Изобретение относится к оборудованию для формирования группы изделий и может быть использовано для автоматической загрузки стержней деталями, например тарельчатыми пружинами.
Цель изобретения - повышение надежности в работе путем обеспечения выдачи деталей в горизонтальном положении.
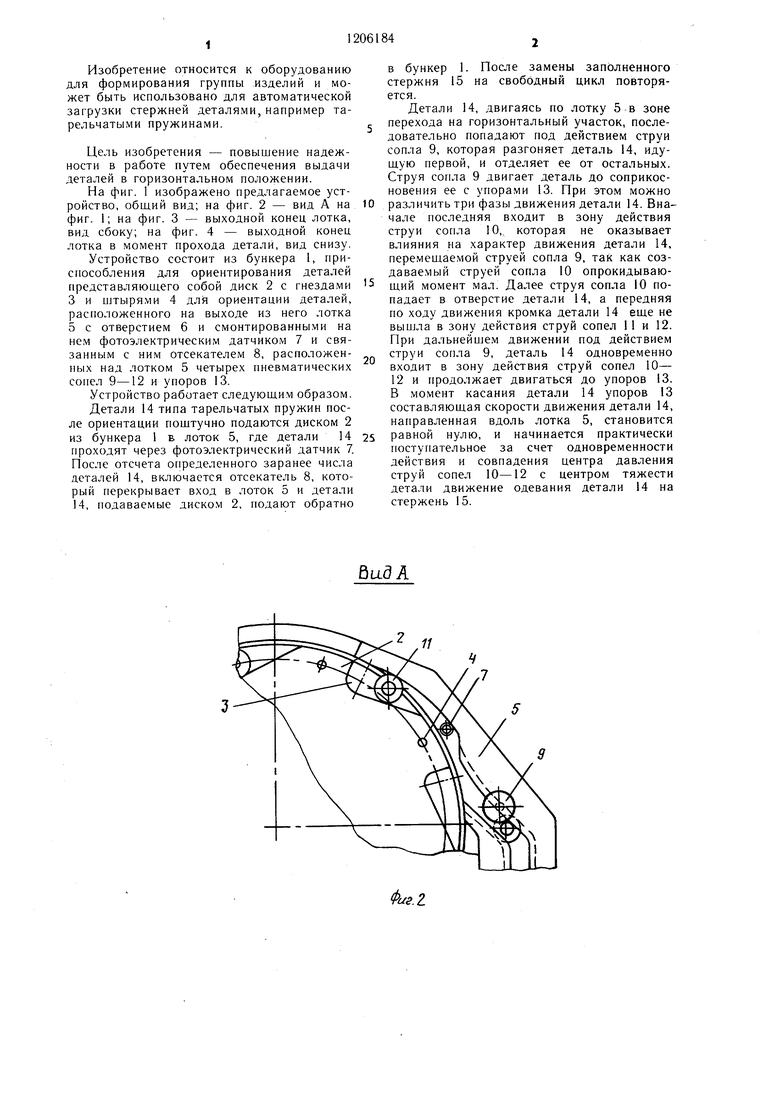
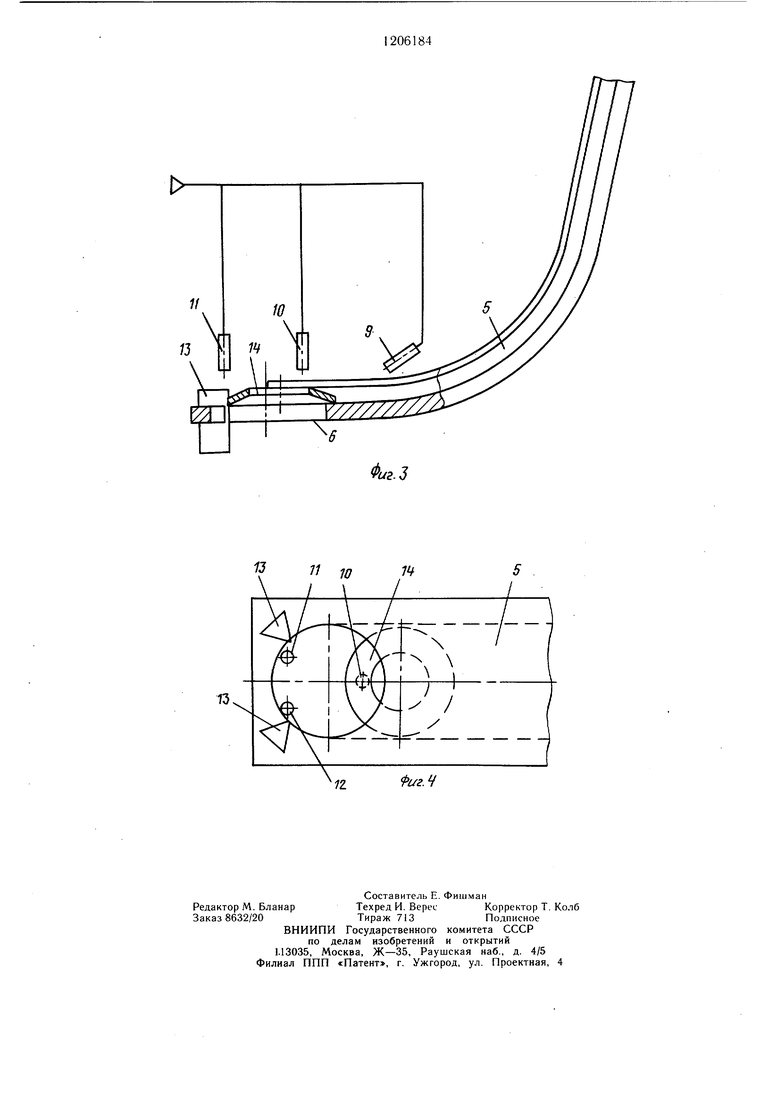
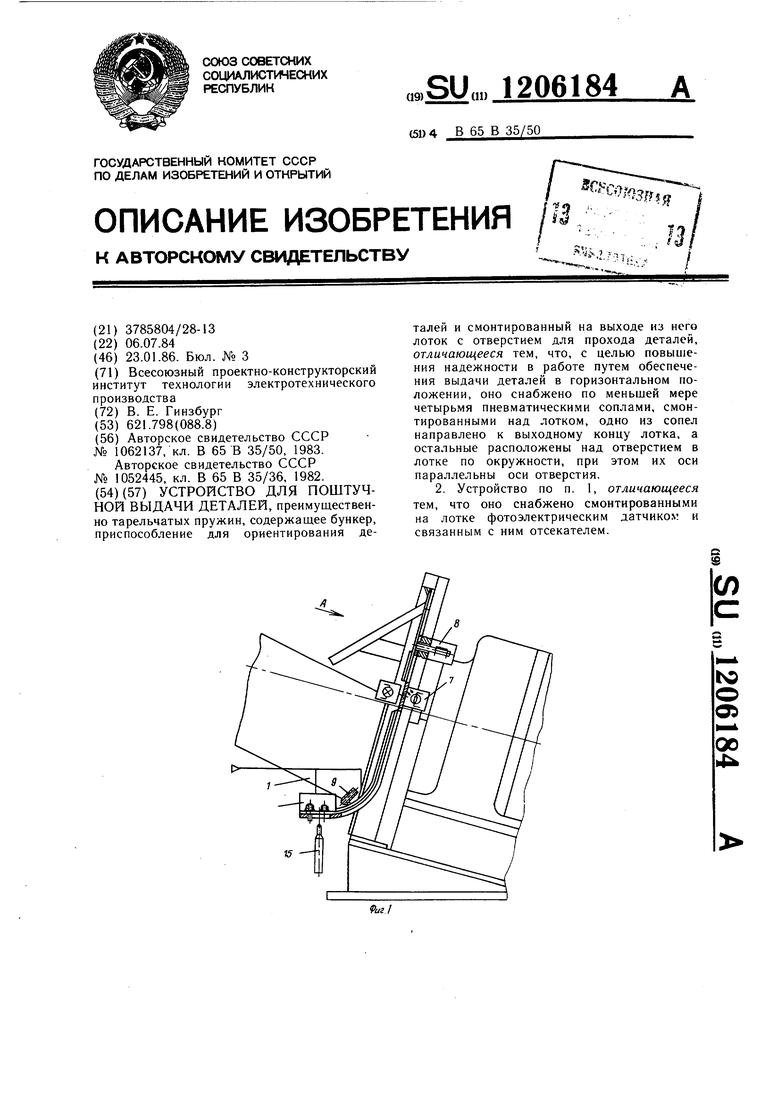
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - выходной конец лотка, вид сбоку; на фиг. 4 - выходной конец лотка в момент прохода детали, вид снизу.
Устройство состоит из бункера 1, приспособления для ориентирования деталей представляющего собой диск 2 с гнездами 3 и штырями 4 для ориентации деталей, расположенного на выходе из него лотка 5 с отверстием б и смонтированными на нем фотоэлектрическим датчиком 7 и связанным с ним отсекателем 8, расположенных над лотком 5 четырех пневматических сопел 9-12 и упоров 13.
Устройство работает следующим образом.
Детали 14 типа тарельчатых пружин после ориентации поштучно подаются диском 2 из бункера 1 в лоток 5, где детали 14 проходят через фотоэлектрический датчик 7. После отсчета определенного заранее числа деталей 14, включается отсекатель 8, который перекрывает вход в лоток 5 и детали 14, подаваемые диском 2, подают обратно
в бункер 1. После замены заполненного стержня 15 на свободный цикл повторяется.
Детали 14, двигаясь по лотку 5 в зоне перехода на горизонтальный участок, последовательно попадают под действием струи сопла 9, которая разгоняет деталь 14, идущую первой, и отделяет ее от остальных. Струя сопла 9 двигает деталь до соприкосновения ее с упорами 13. При этом можно различить три фазы движения детали 14. Вначале последняя входит в зону действия струи сопла 10, которая не оказывает влияния на характер движения детали 14, перемещаемой струей сопла 9, так как создаваемый струей сопла 10 опрокидывающий момент мал. Далее струя сопла 10 попадает в отверстие детали 14, а передняя по ходу движения кромка детали 14 еще не выщла в зону действия струй сопел 1 1 и 12. При дальнейшем движении под действием струи сопла 9, деталь 14 одновременно входит в зону действия струй сопел 10- 12 и продолжает двигаться до упоров 13. В момент касания детали 14 упоров 13 составляющая скорости движения детали 14, направленная вдоль лотка 5, становится равной нулю, и начинается практически поступательное за счет одновременности действия и совпадения центра давления струй сопел 10-12 с центром тяжести детали движение одевания детали 14 на стержень 15.
Bud А
11
1 ///////,
.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВИБРОБУНКЕР | 2000 |
|
RU2173662C1 |
| ОРИЕНТИРУЮЩИЙ ЛОТОК К ВИБРАЦИОННЫМ | 1970 |
|
SU268867A1 |
| Вибрационное загрузочное устройство | 1983 |
|
SU1151416A1 |
| Устройство для ориентации деталей | 1978 |
|
SU904988A1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАННОЙ ПОДАЧИ СТРАТИФИКАТОРОВ | 1993 |
|
RU2053094C1 |
| СПОСОБ И УСТРОЙСТВО ОРИЕНТАЦИИ ДЕТАЛЕЙ | 2003 |
|
RU2261787C2 |
| Устройство для ориентации стержневых деталей | 1982 |
|
SU1038185A1 |
| УСТРОЙСТВО ОРИЕНТАЦИИ ШТУЧНОЙ ЗАГОТОВКИ | 2022 |
|
RU2803619C1 |
| Устройство для ориентации и поштучной выдачи деталей при выгрузке их из бункера | 1986 |
|
SU1390150A1 |
| Установка для очистки полых изделий | 1979 |
|
SU956069A1 |
)иг.Ч
| Устройство для пакетирования преимущественно консервных крышек | 1982 |
|
SU1062137A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Устройство для поштучной выдачи деталей | 1982 |
|
SU1052445A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
