Изобретение относится к промышленному транспорту и может быть использовано в металлообработке и сборке машин.
Цель изобретения - расширение технологических возможностей путем обеспечения ориентации деталей типа колпачков с торцовым пазом.
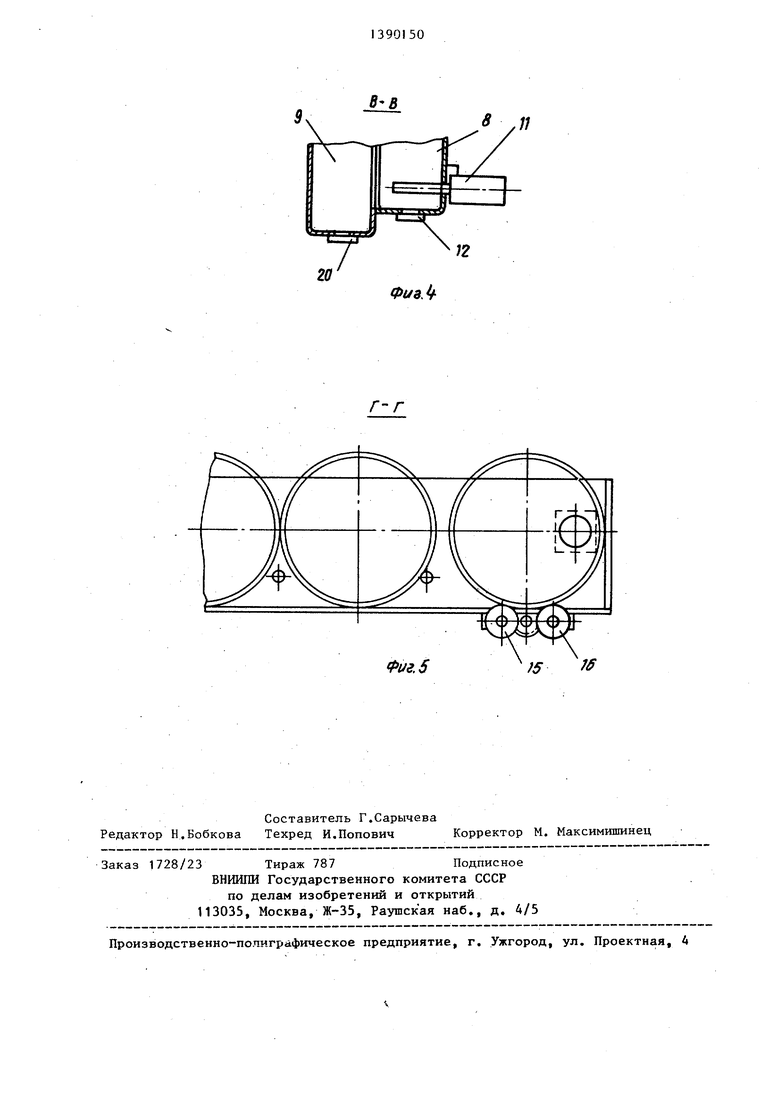
На фиг.1 изображено устройство для ориентации и поштучной вьщачи деталей, общий, вид;-: на фиг.2 - вид А на фиг.1; на фиг.З - вид Б на фиг.1; на фиг.4 - разрез В-В на фиг.2; на фиг.5 - разрез Г-Г на фиг.З.
Устройство для ориентации и поштучной выдачи деталей содержит основание 1, бункер 2, пластинчатый конвейер 3 с лопастями 4, наклоненными в сторону выдачи деталей, бортовые ограничительные планки 5, привод 6, возвратньй лоток 7, соединенный с ним приемный лоток 8 с боковым окном, выдающий лоток 9 с боковым окном, закрепленный на приемном лотке 8 с совпадением окон для прохода детали, смонтированные на приемном лотке 8 управляемый двухстержневой приводной отсекатель 10, толкатель 11, датчики 12 и 13.наличия детали и контроля положения ее дна и на выдающем лотке -9 двухстержневой приводной управляемый отсекатель 14, ролики 15 и 16 для вращения детали соответственно, привод 17 их одностороннего вращения и датчики 18-20 наличия детали контроля положения ее паЗа и контроля занятости лотка соответственно.
Устройство работает следующим образом.
При включенном приводе 6 детали из бункера 2 захватываются лопастями 4 пластинчатого конвейера 3, поднимаются вверх, удерживаясь на лопастях 4 бортовыми ограничительными планками 5, и скатываются в приемный лоток В до первого стержня отсека- теля 10.
Если датчик 12 наличия детали не включен (нет детали), то отсекатель 10 срабатывает и пропускает деталь до второго стержня. Если деталь обращена дном к датчику 13, то он срабатывает, включается толкатель 11 и переталкивает ее через вырез из приемного лотка 8 в выдающий лоток 9.
Если датчик 13 дна не срабатыва- eTj то срабатывает отсекатель 10.Бторой стержень его убирается, пропуская деталь в возвратный лоток 7, а первый стержень-отсекает, следующую за ней деталь. Деталь из возвратного лотка 7 попадает в бункер 2. В выдающем лотке 9 деталь перемещается до второго стержня отсекателя 14. Если датчик 18 наличия детали не
включен, то отсекатель 14 пропускает деталь на позицию выдачи, отсекая следующую за ней деталь. При включении датчика 19 паза деталь считается ориентированной как по пазу,
так и по дну.
Если датчик 19 не срабатывает, то включается привод 17. Вращаясь в одну сторону, ролики 15 и 16 поворачивают деталь до момента срабатывания
датчика 19, после чего привод 17 выключается и деталь считается полностью ориентированной.
Датчик 20 занятости лотка блокирует работу толкателя. Лишние детали, захваченные транспортером, возвращаются по отдельному лотку 7 обратно в бункер 2.
0
5
0
5
0
5
Формула изобретения
Устройство для ориентации и поштучной вьщачи деталей при выгрузке их из бункера, содержащее установленный на основании вертикально расположенный пластинчатый конвейер с наклонными в сторону вьщачи захватными лопастями и бортовыми ограничительными планками, приемный и возвратный лотки с датчиками наличия изделий, отличающееся тем, что, с целью расширения технологических возможностей путем обеспечения ориентации деталей типа колпачков с торцовым пазом, оно снабже но вьщающим- лотком, примыкающим одной боковой стенкой к боковой стенке приемного лотка и сообщающимся с ним через окно в зтой стенке толкателем, смонтированным на приемном лотке против окна, установленными на приемном и вьщающем лотках приводными отсека- телями, первые из которых установлены в зоне толкателя, включенным в цепь управления приводом последнего датчиком контроля положения дна деталей, расположенной у разгрузочного конца выдачного лотка перпендикулярно последнему парой приводных роликов для поворота деталей, перед которыми установлены вторые отсекатели
и датчиком контроля положения паза ков и включенным в цепь управления их деталей, установленным в зоне роли- приводам,
1/1
/ 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи и обработки деталей | 1986 |
|
SU1402392A1 |
| Устройство для поштучной выдачидЕТАлЕй | 1979 |
|
SU841913A1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ПОДАЧИ И ОРИЕНТАЦИИ ИЗДЕЛИЙ | 1991 |
|
RU2015092C1 |
| Устройство для поштучной выдачи заготовок в рабочую зону обрабатывающей машины | 1984 |
|
SU1318332A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ РАДИОЭЛЕМЕНТОВ С ПАРАЛЛЕЛЬНЫМИ ВЫВОДАМИ | 1972 |
|
SU347965A1 |
| Устройство для подачи деталей | 1987 |
|
SU1425040A1 |
| Устройство для подбора пар радиоэлементов, преимущественно конденсаторов и резисторов | 1986 |
|
SU1522440A1 |
| Устройство ориентирования и выдачи изделий типа колпачков | 1987 |
|
SU1452770A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Станок ю.в.потапова для снятия эластичных покрытий с нажимных валиков текстильной машины | 1975 |
|
SU705016A1 |

Изобретение относится к промышленному транспорту и может быть использовано в робототехнических комплексах сборки и механообработки. Цель - расширение технологических возможностей путем дополнительной 20 Фиг. 2 ориентации деталей типа колпачков с торцовым пазом. Устройство содержит основание, бункер, пластинчатый конвейер с лопастями, бортовые ограничительные планки, привод. Возвратный лоток 7 и приемный лоток 8. Оно снабжено смонтированными на приемном лотке толкателем 11, двухстержневым приводным отсекателем 10, датчиками наличия детали и контроля положения ее дна и выдающими лотками 9 с роликами 15 и 16 и их приводом 17 и датчиками наличия детали, контроля положения ее паза и занятости лотка. Приемный лоток соединен с возвратным лотком. В приемном и выдающем лотках вьтолнены совпадающие боковые окна для прохода деталей. 5 ил. МА S С/ с о: ее ел 15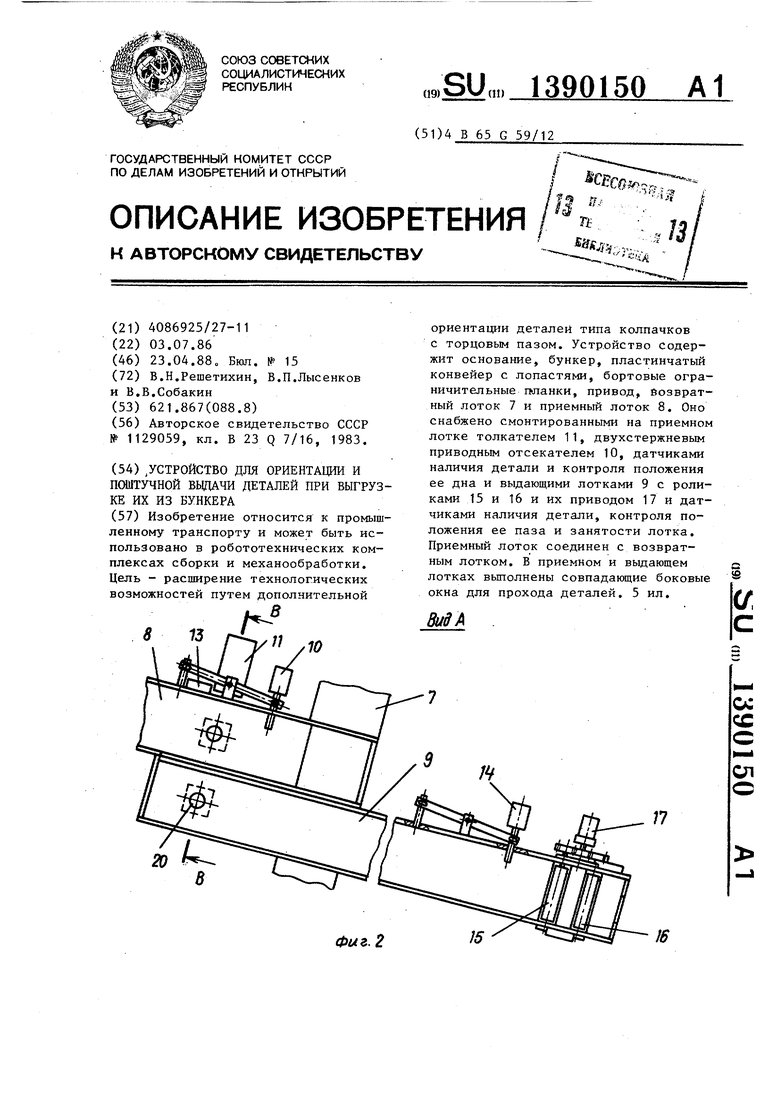
Фи8.1
Ю
ВидБ
1 /«
/7
Фиг.3
т
20
8 В
Л
12
Фиэ.
Фиг. 5
}5 ff
| Элеваторное загрузочное устройство | 1983 |
|
SU1129059A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
