10
20
25
I20632I
Изобретение относится к устройствам , применяемым для нагрева ме- таллопроката прямым пропусканием через него электрического тока при различных операциях горячего формообразования и термообработки.
Цель изобретения - обеспечение универсальности установки за счет расширения технологических.возможностей.
На фиг.1 изображена установка, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на иг.2; на фиг,4 - схема установки.
Установка содержит два одинаковых нагревательных модуля 1 и 2, 5 каждый из которых состоит из корпуса 3, зажимных подвижной головки 4 и неподвижной головки Д, подкон- тактных колодок 6 с контактами, силового однофазного трансформатора 7 с шинами 8. Модули установлены таким образом, что неподвижные гоовки размещены по диагонали. В па- pe модули установлены зажимными головками подвижной 5 и неподвижной 6 соосно друг относительно друга, и подконтактные колодки 6 у диагонально-противолежащих зажимных головок . 5 кратчайшим путем соединены шинопро- водом 9, состоящим из водоохлаждае- мого стержня 10 с односторонним глухим пазом, рукава 11 с герметичным зажимом в виде хомута 12.
ЭЛектроконтактная установка для нагрева заготовок работает следую- 35 щим образом.
Шинопровод 9 соединяет неподвижные зажимные головки 5 обоих модулей. При этом варианте представляется возможность осуществлять нагрев заготовок на двух нагревательных позициях, образуемых подвижной 4 и неподвижной 5 головками модулей 1 и 2, причем нагрев может осуществляться как одновременно двух заготовок на обоих позициях нагрева, так и раздельно на каждой нагревательной позиции.
В режиме одновременного нагрева все операции осуществляются в следующей последовательности: заготовки, подлежащие нагреву, загружаются на нагревательные позиции, образуемые подвижной 4 и неподвижной 5 зажимными головками; по команде от кноп- 55 ки осуществляется зажим заготовок в контактных зажимах головок 4 и 5; при достижении необходимого усилия
30
40
45
50
ко пр вк ся тр вл со ны тр пи пе ра ду пр ру за по пр ди де кн мы пр вл та за их ци
ре ра в с го дя мо эт ся на го ра лов етс лод .вре и в ция поз пер диц рат тем поз
поз воз мож мер
контактного зажима по команде, например , реле давления происходит включение контакторов, т.е. подается электропитание на оба силовых трансформатора и начинает осуществляться нагрев заготовок, при этом согласно фиг.4 ток, индуктированный во вторичной обмотке левого трансформатора, циркулирует по цепи, образуемой зажатой заготовкой первой нагревательной позиции и обратным шинопроводом 9, а ток, индуктируемый во вторичной обмотке правого трансформатора, циркулирует по цепи, образуемой зажатой заготовкой второй нагревательной позиции и тем же шинопроводом 9; при достижении заготовками необходимой температуры нагрева по команде контрольного прибора или нажатием кнопки производится отключение (размыкание) контакторов, т.е. нагрев прекращается и одновременно осуществляется разжим заготовок в контактах головок 4 и 5; обе нагретые, заготовки снимаются с позиций, на их место загружаются холодные, и цикл нагрева повторяется.
В режиме работы установки с нагревом заготовок со смещением температуры все операции осуществляются в такой же последовательности, но с той лишь разницей,.что нагрев заготовки на первой позиции производят примерно на половину необходимой температуры, затем нагрев на этой позиции выключается, а греется заготовка до конечной температуры на второй позиции. При получении за- . готовкой второй позиции конечной температуры нагрев на ней вьжлючается, головки разжимаются, заготовка снимается и на ее место загружается холодная. Затем она зажимается одно- .временно с заготовкой .первой позиции и включается нагрев на обеих позициях. Теперь уже заготовка на первой позиции нагревается до конечной тем- пературы, а заготовка на второй по- диции получает половинную темпера- ратуру, т.е. нагрев до конечной температуры производится на обеих позициях попеременно.
Применение предлагаемой установки позволяет расширить технологические возможности за счет того, что возможно нагревать различные типораз- обрабатываемых заготовок.
А-Л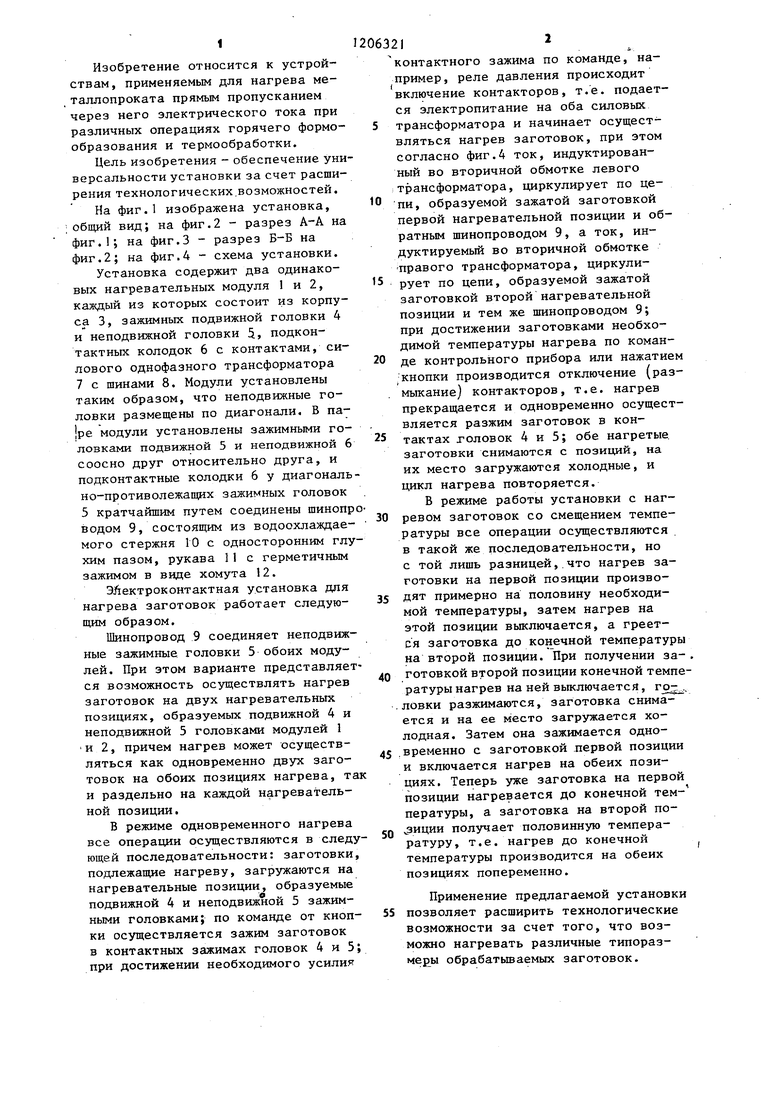
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухпозиционная электроконтактная установка для нагрева заготовок | 1989 |
|
SU1669989A1 |
| Многопозиционная электроконтактная установка | 1972 |
|
SU438718A1 |
| Устройство для электронагрева металлических заготовок методом сопротивления | 1950 |
|
SU96534A1 |
| Электронная установка непрерывного действия | 1971 |
|
SU481142A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОТЕРМИЧЕСКОГО ВОЗДЕЙСТВИЯ НА ЗАГОТОВКУ | 1997 |
|
RU2118581C1 |
| ЭЛЕКТРОКОНТАКТНОГО НАГРЕВА ИЗДЕЛИЙ | 1971 |
|
SU309051A1 |
| Автоматическая контактная машина для нагрева круглых прутков | 1950 |
|
SU92005A1 |
| Установка для пайки стыковых соединений трубчатых изделий | 1989 |
|
SU1668064A1 |
| Двухпозиционный агрегат для электроконтактной термообработки профильного проката | 1983 |
|
SU1068504A1 |
| Устройство для изготовления упрочненных пружин | 1976 |
|
SU751480A1 |

11
Фиг.
HOtp xmtMHajt позиции
f маг1№Й 1тельноя аозинии Фиг.Ч
-т.
| Романов Д.И | |||
| Электроконтактный нагрев металлов | |||
| М.: Машиностроение, 1965, с.116 | |||
| Там же, с.132. |
