Изобретение относится к устройст вам, применяемым в однопозиционных и многопозиционных установках для нагрева металлопроката прямым про- пусканиен через него электрического тока с принудительной компенсацией температурного удлинения нагреваемой заготовки.
Цель изобретения - обеспечение расширения технологических возможностей за счет регулирования смещения головки при температурном удлинении нагреваемых заготовок.
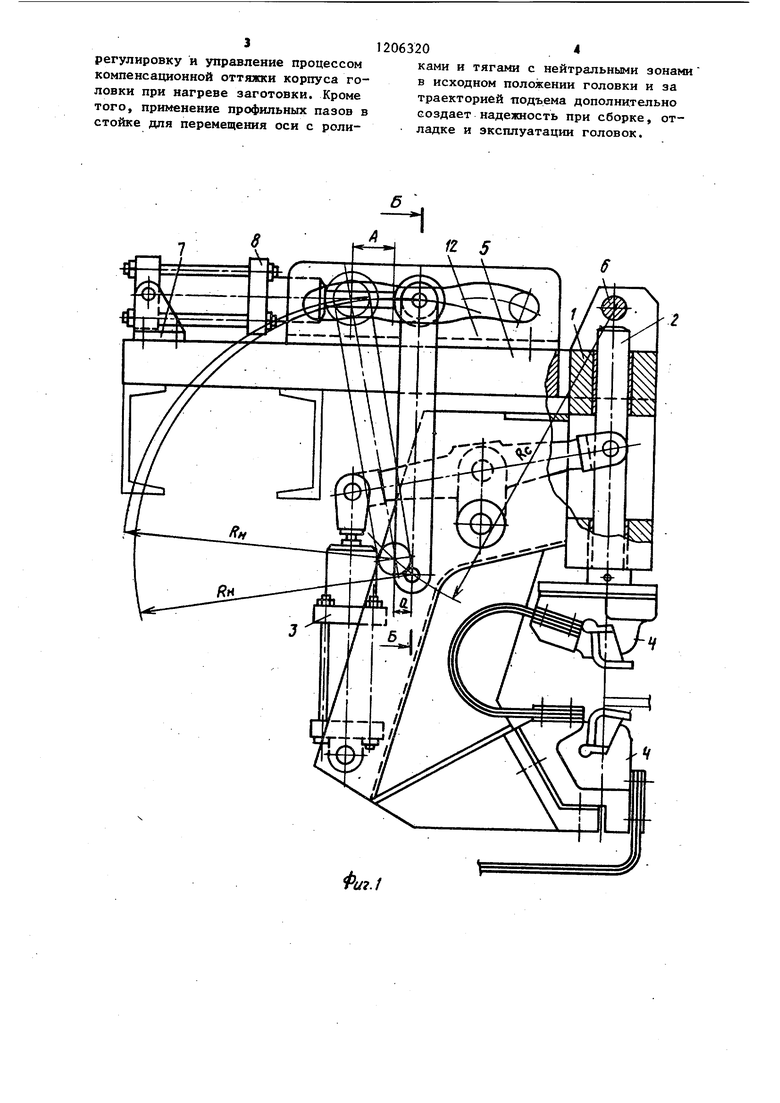
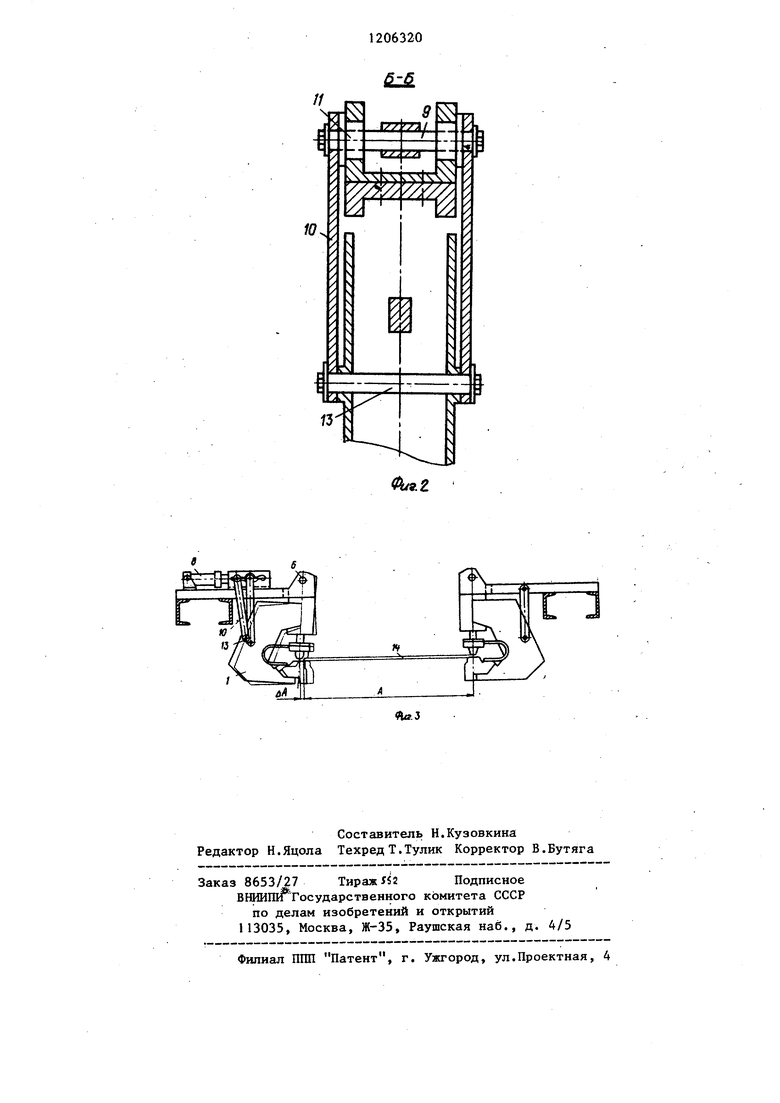
На фиг.1 изображена головка, общий вид; на фиг.2 - сечение Б-Б на фиг.1; на фиг.З - электроконтактная установка, общий вид.
Зажимная головка электроконтактной установки содержит корцус 1, в котором смонтирован зажимной шпиндель 2, зажимной цилиндр 3, связанный через поворотный рычаг со шпинделем 2, и подконтактные колодки 4 с контактами..Механизм перемещения головки, содержащий балку 5 в проушине которой на поворотной оси 6 . подвешен корпус 1. Ось 6 является стационарной и относительно ее происходит поворот всего корпуса 1. На верхней плоскости балки 5 закреплены шарнирные упоры 7 с поворотным цилиндром 8, щток которого шарнирно связан с осью 9, на которой между тягами 10 установлены ролики 11, размещенные в профильных пазах стойки 12. Вторые концы тяг 10 шарнирной осью 13 соединены с корпусом 1. В исходном нейтральном положении тяги 10 расположены вертикально. Профильные дугообразные пазы стойки 12 имеют нейтральные зоны, вьшолненные с радиусом траектории ролика R, большим межцентрового расстояния осей 9 и 13 тяги 10, и расположенный между ними профиль подъема А , выполненный увеличенным пропорционал но величине а компенсационного смещения головки, чтобы значительно расширить зону регулирования и управления процессом температурного удлинения заготовки, что приобретает важное значение при малых величинах удлинения. Центры кривизны указанных нейтральных зон находятся: первая - в точке, соответствующей нейтральному положению оси 13 в начале процесса нагрева, и вторая - в точке, соответствующей положению оси 13 в конце процесса нагрева, за
5
0
5
0
5
0
5
0
даваемому компенсационным смещением а головки и дугой радиусом R, равным межцентровому расстоянию осей 6 и 13. В установке правая головка является неподвижной, а левая головка - поворотная. Пазы могут быть выполнены в симметричном варианте, что позволяет увеличить срок службы стоек.
Зажимная головка электроконтактной установки работает следующим образом.
Нагреваемая заготовка I4 зажимается в контактах подконтактных колодок 4 шпинделем 2, усилие на который передается от зажимного цилиндра 3 через поворотный рычаг. При пропускании по заготовке электрического тока, который подается от понижающего силового трансформатора по токоподводящей шине к нижней подконтактной колодке 4, заготовка 14 начинает нагреваться. Для компенсации удлинения при нагреве заготовки корпус 1 головки необходимо смещать в сторону продольного удлинения нагреваемой заготовки, для чего посредством цилиндра 8, роликов 11 и тяг 10 осуществляют его поворот относительно оси 6.
Перед вьшолнением нагрева ролики 11 находятся в первой (исходной) нейтральной зоне траектории профильных пазов стойки 12. При нагреве заготовки и ее удлинении происходит компенсационный поворот корпуса I головки за счет перемещения роликов по профилю подъема А (фиг.1), причем этот рабочий участок- траектории роликов 11 увеличен пропорционально компенсационному смещению а головки. Далее ролики 11 перемещаются ко второй нейтральной зоне профильных пазов, при этом смещение корпуса 1 головки не происходит.
После окончания цикла нагрева заготовки контакты подконтактных колодок. 4 разжимаются, и корпус 1 головки за счет обратного хода цилиндра 8 и возвращения роликов 11 в первую нейтральную зону устанавливается в исходное нейтральное положение.
Применение предлагаемой крнструк- ции позволяет улучшить условия токо- 5 подвода за счет полного освобождения пространства под головками от энергопоглощающих масс металла, позволяет качественно и удобно обеспечить
31206320.
регулировку и управление процессом ками и тягами с нейтральными зонами компенсационной оттяжки корпуса го- в исходном положении головки и за ловки при иагреве заготовки. Кроме траекторией подъема дополнительно того, применение профильных пазов в создает надежность при сборке, от- стойке для перемещения оси с роли- ладке и эксплуатации головок.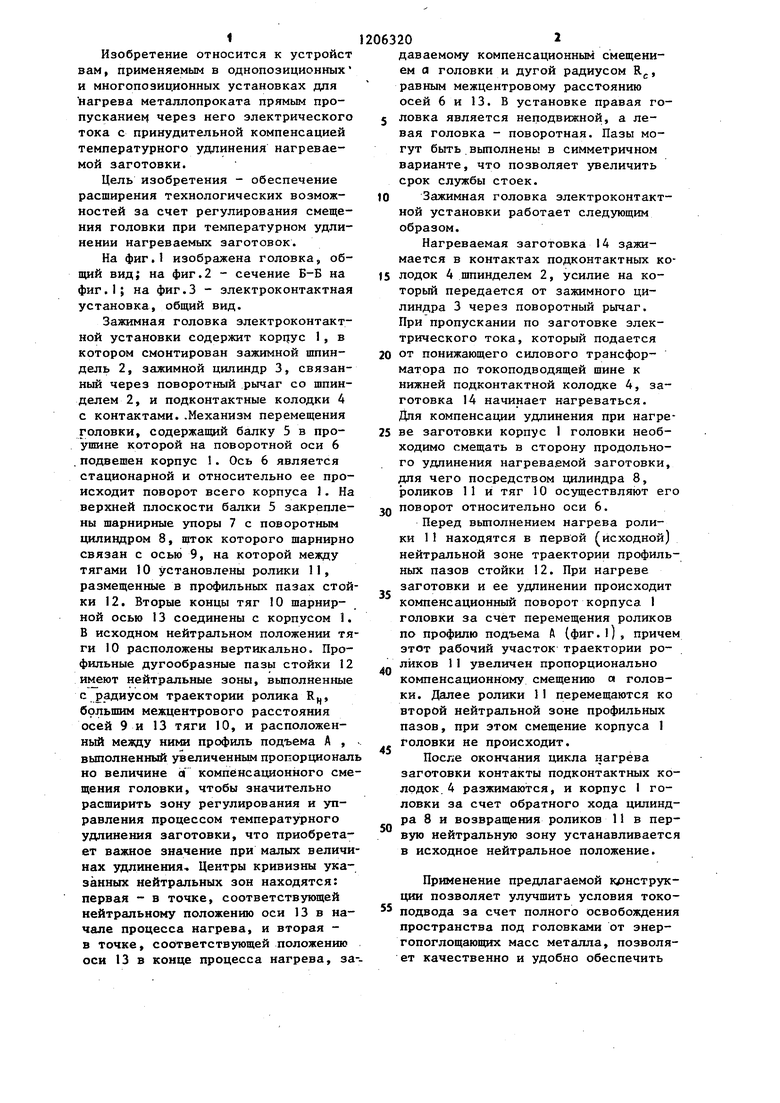
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухпозиционная электроконтактная установка для нагрева заготовок | 1989 |
|
SU1669989A1 |
| Двухпозиционная электроконтактная установка для нагрева заготовок | 1984 |
|
SU1206321A1 |
| Многопозиционная электроконтактная установка | 1972 |
|
SU438718A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕКЛАДКИ ДЛИННОМЕРНЫХЗАГОТОВОК | 1970 |
|
SU260665A1 |
| Сверлильный станок | 1985 |
|
SU1355369A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Станок для фрезерования мест сопряжений деревянных деталей | 1984 |
|
SU1219350A1 |
| АГРЕГАТ ДЛЯ ЗАКАТКИ КОНЦОВ ТРУБНЫХ ИЗДЕЛИЙ | 1989 |
|
SU1783677A1 |
| Автомат для двустороннего накатывания резьбы | 1980 |
|
SU940969A1 |
| ЭЛЕКТРОКОНТАКТНАЯ УСТАНОВКА ТЕРМИЧЕСКОЙ ОБРАБОТКИ И ПРАВКИ РАСТЯЖЕНИЕМ ТРУБ, ПРУТКОВ И ПРОФИЛЕЙ | 2011 |
|
RU2453613C1 |
f3
/1/4
| Романов Д.И | |||
| Электроконтактный нагрев металлов | |||
| М.:Машиностроение, 1965, с.133. | |||
| Там же, с.118. |
