования первой порцией воды, необходимой для Начала работы устройства, в корпусе обтекателя 13 имеется канал 32, а в патрубке 18 - отверстие 33. Фиксация к орпуса обтекателя 13 и патрубка 18
в нужном положении осуществляется фиксатором 34.
При работе с предлагаемым элек- трододержателем удаление вредных выделений из зоны сварки происхо- дит следующим образом.
В случае применения формирователя потока эжекционного типа (1-й вариант исполнения), поворачивая корпус-обтекателя 13 относительно патрубка 18 подвода воды, совмещают канал 32 с отверстием 33. Вода из сосуда 27 под действием повьшенного давления, которое образуется в нем (сразу же после подключения эжектора фильтра-уловителя 5 к системе сжатого воздуха) по шлангу 23, патрубку 18 через отверстие 33 и канал 32, поступает в камеру 8 парообразования, предварительно удалив из всей системы подачи воды воздух.
Убедившись в наличии воды в камере 8 парообразования (пода начнет поступать из зазора 14), поворачивая корпус обтекателя 13 относительно патрубка 18 подачи воды в обратном направлении, разводят канал 32 и отверстие 33 и это положение корпуса обтекателя 13 и патрубка 18 подачи воды фиксируют фиксатором 34. Предварительно золотник 15 под действием пружины I7 находится в своем нижнем положении.
После загорания сварочной дуги (формирователь потока в этот момент находится в своем крайнем нижнем положении на расстоянии 25-50 мм от зоны сварки) стенки камеры 8 парообразования с ребрами 9 нагреваются излучающимся теплом и вода в камере 8 превращается в пар, который через зазор 14 врывается в корпус 10 формирователя потока, создавая в нем вакуум, с помощью которого из зоны сварки увлекаются вредные выделения и направляются газовоздушным потоком к приемному отверстию головки 2 корпуса электрододержателя 1, где они (вьоделения) через газоотводящий канал 3 и шланг 4 поступают в корпус фильтра-уловителя, имеющего в своей конструкции источник вакуума, и после очистки воздух через напорный патрубок 29 поступает в помещение сварк
При этом часть очищенного воздуха через трубку 28 поступает в сосуд 27, создавая в нем давление, позволяющее находящейся в нем воде поступат по трубке 23 в корпус обтекателя 13
s 0
5
5
0
5
0
5
0
заполняя его камеру А при нижнем положении золотника-дозатора 15.
В момент образования паса в камере 8 под его давлением золотник-дозатор
15перемещается в верхнее положение и вода из камеры А, через прорези
16золотника-дозатора поступает в камеру Б, а доступ воды в камеру 8 прекращается. После истечения пара из камеры 8, через зазор 14 в ней падает давление и под действием пружины 17 возврата золотник-дозатор
15 перемещается в нижнее положение, при котором вода из камеры Б через прорези 16 снова поступает в камеру 8 парообразования.
По мере сгорания электрода 12 осуществляется дискретный подъем формирователя 7 потока с помощью механизма 24 его подъема путем воздействия рычагами 26 на фиксатор положения формирователя потока и фиксация его в новом положении.
Лапки 11 формирователя 7 потока направляют его вдоль электрода 12 по мере его подъема и удерживают у него. Электрод 12 закрепляется в пружинном фиксаторе 6, к которому сварочный ток подводится по кабелю 30 и шине 31.
В случае применения формирователя потока эжекционно-вентиляционного типа (2-й вариант выполнения) его работа осуществляется таким же образом, как и для формирователя потока эжекционного типа, за исключением того, что вырывающийся из его камеры 8 парообразования через зазор 14 поток пара воздействует на турбинную часть В турбо-вентиляционной крыльчатки 21, сидящей с возможностью свободного вращения на корпусе обтекателя 13 в подшипнике 22,.приводит ее во вращение и ее вейтиляци- онная часть Г начинает засасывать вредные вьщеления из зоны сварки и через корпус 10 формирователя потока направляет их в приемные отверстия головки 2 корпуса электрододержателя 1, создавая азовоздушный поток вдоль электрода.
Применение формирователей потока с камерами парообразования позволяет использовать тепло сварочной дуги для приведения их в действие и исключить применение сжатого воздуха лучше охладить формирователь потока и фиксатор электрода, тем самым повысить их надежность и долговечность.
512060356
Получаемый паро-газовый поток свя- вьщеления,улучшая эффективность их дывает физически и химически вредныеудаления идальнейшей очисткив фильтре.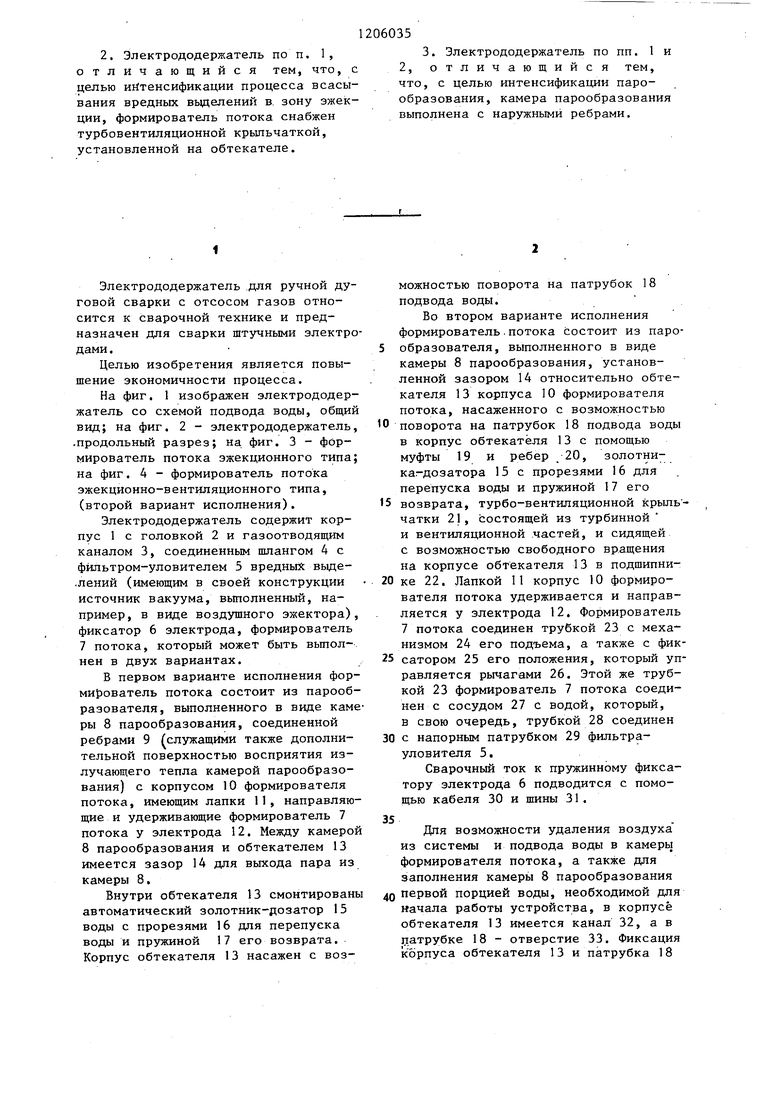

| название | год | авторы | номер документа |
|---|---|---|---|
| Электрододержатель для ручной дуговой сварки | 1983 |
|
SU1234107A1 |
| Электрододержатель для ручной дуговой сварки | 1982 |
|
SU1107978A1 |
| Электрододержатель для ручной дуговой сварки с отсосом газов | 1981 |
|
SU1038134A1 |
| Электрододержатель для ручнойдугОВОй СВАРКи C OTCOCOM гАзОВ | 1979 |
|
SU795808A1 |
| Электродержатель для ручной дуговой сварки с отсосом газов | 1983 |
|
SU1232421A1 |
| Устройство для сварки плавящимся электродом в среде защитных газов | 1980 |
|
SU996128A1 |
| Электрододержатель для ручной дуговой сварки с отсосом газов | 1981 |
|
SU1073036A1 |
| ПАРОВОДЯНОЙ ПЛАЗМОРТОН | 2004 |
|
RU2263564C1 |
| Электрододержатель для ручной дуговой сварки | 1985 |
|
SU1338990A1 |
| Электрододержатель для ручной дуговой сварки | 1979 |
|
SU782972A1 |
24- 1 3
I I I
7
р с лхдлл
ЛЛАЛ УАААЛ. УГЙ
tpua.-2
фиг.З
/ff
20
W 17
(риг.
| Электрододержатель для ручной дуговой сварки | 1982 |
|
SU1107978A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
