1
Изобретение относится к шинной промышленности и может быть использовано при изготовлении камер для, шероховки фланцев обрезиненных вентилей .
Цель изобретения - повьшение качества шероховки и удобства эксплуатации.
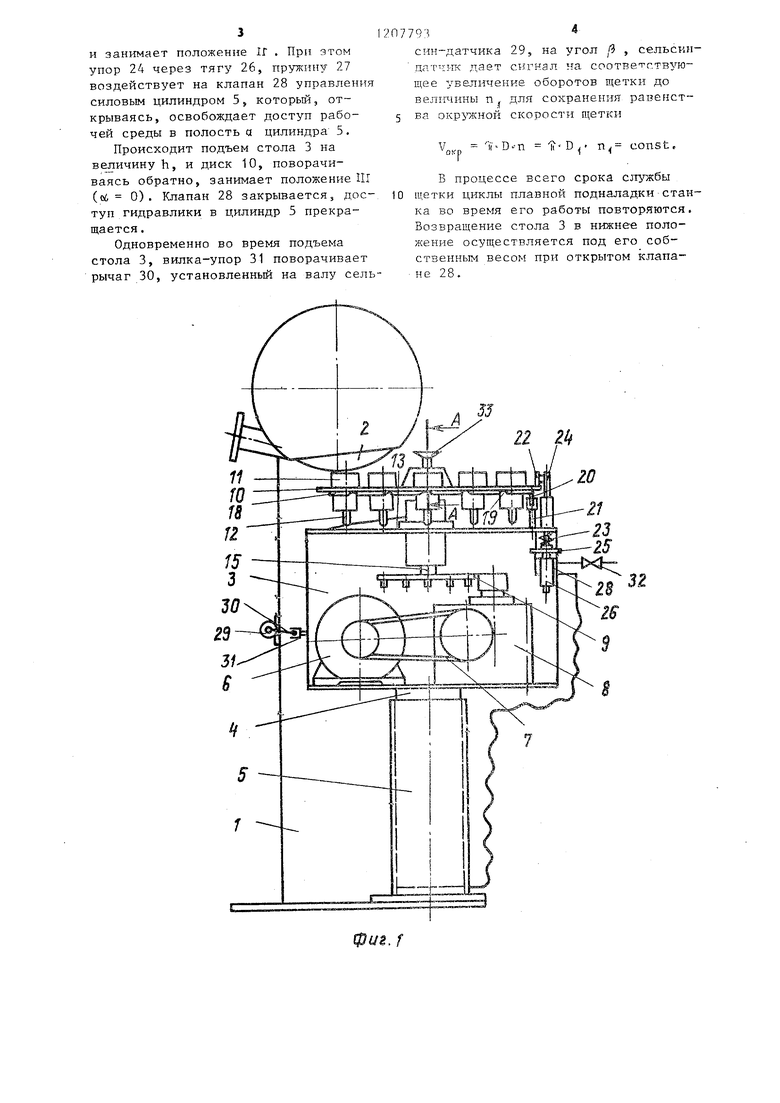
На фиг. 1 изображен станок, общий вид; на фиг, 2 - разрез А-А на фиг. 1; на фиг. 3 - схема подналад- ки станка.
Станок содержит смонтированные на станине 1 шероховальньш инструмент - щетку 2 с приводом ее вращения от электродвигателя постоянного тока, стол 3,- установленньй на штоке 4 силового цилиндра 5.
На столе 3 смонтирован поворотны от электродвигателя 6 через клино- ременную передачу 7 редуктор 8 и цевочную передачу 9, диск 10 с расположенными на нем шпинделями 11 с гнездами.для установки вентилей и толкателями 12, взаимодействующим с подъемным копиром 13,, закрепленны на столе 3.
Поворотньй диск 10 установлен на конце вертикального приводного вала 14 посредством универсального шарнира 15 и двух горизонтальных диаметрально расположенных на столе 3 роликов 16, причем оси X и X/ опорных роликов- 16, оси У шарнира 15 и поверхности 17 вершин шпинделей выполнены в одной горизонтальной цлоскости. Диск 10 снабжен кольцевы копиром 18 с пазами 19 для взаимодействия с роликом 20, закрепленным на неподвижном упоре 21, и роликом 22, закрепленным на подвижном подпружиненном пружиной 23 упоре 24, которые установлены на столе 3. Усилие пружины 23 регулируется маховичком 25 .
Подвижный упор 24 через тягу 26, пружину 27 связан с клапаном 28 управления силовым цилиндром 5.
На станине 1 установлен механизм 29 регулирования частоты вращения щетки 2, например, в виде сельсин- датчика, на валу которого закреплен рычаг 30 для взаимодействия с вил-. кой-упором 31, смонтированной на столе -3.
Станок работает следующим образо
Включается привод вращения иеро- ховальной щетки 2 и привод поворота
07793
Дйска 10, открывается распределитель- ньш кран 32 для подачи среды в силовой цилиндр 5.
В зоне загрузки в гнезда шпинде5 лей 11 вставляют вентили 33, которые, периодически перемещаясь, занимают поочередно рабочее место под шеро- ховальной щеткой 2. При этом в начале поворота диска 10 вокруг верти10 кальной оси ролик 20, взаимодействуя с копиром 18, отводит шпиндель 11, находящийся в это время., под щеткой 2, от нее поворотом диска 10 вокруг горизонтальной оси X-y-X j,
15 а в конце поворота вокруг вертикальной оси ролик 20, попадая в паз 19, .выполненный на копире 18, освобождает диск 10, и он усилием подпружиненного упора 24 через ролик 22
20 прижимает шпиндель 11 с вентилем 33 к щетке 2.
Происходит шерохование фланца вентиля.
5
0
Отшерохованные вентили 33 в процессе поворота диска 10 вокруг вертикальной оси толкателями 12, которые взаимодействуют с подъемным копиром 13, выводятся из гнезд шпинделей и по лотку-склизу собираются в емкость (не показана).
Начальная наладка станка на качественную шероховку осуществляется , регулировкой усилия поджатия шпинделя 11 к щетке 2 пружиной 23 и
5 времени нахождения вентиля в рабочей зоне за счет изменения скорости привода поворота диска 10.
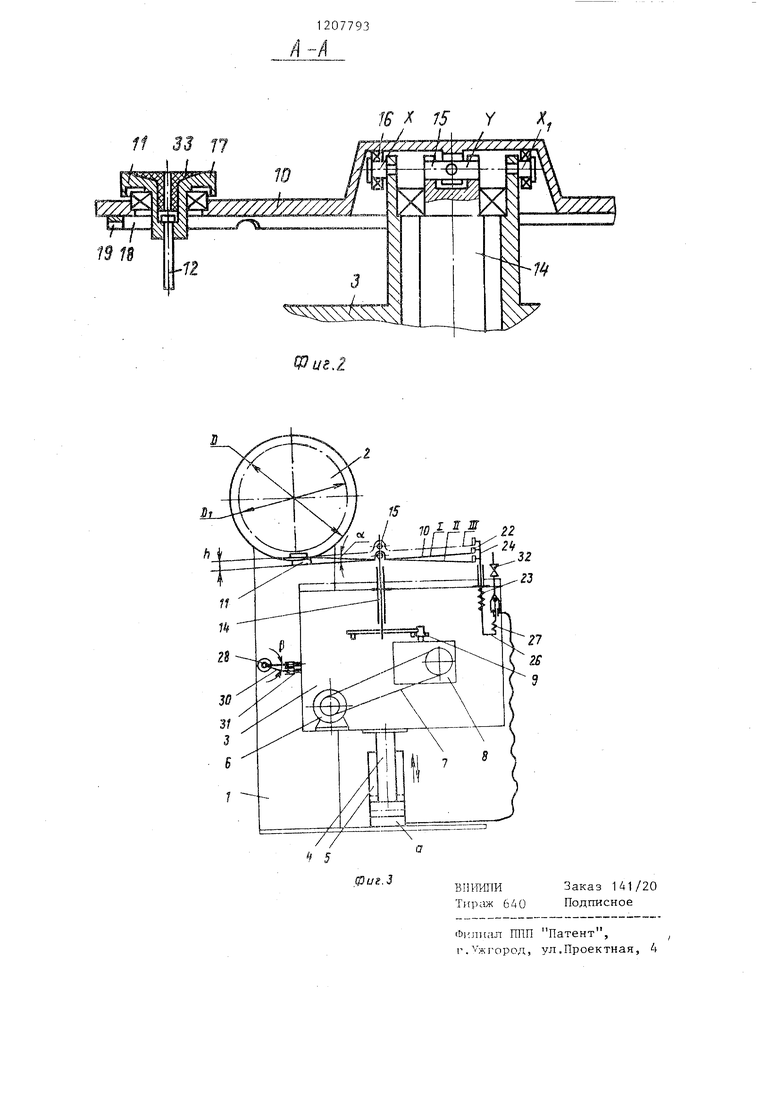
Подналадка .станка в процессе эксплуатации показана на схеме (фиг. 3), где обозначены D - начальный диаметр щетки; D( - уменьшенньм диаметр IHCTKH из-за естественного износа; ос - угол поворота диска вокруг оси Х-У-Х ; Ъ - расстояние,
на которое необходимо приблизить стол к щетке, чтобы он занял первоначальное положение (об 0); п - число оборотов щетки до подналадки; п - число оборотов щетки после на0 ладки, и осуществляется следующим образом.
По мере износа шероховальной щетки 2 с диаметра D до D. диск 10, находящийся вначале в положении I ,
5 под воздействием подпружиненного упора 24, прижимаюшего шпиндель 11 с вентилем к щетке 2, поворачивается вокруг оси Х-У-Х,на угол об
и занимает положение 1Г . При этом упор 24 через тягу 26, пружину 27 воздействует на клапан 28 управления силовым цилиндром 5, который, открываясь, освобождает доступ рабочей среды в полость а цилиндра 5.
Происходит подъем стола 3 на величину h, и диск 10, поворачиваясь обратно, занимает положение III (oi 0). Клапан 28 закрывается, доступ гидравлики в цилиндр 5 прекращается .
Одновременно во время подъема стола 3, вилка-упор 31 поворачивает рычаг 30, установленный на валу сель
120779:5
син-датчика 29, на угол , сельсин- датчик дает сигнал на соответствующее величение оборотов щетки до велтгчины п ,,, для сохранения равенст- 5 ва скорости Е1;етки
V.p
1) П
D
п const,
в процессе всего срока службы щетки циклы плавной подналадки станка во время его работы повторяются. Возвращение стола 3 в нижнее положение осуществляется под его собственным весом при открытом клапане 28.
22 fy
10
1207793 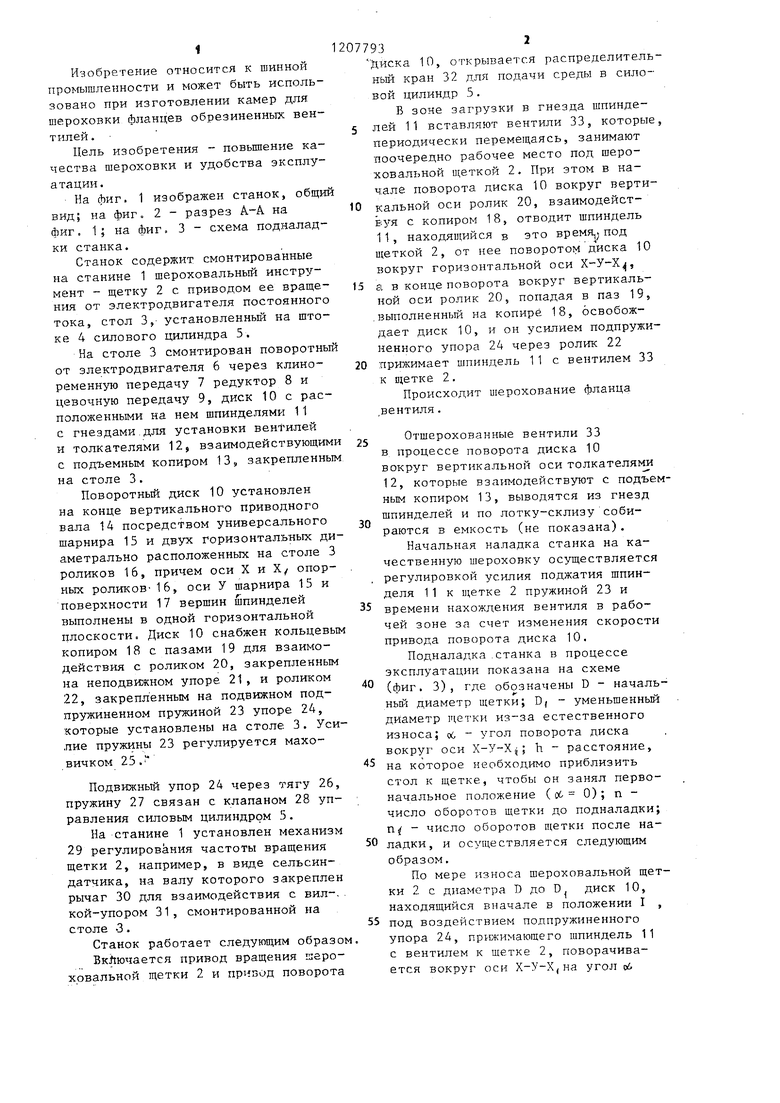
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической подналадки резца | 1974 |
|
SU516471A1 |
| Устройство для шероховки обрезиненных пяток вентилей пневмокамер | 1976 |
|
SU666098A1 |
| Многопозиционный станок | 1980 |
|
SU891341A1 |
| Станок для обработки кромки пера лопаток | 1980 |
|
SU1039698A1 |
| Устройство для гибки арматурныхХОМуТОВ | 1979 |
|
SU820997A1 |
| Полуавтоматический станок для совместной обработки грифа и корпуса музыкальных инструментов | 1986 |
|
SU1339016A1 |
| Агрегатный станок для обработки некруглых поверхностей | 1982 |
|
SU1139568A1 |
| Копировальный станок | 1979 |
|
SU850358A1 |
| Устройство для шероховки фланцев обрезиненных вентилей | 1975 |
|
SU546501A1 |
| Ленточно-шлифовальный станок | 1980 |
|
SU975348A2 |
16 / /5
f 5
22
Бпиигт
Тираж 640
Заказ 141/20 Подписное
(Ьилзичл гаШ Патент,,
г. УЖ I о р од, ул. Пр ое к тн а я, 4
| Устройство для шероховки пяток обрезиненных вентилей | 1973 |
|
SU483282A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для компенсации износа абразивного круга | 1975 |
|
SU552182A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| 0 |
|
SU364467A1 | |
| Солесос | 1922 |
|
SU29A1 |
