1
Изобретение относится к сборке и сварке преимущественно узких и длинных изделий, например люлек конвейерных шкафов для расстойки тестовых заготовок.
Цепь изобретения - повьшение производительности при сборке и сварке длинномерных изделий при их поперечном размещении на тележках.
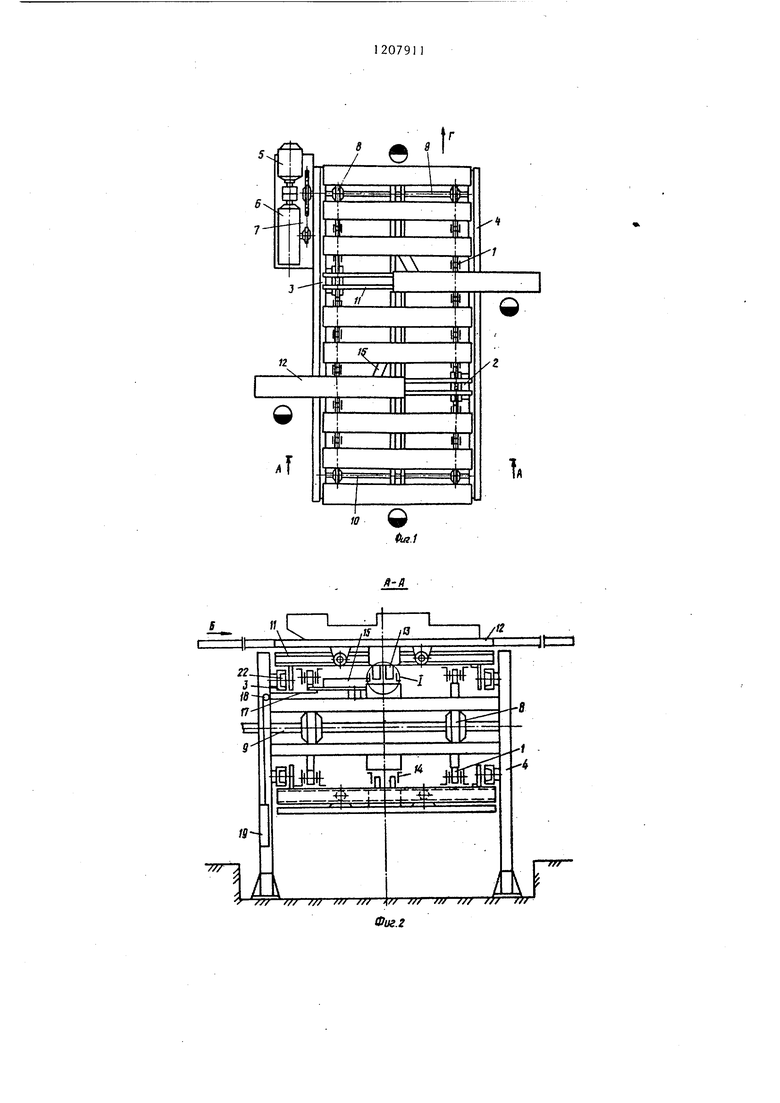
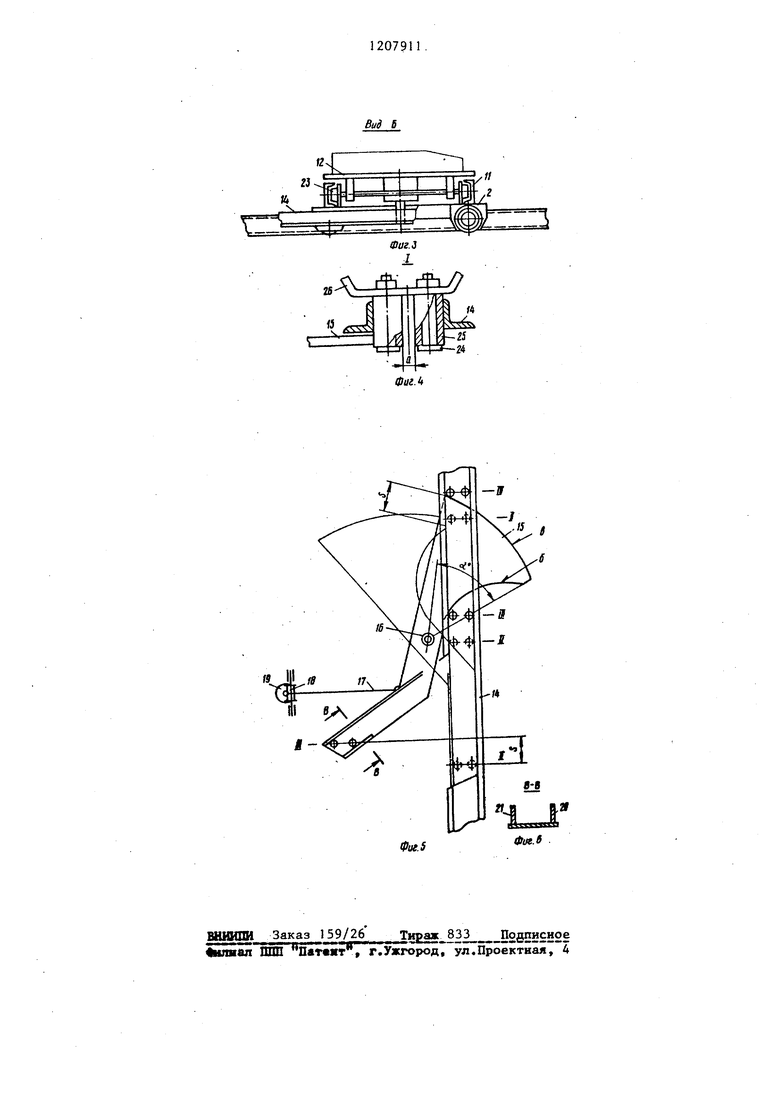
На фиг.1 схематически изображен конвейер, вид сверху; на фиг.2 - разрез А-А на фиг.1; на фиг.З - вид Б на фиг.2; на фиг.4 - узел 1 на фиг.2; на фиг.5 - коромысло и копир, вид сверху; на фиг.6 - разрез В-В на фиг.5.
Вертикально-замкнутый конвейер (фиг.1) содержит тяговые элементы 1 с прикрепленными к ним тележками 2, движущимися по направляющим путям 3, опорную конструкцию 4, привод, вклю
чающий привод цикличного перемещения в виде электродвигателя 5, редуктор 6,- цепную передачу 7, цепные блоки 8 с валом 9 и вытяжной вал 10. Тележка имеет поперечные направляющие 1 1 И каретку 12 с водилом 13 (рис.2. К опорной конструкции прикреплен копир 14 в виде направляющих, одна из которых вьшолнена с вырезом, и коромысло 15, качающееся на оси 16 (фиг.З), которое посредством троса 17 через ролик 18 оттягивается грузом 19. Одно плечо коромысла снабжено дополнительными направляющими 20 и 21. Тележка имеет роли- . ки 22, а каретка ролики 23. Водило каретки (фиг.4) представляет собой два штыря 24 с надетыми на
При включении электродвигателя 5 вращение через редуткор 6, цепную передачу 7 передается валу 9, который посредством цепных блоков 8 5 приводит в движение тяговые элементы 1 с закрепленными на них тележками 2. Продвинувшись на заданный щаг, одна из тележек воздействует на конечный выключатель (не показан) и останавливает конвейер, который двигался в направлении стрелки Г. В приспособление, закрепленное на каретке 12 в начале конвейера, укладываются детали свариваемого изделия. После заданного выстоя реле времени (не показа но) включает электродвигатель 5, и конвейер движется до следующей остановки,При этом каретка d изделием своим водилом перемещается в направляющих копира 14 к месту выреза, и при достижении водилами положения П коромысло 15 занимает положение, указанное на чертеже 25 щтрихпунктирной линией. При дальнейшем движении водило каретки сходит с кривой D коромысла и оно под действием груза 19 тросом 17 через ролик 18 поворачивается на оси 16 и своей направляющей 20 вьпса тьшает каретку по направляющим 11 тележки 2 в крайнее положение до упора. В этот момент конвейер ос- танавлийажтся конечным выключателем. На выдвинутой тележке удобно производить работы на половине длины изделия. После включения конвейе ра тележка, расположенная перед тележкой с вьщвинутой кареткой.
30
35
них втулками 25, между которыми имеет-49 воздействуя водилом на коромысло по
ся зазор а , закрепленньк к скобе 26
каретки.
кривой , преодолевает вес груза и поворачивает коромысло, а последнее направляющей 21 через водило за- катьшает тележку в исходное поло жение. Выкатьшание тележек происходит одновременно в ту или другую сторону, каждая из которых имеет свое коромысло. При воздействии одного гатыря 24 через втулку 25 на коромысло 15 по кривой второй штырь через втулку 25 воздействует на направляющую копира 14. Втулки на штырях вращаются в различных направлениях. При такой конструкции водила и наличии зазора а отсутствует трение скольжения и следователь но, уменьшается износ.
Контур другого плеча коромысла вьшолнен на боковой поверхности кривой & возврата каретки и на торцевой поверхности кривой б выкатьша- -ния каретки. Разница радиусов б из центра качания коромысла равна пути перемещения тележки от момента входа ее в направляющие 20,21 до останова приводом 5, а угол об больше на пять градусов угла качания коромысла. Плечо коромысла с направляю щими 20 и 21 размещено со стороны выреза.
Конвейер работает следующим образом.
10
15
2079112
При включении электродвигателя 5 вращение через редуткор 6, цепную передачу 7 передается валу 9, который посредством цепных блоков 8 5 приводит в движение тяговые элементы 1 с закрепленными на них тележками 2. Продвинувшись на заданный щаг, одна из тележек воздействует на конечный выключатель (не показан) и останавливает конвейер, который двигался в направлении стрелки Г. В приспособление, закрепленное на каретке 12 в начале конвейера, укладываются детали свариваемого изделия. После заданного выстоя реле времени (не показано) включает электродвигатель 5, и конвейер движется до следующей остановки,При этом каретка d изделием своим водилом перемещается в направляющих копира 14 к месту выреза, и при достижении водилами положения П коромысло 15 занимает положение, указанное на чертеже 25 щтрихпунктирной линией. При дальнейшем движении водило каретки сходит с кривой D коромысла и оно под действием груза 19 тросом 17 через ролик 18 поворачивается на оси 16 и своей направляющей 20 вьпса- тьшает каретку по направляющим 11 тележки 2 в крайнее положение до упора. В этот момент конвейер ос- танавлийажтся конечным выключателем. На выдвинутой тележке удобно производить работы на половине длины изделия. После включения конвейера тележка, расположенная перед тележкой с вьщвинутой кареткой.
20
30
35
воздействуя водилом на коромысло по
кривой , преодолевает вес груза и поворачивает коромысло, а последнее направляющей 21 через водило за- катьшает тележку в исходное поло жение. Выкатьшание тележек происходит одновременно в ту или другую сторону, каждая из которых имеет свое коромысло. При воздействии одного гатыря 24 через втулку 25 на коромысло 15 по кривой второй штырь через втулку 25 воздействует на направляющую копира 14. Втулки на штырях вращаются в различных направлениях. При такой конструкции водила и наличии зазора а отсутстует трение скольжения и следовательно, уменьшается износ.
Готовые изделия снимают в конце онвейера.
; g
1 7JE-It:
1
х-
;
| название | год | авторы | номер документа |
|---|---|---|---|
| Конвейерная система для транспортирования изделий на тележках | 1978 |
|
SU791571A1 |
| Устройство для раздачи кормов | 1988 |
|
SU1611294A1 |
| Толкатель для загрузки печи | 1977 |
|
SU737760A1 |
| Вертикально замкнутый тележечный конвейер-накопитель | 1988 |
|
SU1609728A1 |
| Устройство для транспортирования трубчатых изделий | 1983 |
|
SU1168494A1 |
| Тележка напольного щелевого конвейера | 1972 |
|
SU679487A1 |
| АВТОМАТИЗИРОВАННЫЙ СКЛАД ШТУЧНЫХ ГРУЗОВ | 1973 |
|
SU371132A1 |
| Линия для химического фрезерования крупногабаритных изделий | 1987 |
|
SU1497278A1 |
| Устройство для передачи грузовых тележек с одного конвейера на другой | 1983 |
|
SU1150187A1 |
| Напольный тележечный конвейер | 1978 |
|
SU725962A1 |
Фиг. 5
Фие.б
| Вертикально замкнутый тележечныйКОНВЕйЕР | 1969 |
|
SU328691A1 |
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
| Спиваковский А.О | |||
| Транспортирующие машины | |||
| М | |||
| : | |||
| Машиностроение, 1968, с.282-284. | |||
