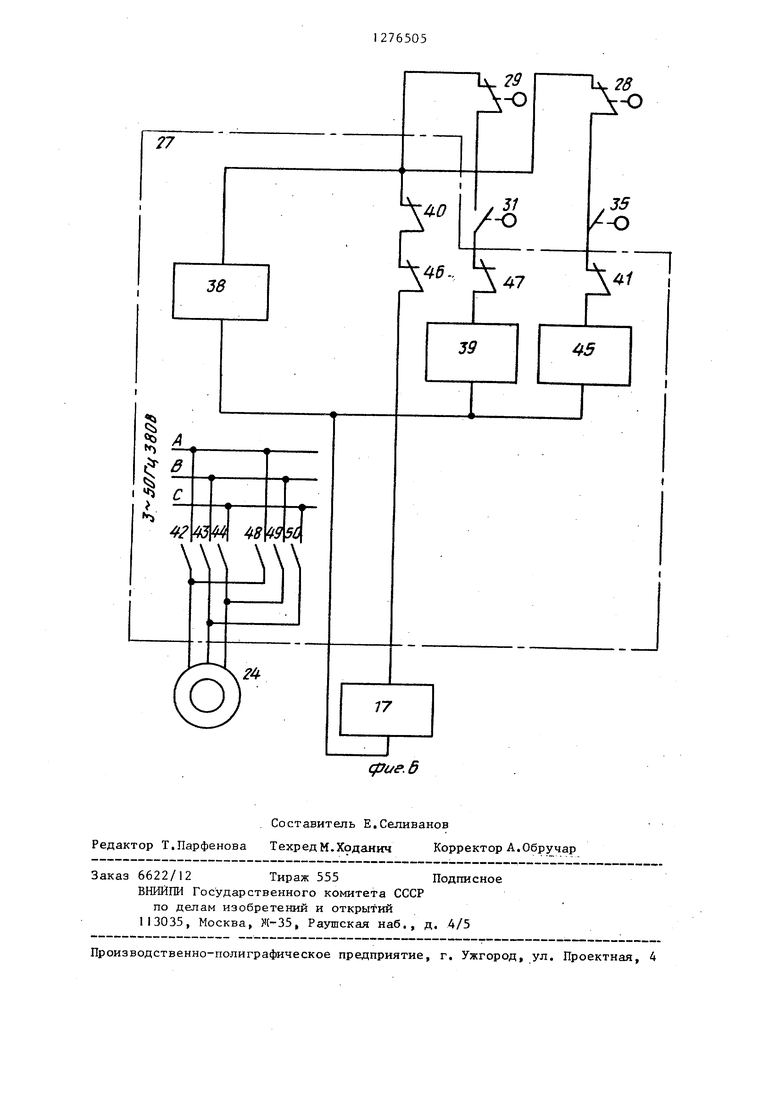
Изобретение относится к устройстнам для формования полуфабрикатов изделий из пластичных керамических масс, преимущественно изоляторов, имею1дих боковую поверхность в виде спиральных ребер. Цель изобретения - расширение технологических возможностей устройства путем формования полуфабрикатов изделий со спиральными ребрами и с участками заготовок под шейки произвольно заданного диаметра. На фиг.1 изображено устройство, общий вид; на фиг.2 - вид А на фиг, на фиг.З - разрез Б-Б на фиг.2; на фиг.4 - разрез Б-В на фиг.2; на фиг.5-разрез Г-Г на фиг,4; на фиг.6 электрическая схема устройства. Устройство для непрерывного формования полуфабрикатов изделий со спиральными ребрами состоит из вакуум-пресса 1 с закрепленной на его выходе прессовой головкой 2, на кот рую подвижно насажена втулка 3 с запрессованным в нее вкладьшем 4 и закрепленным на этой втулке приводным зубчатым колесом 5. Во втулке 3 выполнены три радиальных паза 6, в Которых установлены с возможностью перемещения кулачки 7, жестко закре ленные на секторах 8, образующих фо мующий диск. Кулачки 7 гвходят своими зубьями в зацепление с плоской резьбой 9, нарезанной по спирали на торце спирального диска 10, образую щего вместе с кулачками 7 спирально реечный механизм. Зубчатое колесо 11 насажено неподвижно на спиргшь- нь1й диск 10, который посредством запрессованного в него вкладьша 12 подвижно соединен с втулкой 3, На торцовой поверхности втулки 3 жестко закреплены три упора 13, ограничивающие перемещение секторов 8 в направлении оси устройства. Кольцо 14, закрепленное; на прессовой головке 2, фиксирует положение втулки 3. Зубчатые колеса 5 и 11 образуют зацепление соответственно с. зубчаты ,ми колесами 15 и 16, которые соединены друг с другом с помощью сцепления, условно изображенной в: виде обмотки 17 и сцепляющихся полумуфт 18, закрепленных неподвижно на колесах 15 и 16., Эти колеса располо жены на валу 19, часть которого выполнена с винтовой нарезкой 20. Вал 19 coeдJнн0н с колесом 16 с помощью шпонки 21 и имеет возможность продольного относительно колеса 16 перемещения. Ступица зубчатого колеса 15 выполнена в виде гайки 22, образующей вместе с валом 19 винтовую пару. Кроме того, в состав устройства входят электродвигатель 23 привода формующего диска и электродвигатель 24I на валах которых закреплены зубчатые колеса 25 и 26 соответственно. Электродвигатель 24 зубчатым колесом 26 соединен с зубчатым колесом 16. Этот электродвигатель подключен к одному из выходов блока управления 27, к одним из входов которого подключ ны два путевых выключателя 28 и 29, взаимодействующих с валом 19 при его продольном перемещении. Кроме того, к другому выходу блока управления 27 подключена обмотка 17 муфты сцепления. Другие входы блока 27 соединены с датчиками начала и конца формования участка спиральных ребер, взаимодействующими с формуемым полуфабрикатом при его перемещении. Эти датчики ггостроены, например, на элементах фотоавтоматики РФ8400, причем датчик начала формования участка спиральных ребер содержит блок питания 30 с замыкающим контактом 31, светоприемник 32 и осветитель 33, а датчик конца формования участка спиральных ребер блок питания 34 с замыкающим контактом 35, светоприемник 36 и осветитель 37. Блок управления 27 может иметь различное исполнение. Например, при формовании полуфабрикатов с одним участком ребер и двумя участками (отнесенными к краям), заготовки под шейку он состоит из источника питания 38, реле сведения, с обмоткой 39, размыкающими контактами 40 и 41 и замыкающими контактами 42-44, а также реле разведения с обмоткой 45., размыкающими контактами 46 и 47 и замыкающими контактами 48, - 50. Б устройстве к источнику питания 38 подключены три последовательных цепи: обмотка 17 муфты сцепления через контакты 40 реле сведения и 4б реле разведенияJ обмотка 39 реле сведения через контакт 47, размыкающий контакт путевого выключателя 29 и зам 1кающий контакт 31 датчика начала формоватя участка спиральных 3 ребер; обмотка 45 реле разведения через контакт 47, размыкающий контакт путевого выключателя 28 н замы кающий контакт 35 датчика конца фо мования участка спиральных ребер. Электродвигатель 24 подключаетс к трехфазной сети переменного тока с различным чередованием фаз соответственно через замыкающие контакт 42-44 либо 48-50. Устройство для непрерывного формования полуфабрикатов изделий со спиральными ребрами работает следую щим образом. В исходном состоянии сектора 8 разведены, кулачки 7 наиболее удале ны от оси устройства, а вал 19, находясь в крайнем положении, воздействует на путевой выключатель 28 и размыкает его контакт. Световые луч от осветителей 33 и 37 к светоприем никам 32 и 36 не перекрыты, и контакты датчиков начала и конца формо вания спиральных ребер 31 и 35 разомкнуты. Обмотки 39 и 45 реле обес точены, и через контакты 40 и 46 на обмотку 47 подается напряжение исто ника питания 38, Контакты 42-44, а также 48-50 разомкнуты, и электродвигатель 24 не вращается. В резуль тате срабатывания муфты сцепления, полумуфты I8 жестко сцепляют зубчатые колеса 15 и 16, Выходящая из вакуум-пресса 1 пла тичная керамическая масса продавливается через формующий диск, получающий вращение от электродвигателя 23 посредством зубчатых колес 5, 15 и 25. При вращении вала электродвигател 23 сцепленные полумуфтами 18 зубчатые колеса 15 и 16 вращаются как од целое. При этом винтовая нарезка 20 вала 19 не проворачивается относительно гайки 22, поэтому нет линейного перемещения вала 19. В механизме соблюдено равенство передаточных отношений с зубчатого колеса 15 на приводное зубчатое колесо 5 и с зубчатого колеса 16 на зубчатое колесо 11, Поэтому при вращении колес 15 и 16 как единого целого, как единое целое вращаются колеса 5 и 11. При этом нарезанная на торце спирального диска 10 плоская резьба 9 не проворачивается относительно втулки 3 и кулачков 7 и последние не имеют радиального 505 перемещения, т.е. сохраняются в разведенном состоянии, обеспечивая формование участка заготовки под шайбу. Формование указанного участка происходит до момента перекрытия формуемым полуфабрикатом светового луча от осветителя 33 к светоприемнику 32. В этот момент замыкается контакт 31 и на обмотку 39 реле сведения через контакт 47 и зак1ыкач)щий контакт путевого выключателя 29 поступает напряжение источника 38. Реле сведения срабатывает, разрывая контактом 40 цепь питания обмотки 17 муфты сцепления, исключая контактом 41 включение реле разведения и включая контактами 42-44 электродвигатель 24. При обесточивании обмотки 17 муфты сцепления полумуфты I8 расцепляются, разъединяя зубчатые колеса 15 и I6. При сохранении вращения зубчатых колес 15 и 5 от электродвигателя 23 зубчатое колесо 16 и связанное с ним колесо 11 начинают вращаться от электродвигателя 24. При этом колесо 11 совместно с диском 10 проворачивается относительно приводного колеса 5 и втулки 3, благодаря чему кулачки 7, установленные в пазах 6 втулки 3, взаимодействуют с плоской резьбой 9 и начинают радиальное перемещение к центру втулки 3 (подбором чисел зубьев колес 26, 1.6 и II добиваются, чтобы скорость вращения колеса 11 от электродвигателя 24 была выше максимальной скорости вращения колеса 5 от электродвигателя 23). Угол относительного поворота зубчатых колес 11 и 5, а значит и колес 15 и 16, пропорционален радиальному перемещению закрепленных на кулачках 7 секторов 8. При провороте зубчатого колеса 16 относительно колеса 15 вал 19 благодаря шпонке 21 вращается совместно с колесом 16 и завинчивается винтовой нарезкой 20 в гайку 22, получая линейное перемещегше в направлении путевого выключателя 29, Линейное перемещение вала 19 пропорционально углу относительного поворота колес 15 и 16, а значит и радиальному перемещению сектора 8. Путевой выключатель 29. установлен с возможностью срабатывания в момент полного сведения секторов 8. При срабатывании путевого выклюателя 29 размыкается его контакт 5 и выключается реле сведения. При этом разрываются контакты 42-4А, отключающие электродвигатель 24, и замь№ается контакт 40, подающий питание на обмотку 17 муфты сцепления , Муфта срабатывает, жестко сцеп ляя полумуфтами 18 колеса 15 и 16, которые начинают вращаться от электродвигателя 23 как одно целое. Также как одно целое начинают вращаться и зубчатые колеса 5 и II, производя вращение секторов 8 в све денном и зафиксированном относитель но друг друга положении. При этом начинается формование участка спиральных ребер полуфабрикатов (отверстие в сведенных секторах S соот ветствует сечению участка спиральных ребер) и продолжается до тех пор, пока полуфабрикат формуемого изделия не перекроет световой луч от осветителя 37 к светоприемнику 36. При этом замыкается контакт 35 и срабатывает реле разведения (к его обмотке 45 через контакты 35 и 41 и контакт путевого выключателя 28 подводится напряжение источника питания 38). Контактом 46 отключается муфта сцепления, контактом 47 исключается включение реле сведения, а контактами 48-50 включается электродвигатель 24, начинающий вращение в направлении, обратном его вращению в режиме сведения. В результате расцепления зубчатых колес 15 и 16 начи нается вращение зубчатого колеса 11 и спирального диска 10 относительно втулки 3. Кулачки 7 при этом раздвигаются, разводя сектора 8, Также 05J за счет вращения зубчатого колеса 16 относительно колеса 15 вал 19 перемещается в направлении к путевому выключателю 28. При срабатывании последнего разрывается цепь питания обмотки 45 реле разведения, которое выключается, включая контактом 46 муфту сцепления, контактом 47 исключая включение реле сведения и контактами 48-50 выключая электродвигатель 24. Зубчатые колеса 15 и 16 сцепляются и начинают совместное вращение от электродвигателя 23, вызывая также совместное вращение зубчатых колес 5 и II. Сектора 8 вращаются в разведенном и зафиксированном относительно друг друга положа- НИИ, обеспечивая формование второго участка заготовки под шейку. Это формование идет до момента выключения вакуум-пресса 1 (либо вручную, либо от не указанных на чертеже путевых выключателей). Дпя сниженияпотерь при вращении втулки 3 на прессовой головке 2, а также диска 10 на втулке 3 во втулку 3 и диск 10 запрессованы вкладыши 4 и 12 из антифрикционного материала. Упоры 13 и кольцо I4 при работе устройства служат для восприятияосевых нагрузок, действуюп1их со стороны выдавливаемой массы на сектора 8. Выполнение формующего диска из радиально перемещающихся секторов позволяет формовать в полуфабрикатах участки заготовок под шейки, превышающие по диаметру центральный ствол участка ребер.
I/7 Ж1Ж
Ьл-тйГ
11
f4
f3
5
т
27 5#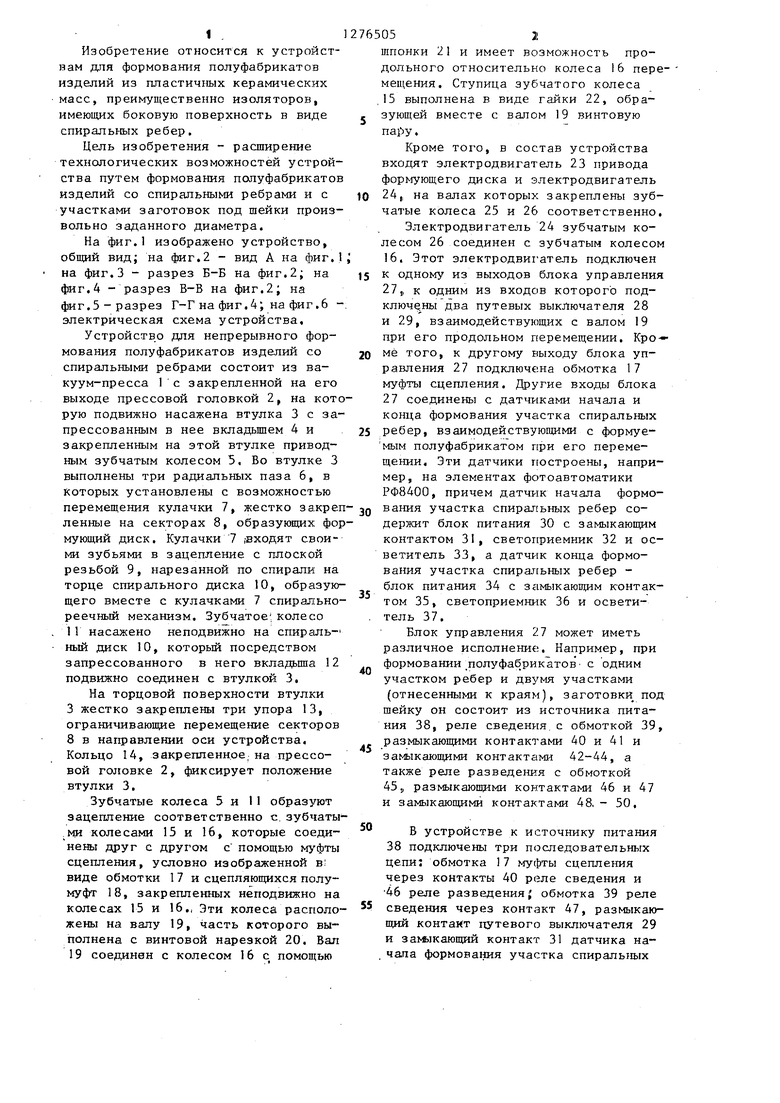
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного формования изоляторов со спиральными ребрами | 1986 |
|
SU1395503A1 |
| Устройство для обработки заготовок изоляторов | 1988 |
|
SU1645155A1 |
| Устройство для непрерывного формования изделий со спиральными ребрами | 1984 |
|
SU1219364A1 |
| Устройство для непрерывного формования изделий | 1977 |
|
SU710799A1 |
| Роторная литьевая установка для переработки полимеров | 1980 |
|
SU1168427A1 |
| Устройство для сборки и разборки резьбовых соединений | 1980 |
|
SU1024255A1 |
| ПРИБОР ДЛЯ ПРОФИЛИРОВАНИЯ ЧЕРВЯЧНЫХ ФРЕЗ | 1972 |
|
SU348395A1 |
| Устройство для управления коробкой передач с плавным регулированием скорости вращения и механизмом подачи топлива транспортного средства | 1984 |
|
SU1286446A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ДЕЙСТВИЯ ЖЕЛЕЗНОДОРОЖНЫХ ПУТЕВЫХ ТОРМОЗОВ СОРТИРОВОЧНЫХ ГОРОК | 1933 |
|
SU48511A1 |
| Электромоторный привод | 2017 |
|
RU2666383C1 |

УСТРОЙСТВО ЗЩ НЕПРЕРЫВНОГО ФОРМОВА11ИЯ ПОЛУФАБРИКАТОВ ИЗДЕЛИЙ СО СПИРАЛЬНЫМИ РЕБРАМИ, содержащее подключенные к одним из входов блока управления датчики начала и конца формования участка спиральных ребер, формующий диск и привод формующего диска, соединенный с закрепленным на этом диске соосно с ним приводным зубчатым колесом, отличающее с я тем, что, с целью расширения технологических возможностей устройства путем формования полуфабрикатов изделий со спиральными ребрами и с участками заготовок под шейки произвольно заданного диаметра, оно .снабжено путевыми выключателями, электра двигателем, муфтой сцепления, винтовой парой, включающей вал с винтовой .нарезкой и гайку, дополнительными зубчатыми колесами и спирально-реечным механизмом, а формующий диск выполнен в виде имеющих возможность радиального перемещения секторов и жестко соединенных с ними кулачков спирально-реечного механизма, на спиральный диск которого неподвижно насажено первое зубчатое колесо, установленное соосно с приводным зубчатым колесоми с возможностью свободного относительно этого колеса враще шя, причем соединенные между собой муфтой сцепления и расположенные на валу с винтовой нарезкой второе и третье зубчатые колеса кине(Л матически связаны соответственно с Первым и приводным зубчатыми колетсани, вал с винтовой нарезкой имеет возможность продольного перемещения относительно второго зубчатого коле.са при -одновременном с ним вращении, гайка винтовой пары установлена на третьем зубчатом колесе, при этом Ot) блок управления одним из выходов сл подключен к электродвигателю, друо ел гим - к муфте сцепления, а входами к путевым выключателям, причём электродвигатель кинематически связан с вторым зубчатым колесом, а путевые выключатели - с валом винтовой пары.
бб
8-8 ГО
.- .
Т
Г- Г
дуиг.5
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ФОРМОВАНИЯ ИЗОЛЯТОРОВ | 0 |
|
SU261958A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для непрерывного формования изделий со спиральными ребрами | 1984 |
|
SU1219364A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
