Известные методы контроля сварных швов труб (рентгенографирование и другие) мало пригодны для контроля швов, выполненных контактной стыковой сваркой, вследствие остающегося усиления этого шва, а также из-за малых размеров его дефектных участков (окИ|;ление и несплавление).
. Отличительная особенность предлагаемого способа контроля сварных швов труб, выполненных контактной сваркой, заключается в том, что сварное соединение растягивают в упругой области. Затем измеряют посредством тензометров суммарную деформацию шва и сравнивают ее с суммарной деформацией целого сечения трубы .После этого по величинам измеренных деформаций судят о прочности контролируемого шва. Этим способом обеспечивается возможность определения прочности кольцевого шва без необходимости его разрушения.
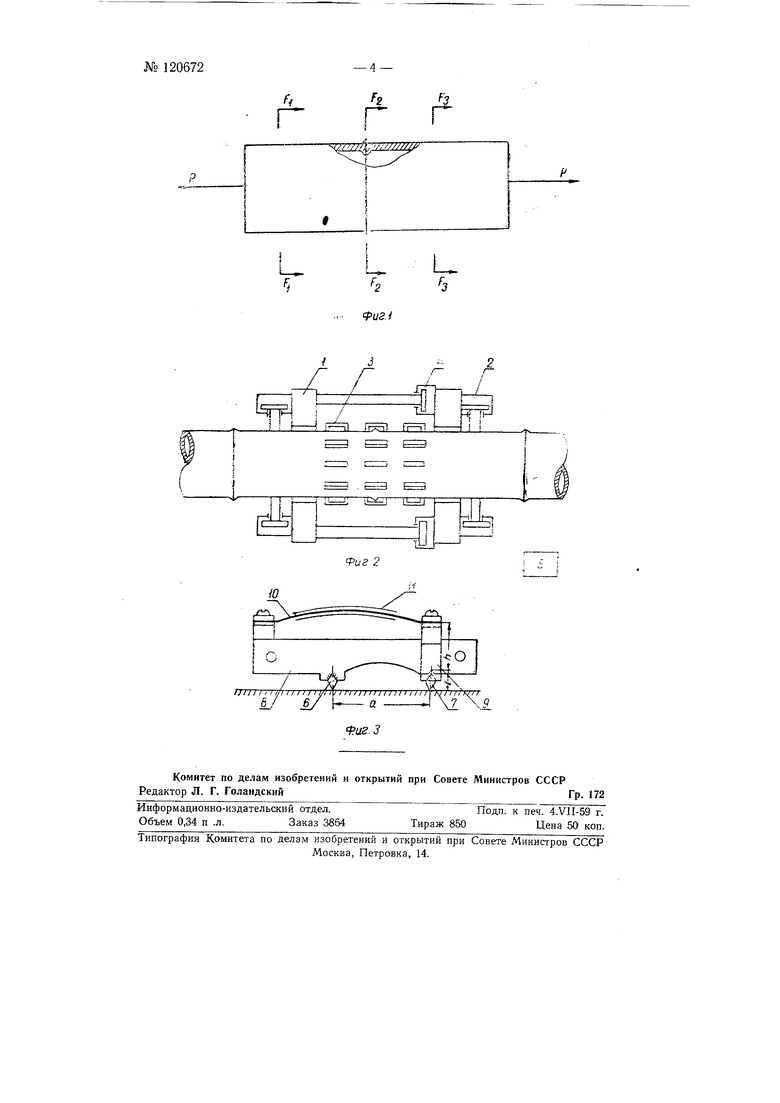
На фиг. 1 изображена схема, поясняющая сущность предлагаемого способа; нафиг. 2 принципиальная .схема устройства для осуществления этого способа; на фиг. 3 - тензометр.
Швы, выполненные контактной стыковой сваркой, имеют ряд отличий от швов, выполненных другими методами. Если сварное соединение, выполненное контактной стыковой сваркой, является качественным, то его прочность должна быть выше прочности основного металла (вследствие большего сечения шва).
При растяжении труб, сваренных стьшовой контактной сваркой, в упругой области возникнут под действием силы Р (фиг. 1) в ее сечении fi; PZ, РЗ напряжения 1, -2 з, величины которых зависят от площади поперечного сечения,
т. е. (1 з; .Л); 1 2 ()
Из закона Гука Е - ,
1
№120672- 2 -
где Е - модуль упругости, кг/мм-;
3 - напряжение, кг1мм ;
г-относительное удлинение, %;
следует, что при равном модуле упругости сварного соединения и свариваемых труб
Е - Я Р
/- 3 ИЛИ
FI-SJ fj.sj / з-гз-(2
Так как f , то , Для сохранения равенства при неравных площадях сечений (Рг F) Sj Sj(3)
. 100/,.(4)
где Д/ - деформация от силы Р;
/ - база, на которой измеряется деформация, мм.
Так как измерение деформаций в течениях должно происходить на равных базах, то, подставив выражение 4 в 3, получают, что Д/2 A/I. (5)
Отсюда следует, что после сварки труб большим площадям сеченцй соответствуют меньше деформации.
Следовательно, величина деформации, замеренная на стыке при его высоком качестве, будет всегда меньше, чем величина замеренной деформации на свариваемых трубах. Если же качество стыка низкое (иесплавление по сечению), то величина его деформации может стать больше величины деформации в основном металле труб и стык будет не равнопрочен с основной трубой.
Таким образом, измерением деформации в упругой области в трех сечениях (в шве и на целых трубах) на ровных базах можно определить качество стыка с оценкой его равнопрочности или неравнопрочности в сравнении с основной трубой. .
Устройство для осуществления предлагаемого способа смонтировано на раскрывающейся раме /, которая надевается на трубопровод. Гидравлические домкраты 2 предназначены для зажима испытуемого стыка. Тензометры 3 с равной базой равномерно крепятся на трубах и шве -по их периметру. Гидроцилиндры 4 служат для растяжения труб. Прибор 5 предназначен для показания разницы деформации.
Работа устройства протекает в следующей последовательности. Устройство надевают на трубу и закрепляют его на ней посредством гидравлических домкратов 2. Затем на соединяемых трубах и на шве устанавливают тензометры. После этого трубы растягиваются .посредством гидроцилиндров 4 до напряжения в трубах, составляющего 30-40% от предела текучести (для стали марки СТ-3 примерно 12-15 кг/мм-). По прибору 5 определяется значение разности деформаций в сечении шва и сечениях труб. Если деформация стыка меньше деформации каждой трубы, то сварка считается рав нопрочной с трубами, и наоборот, если сварной шов имеет большую деформацию, чем деформация каждой трубы, то шов неравиопрочен и стык бракуется.
Тензометры для измерения деформации шва и трубы устанавлизаются в трех сечениях равным числом в каждом сечении, причем сначала производится сравнительное измерение деформаций одного сечения трубы и шва, затем второго сечения и шва.
Тензометр опирается на исследуемую деталь остриямИ двух призм 6 п 7. Призма 6 посредством пайки соеди.нена с корпусом 8 тензометра, а призма 7 же-стко связана с хомутиком 9 и верхним острием входит в гнездо корпуса.
К верхней части хомутика 9 с помощью винта присоединен один из концов стальной изогнутой пластинки 10. На эту пластинку с двух сторон наклеены проволочные даг-1ики // сопротивления.
Перемещение концов изогнутой пластинки в п раз больше абсолют/ной деформации базы а («.-т-|.
При проведении измерений каждый тензометр устанавливается вдоль оси трубы и укрепляется на ней посредством резиновых присосов (на чертеже не изображены).
Проволочные датчики сопротивления, н%клеенные на изогнутой пластинке, соединяются в две группы. В первую группу включаются датчики, измеряю ,ие деформации шва, во вторую - датчики, установленные на сечении о..ной из труб. Вместе с балластными датчиками группы датчиков образуют две схемы неравновесных измерите тьных мостов, питающихся от двух источников. Измерительные диагонали обоих мостов .соединены параллельно.
Посредством гальванометра измеряется разница в напряжениях небаланса мостов. Так как напряжение небаланса пропорционально деформации датчиков, гальванометр дает отсчет, пропорциональный разности деформаций трубы и щва.
Сопротивления, служашие для раздельной регулировки чувствительности обеих мостовых схем, позволяю-т отрегулировать схему так, чтобы при равных деформациях шва и трубы отсчет равнялся нулю.
Для балансирования мостов после установки тензодатчиков на сеченпях измерительные диагонали мостов размыкаются и гальванометр может подключаться поочередно к обеим группам. Балансировка производится упомянутыми выше сопротивлениями.
Предмет изобретения
Способ контроля сварных швов труб, выполненных стыковой контактной сваркой, отличающийся тем, что, с целью определения без разрушения прочности кольцевого шва по сравнению с целым сечением трубы, сварное соединение растягивают в упругой области и измеряют с помощью тензометров суммарную деформацию шва и суммарную деформацию целого сечения трубы и по величинам измеренных деформаций судят о прочности щва.
- 3-№ 120672

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения линейных деформаций элементов конструкций | 1958 |
|
SU131529A1 |
| Устройство для удаления грата | 1959 |
|
SU129271A1 |
| Счетный тензометр | 1958 |
|
SU119368A1 |
| Устройство для контактной стыковой сварки труб | 1969 |
|
SU287724A1 |
| Машина для испытания сварных швов | 1959 |
|
SU127466A1 |
| СПОСОБ СВАРКИ ГОРЛОВИНЫ С ТОНКОСТЕННОЙ ОБОЛОЧКОЙ | 2018 |
|
RU2684010C1 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА И СПОСОБ ЕГО ГЕРМЕТИЗАЦИИ | 1997 |
|
RU2127457C1 |
| Способ дуговой однопроходной сварки стыковых тонколистовых соединений | 1986 |
|
SU1412900A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ ОСЕСИММЕТРИЧНЫХ ОБОЛОЧЕК, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2011 |
|
RU2454307C1 |
| Способ контроля качества сварных соединений, выполненных стыковой контактной сваркой оплавлением, и устройство для его реализации | 2018 |
|
RU2682362C1 |
fj
,/- г
c
т
