1
изобретение оГноситйя к устройствам для управления формованием изделий, преимущественно изоляторов, с осевой полостью и с боковой, поверхностью в виде спиральных р е- бер, из пластичных керамических масс и подобных им материалов.
Цель изобретения - повышение точности управления.
На фиг.1 изображена схема устройства; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг.1; на фиг.З - разрез Г-Г- на фиг. на фиг.6 - диаграмма распределения магнитного поля в индукционном датчике скорости.
Устройство для управления непрерывным формованием изделий с осевой полостью и спиральными ребрами содержит вакуум-пресс 1 с закрепленной на его выходе прессовой головкой 2. На головку 2 посредством радиально- упорного подшипника 3 насажено зубча тое колесо 4 с закрепленным на нем формующим диском 5, выполненным с отверстием, соответствующим сечению формуемого изделия 6. По оси устройства установлены формующий конус 7., закрепленный в прессовой головке 2 на распорках 8, и полая приемная штанга 9, выполненная из немагнитного материала. Вдоль штанги 9 имеет возможность продольного перемещения приемный стол 0, также выполненный из немагнитного материала. На столе 10 жестко закреплен кой 11 .постоянный магнит 12 индук- ционного датчика скорости, катушка 13 которого установлена неподвижно внутри полой приемной штанги 9. Катушка 13 снабжена ферромагнитным сердечником 14, который жестко скреплен со штангой 9, например, посредством штифтового соединения, и имеет цилиндрический выступ 15, входящий в осевое отверстие формующе- го конуса 7. Штанга 9 выполнена с овальным пазом 16 и отверстием 17 причем в паз 16 входит ось 18 не- поцвижной стойки 19, а в отверстие 17 - съемный штифт 20, соединяюш 1й штангу 9 со стойкой 19.
Выводы катушки 13 подключены ко входам усилителя 21, например типа Ф7024М. Выход усилителя 21 подключен ко входу регулируемого привода 22 формующего диска, в качестве ко2-07774 2
торого может быть, например, применен электропривод постоянного тока серии ЭТ6. Этот привод содержит электродвигатель постоянного тока 5 и блок управления в виде управляемого выпрямителя. Привод 22 механически соединен с зубчатым колесом 4,
Устройство для управления непре- рьгоным формованием изделий с осевой полостью и спиральными ребрами работает следующим образом.
Пластичная керамическая масса, :дыда вливаемая 13 вакуум-пресса I , | проходит между распорками 8, уплот- 5 няется в прессовой головке 2 и подается сквозь отверстие в диске 5, приобретая при этом форму изделия 6 с осевой полостью и спиральными ребрами, причем конус 7 обеспечивает 20 формов 1ние полости, а вращаюш {йся диск 5 - спиральных ребер.
Отформованное сырое изделие 6 сползает на штангу 9, воздействуя - при этом на приемный стол 10, ко- 25 торый перемещается, повторяя неравномерное движение формуемого изделия 6.
Под действием магнитного поля I
постоянного магнита 12, скрепленно30 го крышкой 1 1 со столом. 10 и движущегося совместно с ним, в катушке 13 индуцируется электродвижущая сила ЭДС), пропорциональная скорости перемещения формуемого изделия 6.
35 В результате ко входным зажимам усилителя 21, подключенного к вьшодам катушки 13 будет приложено напряжение, также пропорциональное скорости формуемого изделия 6, при
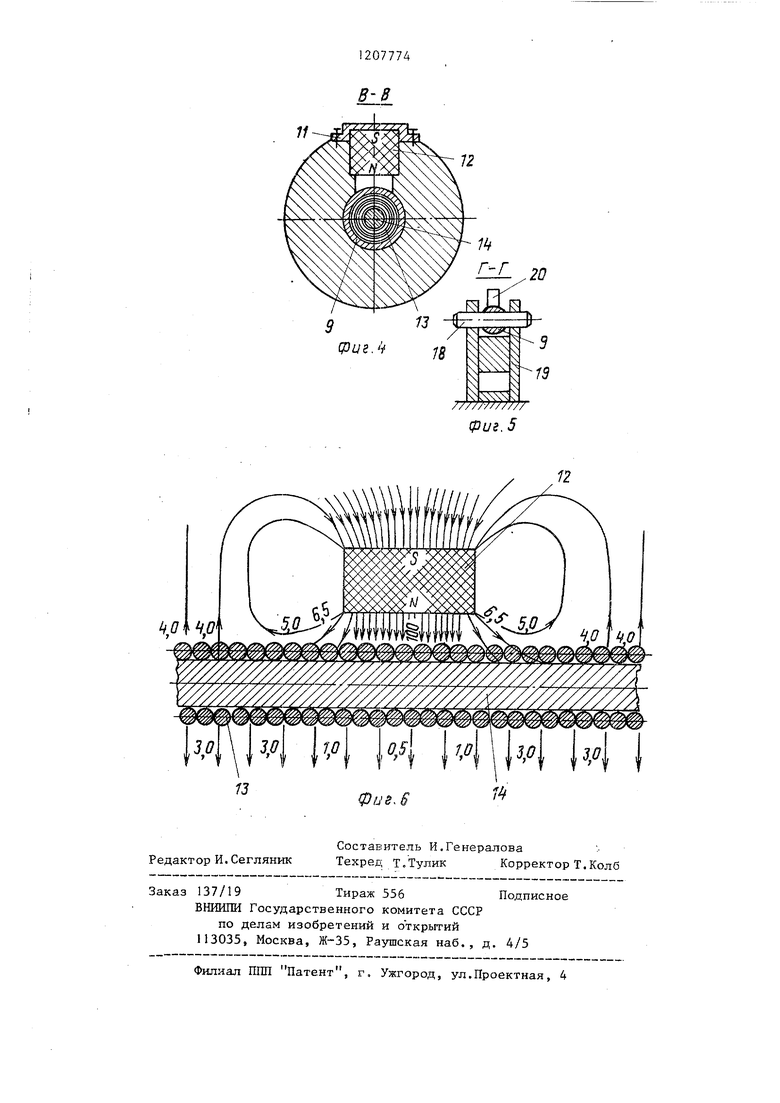
40 большом входном сопротивлении ycj-ши- теля 2 i это напряжение практически равно ЭДС, индуцируемой в катушке 13, На фиг.6 приведено экспериментально снятое распределение магнитного по45 ля в индукционном датчике скорости, причем цифры показьшают значение магнитной индукции у поверхности сердечника 14 в процентах от максимального значения. Как видно на фиг. 6,
50 в витках катупжи 13, расположенных между магнитом 12 и сердечником 14, индуцируется ЭДС, значительно превы- ,тг1ющая по величине ЭДС противоположного знака, которая индуцируется в
55 витках указанной катушки, расположенных относительно магнита 12 за сердечником 14, величина индуцируемой ЭДС пропорциональна величине
магнитной индудции, скорости перемещения магниТа 12 относительно катушки 13 и суммарной длине витков катушки 13, пересекаемых линиями магнитного поля. При отсутствии сердечника 14 ЭДС противоположного знака, возникающая в витках катушки 13 может иметь значительную величину, что приводит к снижению напряжения на входных зажимах усилителя 21. Кроме того, сердечник 14 способствует концентрации магнитного поля на участке катушки 13, примерно сравнимом по размерам с магнитом 12.
Напряжение, пропорциональное скорости перемещения формуемого изделия 6, усиливается усилителем 21 и подается на регулируемый .привод 22 формующего диска. При этом скорость вращения электродвигателя, входящего в привод 22, устанавливается пропорциональной входному напряжению, т.е пропорциональной скорости перемещения формуемого изделия 6. Формующий диск 5, механически связанный с приводом 22 посредством передачи между колесом 4 и электродвигателем привода 22, вращается со скоростью, которая изменяется пропорционально изменениям скорости переме щения изделия 6. Тем самым достигается точное управление вращением формующего диска 5, обеспечивающее стабилизацию шага спиральных ребер.
Радиально-упорный подшипник 3 снижает потери на трение при вращении зубчатого колеса 4, а также служит для восприятия осевых нагрузок, создаваемых воздействующей на диск
5 вьщавливаемой из вакуум-пресса 1 керамической массой. Осевая нагрузка на штангу 9, возникающая при приеме формуемого изделия 6, воспринимается съемным штифтом 20 и неподвижной стойкой 19.
При достижении заданной длины формуемого изделия 6 ваку М-пресс 1 останавливается и отформованное
сырое изделие 6 отрезается. После этого штифт 20 вынимается из отверстия 17, и штанга 9 передвигается в направлении оси устройства вдоль паза 16 до тех пор, пока цилиндрический выступ 15 не будет выведен из осевого отверстия в формующем конусе 7. Затем происходит поворот приемной штанги 9 вокруг оси 18 и съем отформованного изделия 6.
После съема изделия 6 штанга 9 возвращается в исходное состояние, фиксируется на стойке 19 съемным штифтом 20, приемный стол 10 перемещается к диску 5 до упора и цикл
производства изделий с осевой полостью и спиральными ребрами повторяется .
Благодаря конструктивному объе- динению полой приемной штанги и
пpиe iнoгo стола с индукционным датчиком скорости устраняется механическая передача между формуемым изделием и этим датчиком, вносящая погрешность в управление вращением формующего диска и,тем самым,достигается более точное управление непрерывным формованием изделий с осевой полостью и спиральными ребрами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного формования изделий с осевой полостью и спиральными ребрами | 1986 |
|
SU1350022A1 |
| Устройство для управления непрерывным формованием изделий со спиральными ребрами | 1984 |
|
SU1230842A1 |
| Устройство для изготовления изделий со спиральными ребрами | 1984 |
|
SU1331645A1 |
| Устройство для непрерывного формования изделий со спиральными ребрами | 1984 |
|
SU1219364A1 |
| Устройство для измерения температурыВРАщАющиХСя дЕТАлЕй МАшиН | 1979 |
|
SU830154A1 |
| ГЕНЕРАТОР ЭЛЕКТРИЧЕСКОЙ ЭНЕРГИИ | 1995 |
|
RU2097902C1 |
| Устройство для коммутации цепей постоянного тока | 1987 |
|
SU1467587A1 |
| Гранулометр | 1985 |
|
SU1290216A1 |
| Устройство для непрерывного формования полуфабрикатов изделий со спиральными ребрами | 1984 |
|
SU1276505A1 |
| Устройство для непрерывного формования изделий со спиральным ребром | 1979 |
|
SU856802A1 |

XI-/
фиг. 2
5 Б
Фиг,3
11
Фиг.
фиг. 5
0
(fJS.ff
Редактор И.Сегляник
Составитель И.Генералова
Техред Т.Тулик Корректор Т. Колб
Заказ 137/19Тираж 556Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Филиал ПШ Патент, г. Ужгород, ул.Проектная, 4
| Устройство для непрерывного формования стержневых изоляторов | 1960 |
|
SU145996A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| УСТРОЙСТВО для НЕПРЕРЫВНОГО ФОРМОВАНИЯИЗОЛЯТОРОВ | 0 |
|
SU319176A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
