2. Станок по п. 1, отличающийся тем, что механизм центрирования корпуса гитары выполнен в виде двух пар симметрично расположенных и подвижных перпендикулярно продольной оси стола губок, которые расположены в поперечных пазах стола и в нижней части имеют жестко соединенные с ними переставные толкатели, встречные концы которых подпружинены один относительно другого и несут ролики, и установленной в продольных направляющих стола тяги, которая в зоне расположения роликов на толкателях снабжена
1
Изобретение относится к деревообраба- тываюа1,ей промышленности и предназначено для фрезерования гнезда в корпусе гитары и шина в пятке грифа под соединение Traia ласточкина хвоста.
Цель изобретения - повышение точности обработки гнезда в корпусе гитары и шипа в пятке грифа гитары под соединение типа ласточкина хвоста.
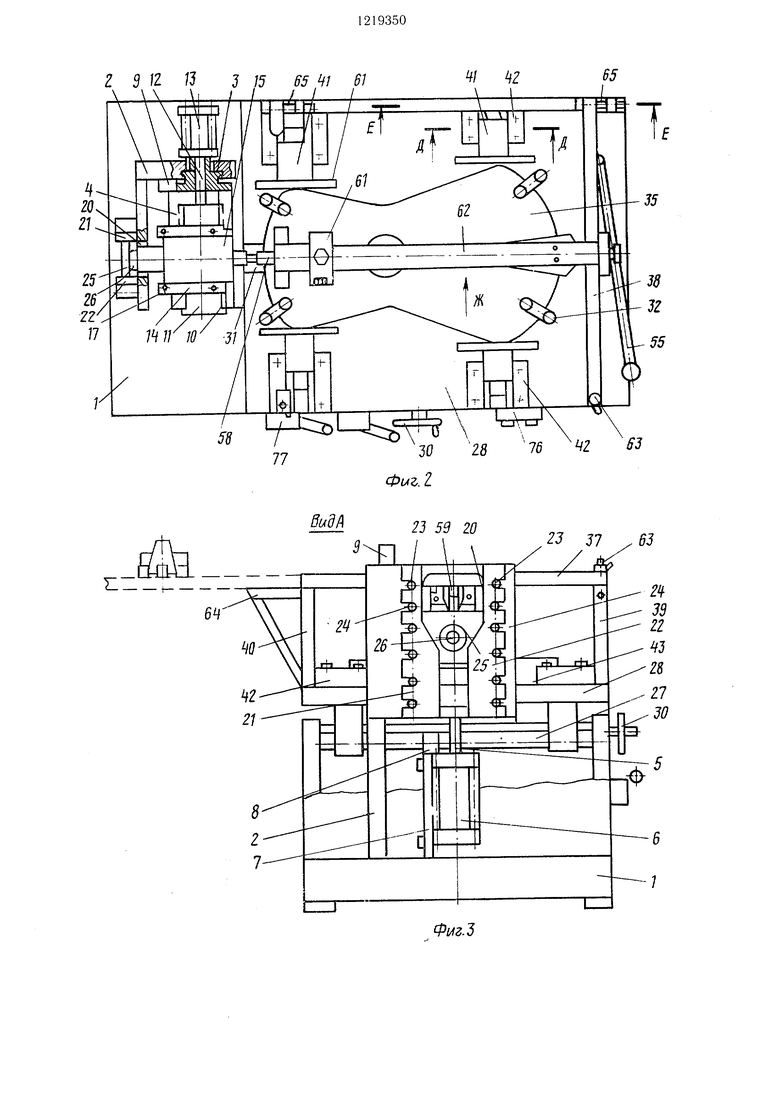
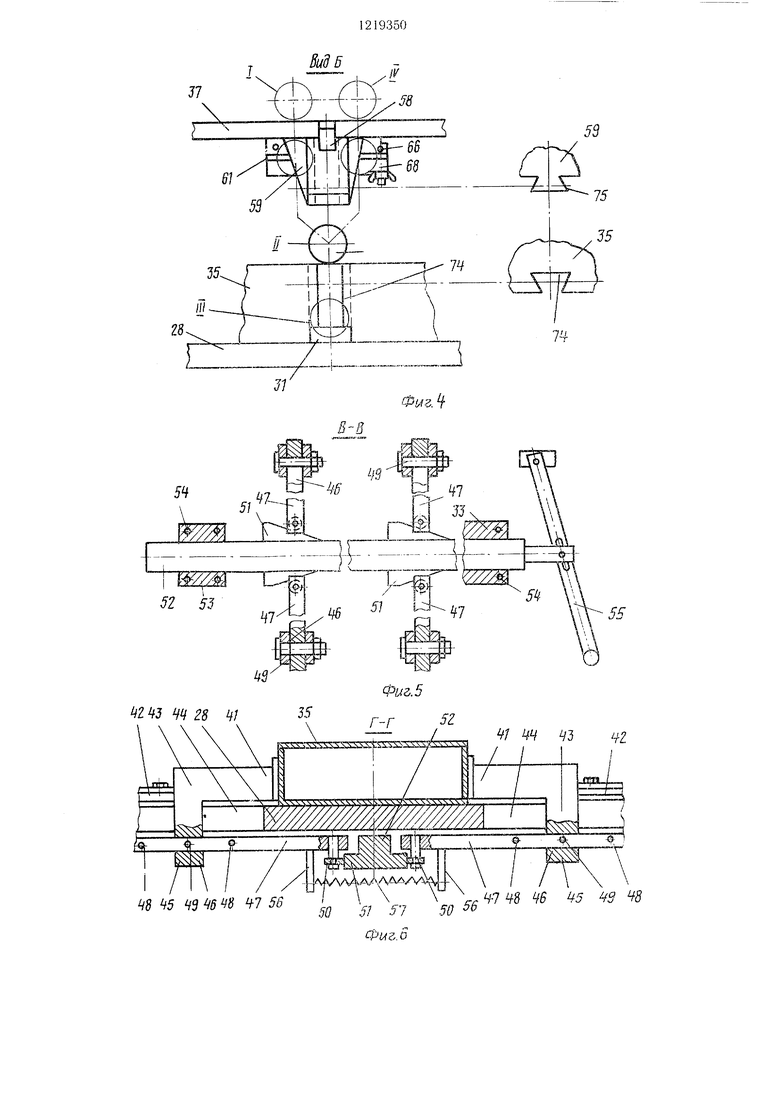
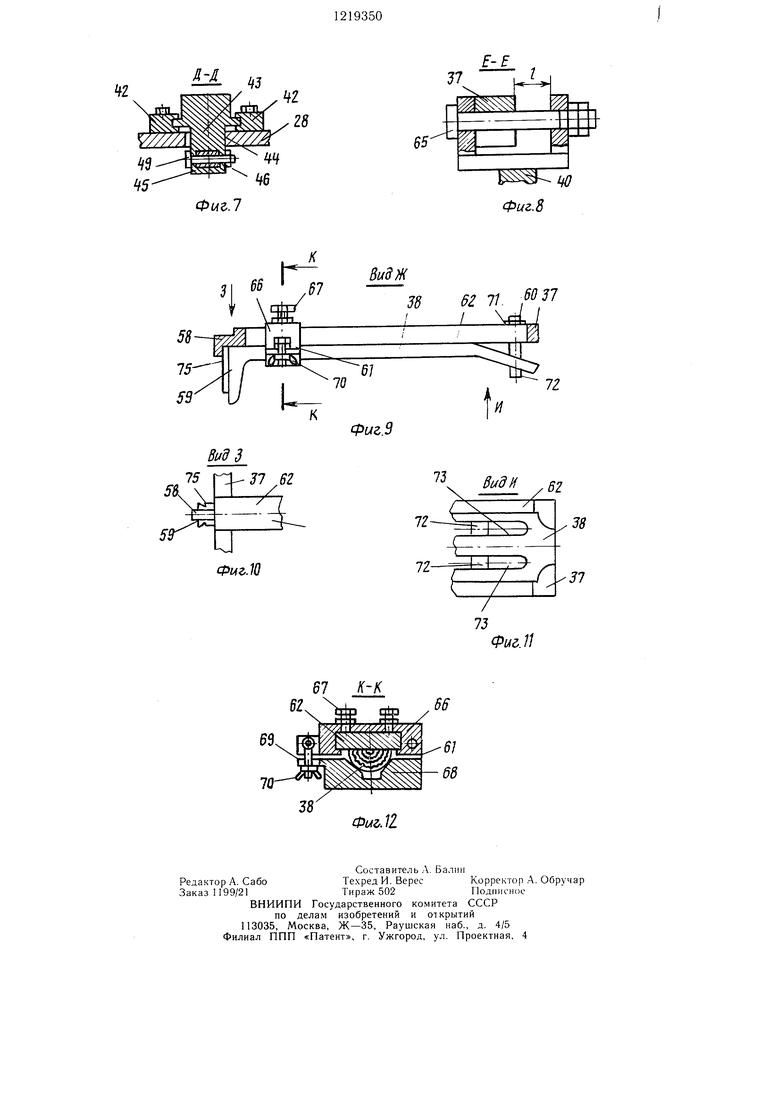
На фиг. 1 показан станок, обш,ий вид; на фиг. 2 - то же, вид в плане; на фиг. 3 - вид А на фиг. 1; на фиг. 4 - вид Б на фиг. 1; на фиг. 5 - сечение В-В на фиг. 1; на фиг. 6 - сечение Г-Г на фиг. I; на фиг. 7 - сечение Д-Д на фиг. 2; на фиг. 8 - сечени Е-Е на фиг. 2; на фиг. 9 - вид Ж на фиг. 2; на фиг. 10 - вид 3 на фиг. 9; на фиг. 11 - вид И на фиг. 9; на фиг. 2 - сечение К-К на фиг. 9.
Станок для фрезерования гнезда в корпусе гитары и шипа в пятке грифа гитары содержит станину 1, на которой жестко зак)еплена стойка 2, снабженная вертикальными направляюш.ими 3, в которых установлена с возможностью перемеш.ения каретка 4, взаимодействуюш,ая со штоком 5 пневмо-гидроцилиндра 6 подачи, установленного на кронштейне 7 станины. На этом же кронштейне 7 установлен нижний конечный выключатель 8 хода каретки 4. Верхний конечный выключатель 9 установлен на стоЙ1се 2.
Каретка 4 снабжена поперечными горизонтальными направляюшими 10, в которых установлен с возможностью перемешения суппорт 11, связанный со штоком 12 пневмо- гидроцилиндра 3, жестко закрепленного на каретке 4.
Суппорт 11 снабжен продольпыми горизонтальными направляющими 14, в которых
двусторонними клиньями для взаимодействия с роликами.
3. Станок по пп. 1 и 2, отличающийся тем, что откидная зажимная рама грифа гитары снабжена упором, который установлен за задними стойками стола и регулируемыми по ее длине це трирую1дим и зажим}1Ым элементами, при этом рама шарнирно соединена с задними стойками стола, а передние стойки стола снабжены фиксаторами откидной зажимной рамы грифа гитары в рабочем положении.
2
установлен с возможностью перемешения электрофицированный рабочий шпиндель 15 (фрезерная головка) с фрезой 16, который может фиксироватрзся в требуемом поло- женин посредством винтов 17.
В стойке 2 выполнен вертикальный паз 18 для обеспечения возможности закрепления на каретке 4 пневмо-гидроцилиндра 13.
Стойка 2 снабжена также кронштейном 19 с вертикальным пазом 20, по обеим сторонам которого установлены левый 21 и правый 22 копиры, закрепленные батта- ми 23, установленными в пазах 24 копиров 21 и 22.
Левый 21 и правый 22 копиры установлены с возможностью поочередного взаимодействия с роликом 25, установленным с возможностью вращения на копировальном пальце 26, жестко закрепленном на электрифицированном рабочем шпинделе 15.
На поперечных направляющих 27 станины 1 установлен с возможностью поперечного перемещения стол 28, снабженный винтовым механизмом 29 поперечного перемешения с приводом от рукоятки 30.
Стол 28 снабжен упором 31, верхними нрижимами 32 и осевым прижимом 33, нодпружиненными нружиной 34 для фиксации корпуса 35 гитары. На столе 28 размеп ен также механизм 36 центрирования корпуса 35 гитары и откидная зажимная рама 37 грифа 38 гитары, установленная на передних 39 и задних 40 стойках стола 28.
Механизм центрирования 36 корпуса 35 гитары выполнен в виде двух нар симметрично расположенных плоских центрирующих губок 41, установленных с возможностью взаимодействия с боковыми сторонами корпуса 35 гитары при перемещении в направляющих 42, жестко закрепленных
на столе 28, в направлении, перпендикулярном продольной оси корпуса 35 гитары.
Плоские центрирующие губки 41 снабжены кронштейнами 43, расположенными в поперечных пазах 44 стола 28, в нижних концах 45 которых виполнены пазы 46 с установленными в них с возможностью перемецдения переставными толкателями 47, в которых выполне1 ы отверстия 48 но числу типоразмеров обрабатываемых корпусов гитар.
Толкатели 47 стопорятся в требуемом положении с помощью фиксаторов 49 и снабжены на концах установленными с возможностью вращения роликами 50, взаимодействующими с двусторонними клиньями 51 тяги 52, установленпой с возможностью пере.мещения в направляющих 53, закрепленных на столе 28 болтами 54.
Тяга 52 П1арнирно соединена с рукояткой 55 управления механизмом 36 центрирования, один из концов которой щарнирпо закреплен на столе 28. Толкатели 47 снабжены упорами 56, взаимодействующими с противоположны.ми копца.ми пружины 57 растяжения, постоянно прижимающей ролики 50 к двусторонним клиньям 51.
Откидная зажимная рама 37 грифа 38 гитары снабжена упором 58, взаимодействующим с пяткой 59 грифа 38 гитары и регу.тируемыми центрирующим 60 и зажимным 61 элементами, расположенными на продольной траверсе 62 откидной зажимной рамы 37. Откидная зажимная рама 37 щарнирно соединена с задними стойками 40 стола 28 и в рабочем положении фиксируется па передних стойках 39 стола 28 фиксатора.ми, выполненными в виде откидных болтов 63 с гайками.
В откинутом положении откидная зажимная рама 37 опирается на упоры 64, закрепленные на столе 28, причем она установлена с возможностью перемещения вдоль осей 65 щарнирного соединения откидной зажимной ра.мы 37 и задних стоек 40 на величину Е, необходимую для пятки 59 грифа 38 гитары из зоны обработки.
Зажимной элемент 61 выполнен в виде ползуна 66, перемещаемого вдоль продольной траверсы 62 откидной зажимной рамы 37, фиксируемого в требуемом положении виптами 67 и снабженного зажи.мной призмой 68, затягиваемой винтом 69 с гайкой 70.
Цептрируюп ий элемент 60 выполнен регулируемым за счет перемещения вдоль продольной траверсы 62, фиксируется в требуемом положении гайками 71 и снабжен центрирующими упора.ми 72, взаи.модействую- щими с пазами 73 в головке грифа 38 гитары.
Фреза 16 занимает перед началом обработки одно из положений I или iV (фиг. 4), перед заходом в тело корпуса 35
5
5
п тары - юложенпе И, в колце обработки гнезда 74 в корпусе 35 гитары - положение III.
В пятке 59 грифа 38 гитары выпол- J няетсн при обработке пит 75. На передней па11ели станка расположены кнопки 76 управления электроприводом и рукоятки 77 управ,1ения inieBN о-гидроцилиндрами в настроечном режиме. Элементы пневмо (гндро) автоматики не показаны). 0Станок работает следуюнхим образом.
Перед началом работы производят настройку фрезы 16, закрепленной на э. 1ектро- фицированном рабочем ннтинделе 15 на требуемый размер обработки.
;1, 1Я )егулировки размера обрабатываемых элементов соедине} ия типа ласточкина хвоста корпуса 35 гитары и пятки 59 грифа 38 гитары вдоль продольной оси ослабляют винты 17, устапавливают электрифицированный рабочий нтиндель 15 в не- 0 обходимом положении пере.мещепием его вдо. 1Ь |;аправляю1иих 14 суппорта 11 и фик- сир , ют его затяжкой винтов 17.
Грубая установка продольной оси сто.ча 28, совпадающей с продольной осью корпуса 35 гитары отпосите.мьно оси электри- фицнровампого рабочего птинделя 15 с фрезой 16 осуществ. тется путем поперечного переменшния стола 28 вдоль нанрав- ляюии1Х 27 станины 1 вращением рукоятки 30 винтового .механизма 29 нонеречно- го перемещения.
Точная .настройка поперечр|ых размеров обрабатываемых элементов соединения тина ласточкина хвоста осуп ествляется путем смещения левого 21 и правого 22 копиров относительно Бертика;1ьпого паза 20 кронштейна 9 стойк.ч 2 вдоль выполпенных в них пазов 24, с последуюндей их фиксацией путем затяжки болтов 23. В случае необходимости (износ копиров, смена типоразмеров обрабатываемых изделий) ролики 25 копировального пальца 26 могут 0 устанавливаться различного диаметра в целях регулировки ноперечных размеров обрабатываемых мест.
Вертикальное перемещение электрифицированного рабочего 1нпинделя 15 с фрезой 16 регулируется путем установки в необходимо.м положении 9 и нижнего 8 конечных выключателей. В центре стола 28 устанавливается корпус 35 гитары, которьп осевым прижимом 33 с пружиной 34 поджимается к упору 31, неподвижно закрепленному на столе 28.
Поворотом рукоятки 55 влево тяга 52 с двусторонними клиньями 51 неремен ается в направляющих 53 стола 28. При этом толкатели 47 под действием пружин 57 5 растяжения, взаимодействующих с их упорами 56, перемещаются к центру стола 28, причем ролики 50 постоянно взаимодействуют с двусторонними клиньями 51. Плоские
0
5
5
0
центрирующие губки 41, связанные через кронштейны 43 с толкателями 47, равномерно сходятся к центру стола 28, совмещая нродольную ось корпуса 35 гитары с нродольной осью стола. Затем корпус 35 гитары закрепляют верхними прижимами 32.
При необходимости регулировки механизма 36 центрирования на другой типоразмер корпуса 35 гитары освобождают фиксаторы 49 из отверстий 48 и перемещают толкат,ели 47 в пазах 46 кронштейнов 43 на необходимое расстояние, носле чего стопорят толкатели 47 фиксаторами 49.
Далее па откидную зажимную раму 37, лежащую на упорах 64 стола 28, устанавливается гриф 38 гитары. В осевом направлении гриф 38 гитары сдвигается до упора пятки 59 грифа в упор 58. От- г.осш сльио продольной оси центрирование грифа 38 гитары обесточивается центрирую- ш.ими уггорами 72, входя1цими в пазы 73 в головке 1 рифа 38 гитары и зажп.мной нриз.мой 68 зажимного элемента 61, затя- И15аемой винтом 69 с гайкой 70. Для ;)егу..чнровки при обработке различных типо- размеров 1-ри(|зов центрирующий 60 и за- /кимлой 61 элементы смеп1.аются вдо;1ь п)одо;1ьиой траверсы 62 и фиксируются в рабочем положенпп гайками 71 н винтами 67 соответственно.
После того, как гриф 38 гитары от- центрирован и зажат зажимной призмой 68, откидная зажимная рама 37 поворачивается вокруг осей 65 и ложится на передние стойки 39 стола 28. Затем откидная зажимная рама 37 смещается вдоль осей 65 на расстояние F в сторону фрезы 16 и фиксируется в рабочем положении на передних стойках 39 стола 28 с помощью откидных болтов 63 с гайками.
Если перед обработкой фреза 16 занимала г оложение 1, то при включении станка шток 12 пневмо-гидроцилиидра 13, закрепленного на каретке 4, стремится сместить сунпорт 11 с установленным на нем электрифицированным рабочим шпинделем 15 в левую сторону от нродольной оси станка, фижимая тем самым ролик 25 копиро- Бального пальца 26, жестко закрепленного на электрифицированном рабочем шпинделе 15, к левому копиру 21. Одновременно с этим каретка 4 начинает перемещаться вниз в направляюн;их 3 под действием штока 5 пневмо-гпдроцилиндра подачи 6, установлен- ного на кронштейне 7 станины 1.
Фреза 16 начинает обработку левой сто- 1)оны шипа 75 пятки 59 грифа 38 гитары. В конце об работки шипа 75 при дальнейшем движении каретки 4 вниз ролик 25,
следуя по траектории, задаваемой контуром левого копира 21, смещается к продольной
g
5 5
0 5
„ 5 0
5
оси станка, смещая при этом и электро- фицированный рабочий шпиндель 15 с суппортом 11 в направляющих 10 каретки 4. Фреза 16 приходит в положение И, при котором- ось электрофицированного рабочего шпинделя 15 совпадает с продольной осью станка и корпуса 35 ги.тары.
При дальнейшем движении каретки 4 вниз фреза 16 обрабатывает гпездо 74 в корпусе 35 гитары. В конце рабочего хода вниз, когда фреза 16 приходит в положение III, срабатывает нижний конечный выключатель 8.
Происходит переключение пневмо-гидро- цилиндра 13, гиток 12 которого стремится сместить суппорт 11 в направляющих 10 в правую сторону от продольной оси станка, ролик 25 к правому копиру 22. Одновременно происходит переключение гшевмо-гидроцилиндра 6, IUTOK 5 которого пачи.нает перемещать каретку 4 вверх.
Как только фреза 16 дойдет до положения 11, ролпк 25, следуя по траектории, задаваемой контуром правого коппра 22, смещаетея в правую сторону от продольной оси станка, смещая при этом и элек- трофицировапный рабочий шпиндель 15 с суппортом 11 в направляюпшх 10 каретки 4.
При дальнейшем движении каретки 4 вверх под действием 1птока 5 пневмо- гидроцилиидра 6 подачи фреза 16 обрабатывает правую сторону шипа 75 пятки 59 грифа 38 гитары. Как только фреза 16 дойдет до положения V, срабатывает верхний конечный выключатель 8 и станок выключается. Обработанные корпус 35 и гриф 38 гитары снимаются со станка в носледовательности, обратной их установке.
На станок устанавливают новые заготовки корпуса и грифа гитары, и процесс обработки повторяется с той лишь разницей, что при расположении фрезы в первоначальном положенпп IV ролик 25 при движении каретки 4 вниз вначале прижимается к правому копиру 22, а при движении каретки 4 вверх в конце обработки он поджимается к левому копиру 21 и в конце обработки фреза 16 останавливается в положении I. При следующем цикле обработка новых заготовок корпуса и грифа происходит так, как описано.
Предлагаемое техническое решение позволит значительно повысить точность соединения корпуса и грифа гитары типа ласточкина хвоста благодаря их совместной обработке за одну установку одним инструментом, снизит процент брака, на 20% увеличит производительность труда и поднимет коэффициент загрузки оборудования за счет совмещения операций.
25/2/5 J /5 65 1 61 i / / / //
/ Z
5
1/
77
i/J/1
Л 55 2
-7
W2.J
J7
53
Фмг.
0W3.5
2 J ifg 28 /
755 y.
Фмг.о
3 //2
7 8 W 5 9 48
Фиг. 7
f-f 7
тт
65
Фиг. 8
I
Н
57
Вид Ж
38 62 11. ,7
Фиг.9
Вид 3 75 ГТ J7 ,fff
X
:7
73
.
Фиг.Ю
Фид.П
62
67 К К
Составитель Л. Балин
Редактор А. СабоТехред И. ВересКорректор А. Обручар
Заказ 1199/21Тираж 502Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
ФмЛ2

| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтоматический станок для совместной обработки грифа и корпуса музыкальных инструментов | 1986 |
|
SU1339016A1 |
| Линия для изготовления и сборки грифов музыкальных инструментов | 1983 |
|
SU1169013A1 |
| Устройство к токарно-винторезному станку для обработки винтов с переменным шагом | 1976 |
|
SU663488A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Зубофрезерный станок | 1977 |
|
SU753563A1 |
| Машина для резки бунтового материала | 1983 |
|
SU1194607A1 |
| МНОГОШПИНДЕЛЬНЫЙ ПОЛУАВТОМАТ | 1966 |
|
SU222843A1 |
| Копировально-фрезерный станок | 1976 |
|
SU650809A1 |
| Хонинговальный станок для обработки цилиндрических поверхностей | 1986 |
|
SU1563951A2 |
| Агрегат для зачистки концов труб | 1989 |
|
SU1717297A1 |

| Устройство для фрезерования пазовВ PAMKE гиТАРы | 1979 |
|
SU821143A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Сверлильно-фрезерный деревообрабатывающий станок | 1982 |
|
SU1115903A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
