1206314
2. Фурма по п.I, отлича- 3. Фурма по пп. 1 и 2, о т л и- ю щ а я с я тем , что спираль - чающаяся тем, что охлажда- имеет по крайней мере три за- емые трубки соединены с трактом хода.подвода охладителя трубками, установленными внутри стальной трубы.
1
Изобретение относится к металлургии, в частности к устройствам для продувки расплавов.
Цель изобретения - повышение сткости фурмы.
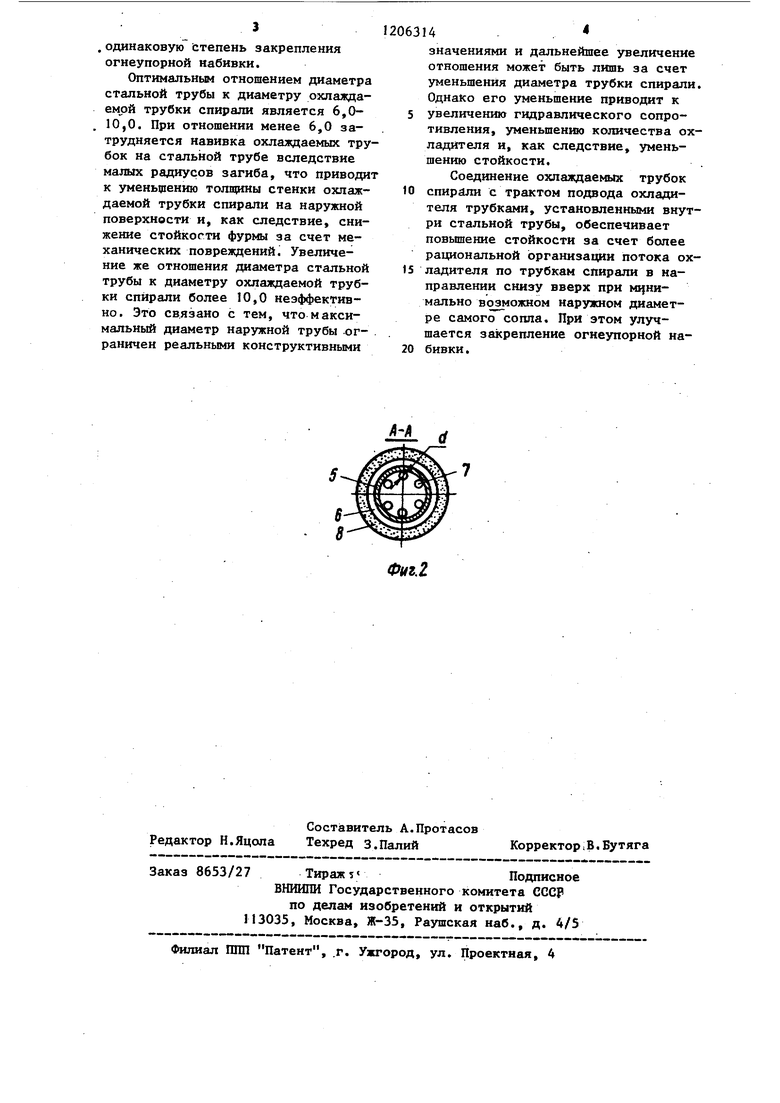
На фиг. 1 изображена фурма, общий вид, в разре зе на фиг. 2 - разрез А-А на фиг, 1.
Фурма содержит тракт 1 для подвода реагента, тракт 2 для подвода охладителя, тракт 3 для отвода охладителя и погружное сопло 4, состоящее из стальной трубы 5 и отдельной арматуры 6, расположенной на наружной поверхности трубы 5 и выполненной в виде многозаходной спирали с шагом In из медных охлаждаемых трубок, соединенных с трактами подвода и отвода охладителя трубками 7, расположенными внутри стальной трубы 5. Снаружи стальная труба защищена огнеупорным покрытием 8.
Фурма работает следующим образом.
Реагент из тракта 1 поступает в погружное сопло 4 и поступает в расплав. Огнеупорное покрытие 8 на внешней поверхности стальной трубы 5 удерживается спиралью из медных трубок арматуры 6. Охладитель из тракта 2 по трубкам 7, расположенным внутри стальной трубы 5, поступает в трубки спиральной арматуры 6 и протекает по ним снизу вверх, охлаждает их и удаляется в тракт 3 отвода охладителя. Благодаря охлаждению трубки спирали не теряют своей армирующей способности для огнеупорного покрытия погружаемого сопла даже при очень высоких температурах продуваемого жикого металла (до 1950 С), характерных для окислительной продувки нержавеющей стали в электродуговой печи.
5
0
5
0
5
0
5
Необходимость выполнения многозаходной спирали объясняется малым расходом охладителя через одну трубку вследствие высоких гидравлических сопротивлений при большой длине сопла.Многозаходная спираль (состоящая из нескольких охлаждаемых трубок, навитых на стальную трубу) позволяет увеличить расход охладителя пропорционально количеству заходов. Кроме того, существенно уменьшается гидравлическое сопротивление в Кс1ждой трубке (спирали) , поскольку уменьшается количество витков каждой отдельной спирали.
При количестве заходов менее трех
существенно уменьшается стойкость фурмы, поскольку количества охладителя, пропускаемого трубками спирали, недостаточно для охлаждения фурмы. Это приводит к кипению охладителя (воды), образованию накипи и последующему прогару.
Оптимальным, с точки зрения закрепления огнеупорного покрытия на трубе при помощи спирали, является отношение шага спирали h к диаметру охлаждаемой трубки спирали, ё в пределах 1,5-3,0. При отношении h/j менее 1,5 зазор между трубками слишком мал и полностью исчезает при ,0. В этом случае огнеупорное покрытие прилегает к трубкам лишь с одко.4 (наружной) стороны, т,е. ухудшается армирующая способность спирали. Поэтому шаг навивки спирали -должен обеспечивать нанесение огнеупорной набивки вокруг охлаждаемых трубок. При отношении h / ( более 3,0, трубки находятся слиш- KOI.S далеко одна от другой и огнеупорная обмазка плохо удерживается спиралью, может скалываться и вымываться.
Постоянство шага спирали по высоте погружаемого сопла обеспечивает
,одинаковую степень закрепления огнеупорной набивки.
Оптимальным отношением диаметра стальной трубы к диаметру охлажда- емрй трубки спирали является 6,0- 10,0. При отношении менее 6,0 затрудняется навивка охлаждаемых трубок на стальной трубе вследствие малых радиусов загиба, что приводит к уменьшению толщины стенки охлаждаемой трубки спирали на наружной поверхности и, как следствие, снижение стойкости фурмы за счет механических повреждений. Увеличение же отношения диаметра стальной трубы к диаметру охлаждаемой трубки спирали более 10,0 неэффективно. Это св.язано с тем, что максимальный диаметр наружной трубы -о г- раничен реальными конструктивными
06314 - .
значениями и дальнейшее увеличение отношения может быть лишь за счет уменьшения диаметра трубки спирали. Однако его уменьшение приводит к
5 увеличению гидравлического сопротивления, уменьшению количества охладителя и, как следствие, уменьшению стойкости.
Соединение охлаждаемых трубок
10 спиргиш с трактом подвода охладителя трубками, установленными внутри стальной трубы, обеспечивает повышение стойкости за счет более рациональной организации потока ох15 ладителя по трубкам спирали в направлении снизу вверх при М1|ни- мально возможном наружном диаметре самого сопла. При этом улучшается закрепление огнеупорной на20 бивки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФУРМА ДЛЯ ПРОДУВКИ РАСПЛАВА МЕТАЛЛА И ВВОДА В РАСПЛАВ ПОРОШКООБРАЗНЫХ РЕАГЕНТОВ | 1998 |
|
RU2134303C1 |
| Фурма для продувки металла | 1981 |
|
SU1006501A1 |
| Фурма для продувки жидкого металла | 1979 |
|
SU863657A1 |
| Фурма для продувки металла | 1978 |
|
SU952971A1 |
| Кислородная фурма | 1981 |
|
SU1002365A1 |
| Фурма для продувки металла | 1978 |
|
SU800204A1 |
| Фурма для глубинной подачи газопорошковых реагентов в металл | 1985 |
|
SU1301846A1 |
| Топливокислородная фурма | 1986 |
|
SU1404529A1 |
| Способ формирования окружного армирования цельнотянутого полого изделия, способ получения армированной полимерной трубы (варианты) и устройства для осуществления указанных способов | 2016 |
|
RU2626039C1 |
| Фурма для подачи кислорода в конвертер | 1989 |
|
SU1643617A1 |

Редактор Н.Яцола Заказ 8653/27
Сост)звитель А.Протасов Техред 3.Палий
Корректор;
Тираж 5 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ПШ1 Патент, .г. Ужгород, ул. Проектная, 4
Фуг.2
Корректор; В. Бутяга
| Патент США № 3751019, кл | |||
| Способ нагрева эквипотенциального катода в электронных вакуумных реле | 1921 |
|
SU266A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
| Патент США № 3833209, кл | |||
| Способ нагрева эквипотенциального катода в электронных вакуумных реле | 1921 |
|
SU266A1 |
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
