Из0б;рете1ние относится к уст1ройствам для
изготовления «ЗОЛЯТОрО-В и ИЗОЛЯП)
частей спосОбом пластического формования.
Известные установки, онисаиные в основном авт. св. № 261958, содержат формующий диск с отверстием для подачи фарфоровой массы, причем формующий диск выполнен составным и онабжен установленными с возможностью радиального, перемещения шторами с пальцами-поводками, взаимодействующими с замкнутым фигурным капиром. Такое выполнение устройства обеспечивает .мехаиизацию процесса окончательного оформления винтовых ребер и шеек изделий в один прием и ликвидацию отходов фарфоровой массы.
Однако известные устройства могут быть использованы только для формирования изоля ционных изделий, не имеющих внутреннего отверстия.
Цель изобретения-|Механизировать процесс оформления внутренних осевых отверстий изоляционных изделий в один прием. Это достигается тем, что пО оси устройства установлены внутренний фар1мующий конус, приемная штанга и смонтированное между 1НИМН в плоскости формующего диска калибрующее кольцо бочкообразной формы с несколько бюлышим, чем у внутреннего конуса и приемной штанги, диаметром.
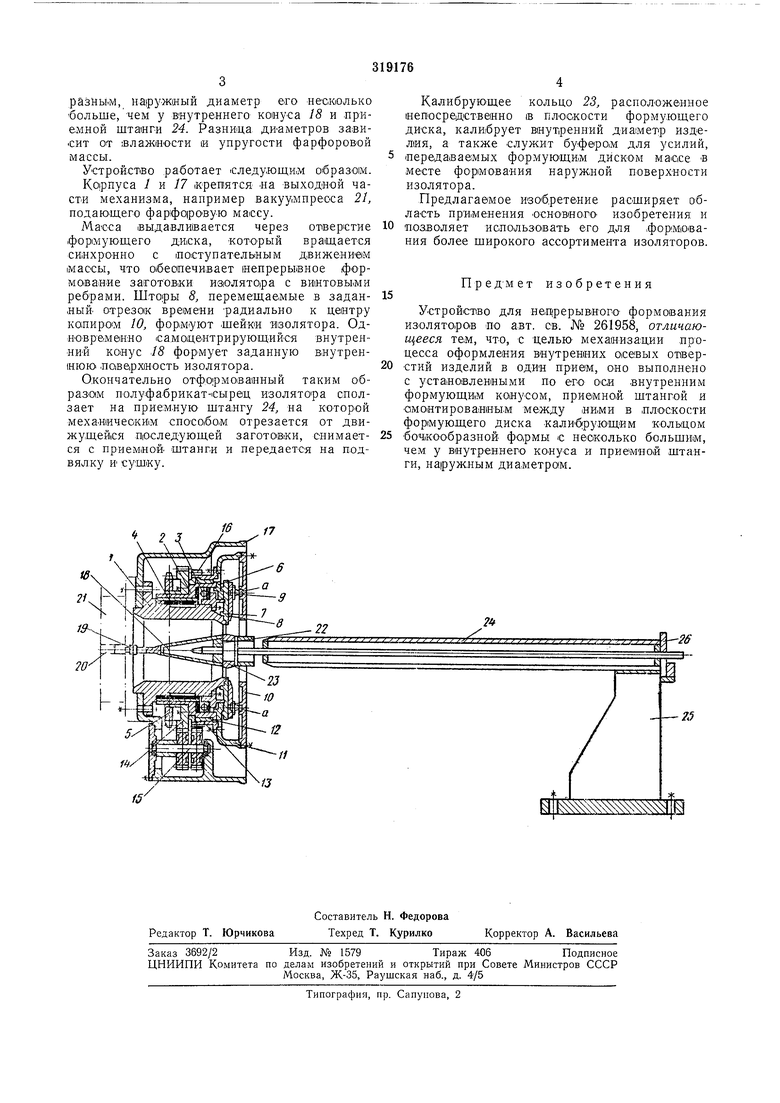
На чертеже схематически изображено предлагаемое устрой/сгво (вид сбоку в разрезе). Оно содержит К руглый корпус /, на который подвижно насажена обойма 2, вращающаяся: на нодшипниках 5 и . К обойме прикреплены приводная звездочка 5 и крышка 6 с закрепленным на ней формующи,м диском. Формующий диск состоит из неподвижных пластин 7, образующих отверстие для подачи фарфоровой массы, и подвилсных штор 8 с нальцами-поводками 9. Пальцы-поводки входят в замкнутый паз а 1копи|ра 10. Копир жестко соединен с копиродержателем 11, скрепленным с вращающимся на подшипнике 12 корпусом 13. Вращение корпуса 13 с копиродержателем и копиром осуществляется от обоймы 2 пО|Средство.м закрепленного на ней зубчатого колеса 14, блока 15 шестерен, паразитных шестерен (на чертеже не показаны) и венцо1ВОЙ щесте|рни 16, встроенных в корпус 17.
|По, оси устройства установлен самоцентрирующийся внутренний формующий конус 18, соединенный шарниром 19 с валО;М 20 шнека вакуумпресса 21, а втулкой 22 - с калибрующим кольцо1М 23. За калибрующим кольцом размещена прием-ная штанга 24, укрепленная на paiMe 25 с упорол1-за1мком 26.
разны.м, наружный диаметр его несколько больше, чем у внутреннего конуса 18 и приемной штанги 24. Разница ди аметров зави.сит от влажности и упругости фарфоровой массы.
Устройство .работает Следу.юш.и,м oi6pa30iM.
Koipnyca 1 1Л 17 «реоятся на выходной части механизма, например вакуумпреоса 21, подающего фар|фо|ровую массу.
Масса выдавливается через отверстие формующего диска, -который вращается синхронно с поступательным движением массы, что обеспечивает непрерывное форMOBaiHHe заготовки изолятора с винтовыми ребрами. Шторы 8, перемещаемые в заданный отрезок времени радиально к центру колиром W, фор1М|уют щейки взолятора. Одновременно самоцентрирующнйоя внутренний конус 18 фор-мует заданную внутреннюю noisepxiHOCTb изолятора.
Окончательно отформованный таким образом полуфабрикат-сырец изолятора сползает на приемную штангу 24, на которой механическим способом отрезается от двнжущейся последующей заготовки, снимается с приемной, штанги и передается на подвялку И сушку.
Калибрующее кольцо 23, расположенное непосредственно IB плоскости формующего диска, калвбрует внутренний диаметр изделия, а также служит буфером для усилий, передаваемых формующим диском массе в месте формования наружной поверхности изолятора.
Предлагаемое изабретение расширяет область применения основеогО изобретения и позволяет использовать его для фор М|01вания более широкого ассортимента изоляторов.
Пред-мет изобретения
Устройство для нецрерывного- формования изоляторов по авт. св. № 261958, отличающееся тем, что, с целью механизации процесса оформления внутренних осевых от)верстий изделий в один прием, оно выполнено с установленными по его оси внутренним формующим конусом, приемной штангой и «монтированным между .ними в плоскости формующего диска калибрующим кольцом бочкообразной формы с несколько большим, чем у внутреннего конуса и приемной штанги, наружным диаметро1м.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ФОРМОВАНИЯ ИЗОЛЯТОРОВ | 1970 |
|
SU261958A1 |
| Устройство для непрерывного формования изделий | 1977 |
|
SU710799A1 |
| ВОЛОЧИЛЬНЫЙ СТАН для ВОЛОЧЕНИЯ ТРУБ НА ДЛИННОЙ ОПРАВКЕ | 1970 |
|
SU280417A1 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПЛОСКИХ КОЛЬЦЕОБРАЗНЫХ ДЕТАЛЕЙ | 1973 |
|
SU368015A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВКИ ПОЛЫХ ФАРФОРОВЫХИЗДЕЛИЙ | 1970 |
|
SU275357A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ФАРФОРОВЫХ ИЗДЕЛИЙ | 1971 |
|
SU290839A1 |
| РЕЗЬБОНАРЕЗНАЯ ГОЛОВКАВССООЮЗМАЯшагЛЮ^'!^Е:г;':^КАйБИБЛИЮ Г?;КА | 1971 |
|
SU302191A1 |
| СТАНОК ДЛЯ ОБТОЧКИ ИЗОЛЯТОРОВ | 1969 |
|
SU248531A1 |
| Устройство для непрерывного формования изделий с осевой полостью и спиральными ребрами | 1986 |
|
SU1350022A1 |
| КОМОДЕЛАТЕЛЬНАЯ МАШИНАВСЕСОЮЗНАЯBAlEHTIlOHlXlliflCHABБИБЛИОТЕКА | 1972 |
|
SU337264A1 |
f . 17
7-
/L
fc
26
25
