1
Изобретение Относится к области скЛаДского хозяйства.
Известны автоматизированные склады Штучных грузов, например корзин со стеклотарой, содер}кащие параллельно расположенные подающие конвейеры с подвижно установленным над одним из них стопировщиком, стопирующим корзины снизу вверх.
Цель изобретения - складирование грузов по всему объему склада без помощи дополнительных перегрузочных механизмов. Это достигается тем, что предлагаемый склад снабжен приемным конвейером и рельсовой трансбордерной тележкой для стопировщика, несущей промежуточный конвейер, взаимодействующий с приемным конвейером и с одним из подающих конвейеров, рельсовые пути которой перпендикулярны подающим конвейерам, рельсовыми путями для стопировщика, расположенными по сторонам каждого из подающих конвейеров, и прикрепленными к верхним перекрытиям склада кассетами для вертикального стопирования корзин.
Для подачи корзин к стопировщику каждый подающий конвейер целесообразно выполнять цепным и снабжать механизмом подачи корзин, состоящим из установленных на каждом звене цепи поворотных кулачков с выступами, воздействующими на корзины, связанных с щарнирно установленными на раме конвейера
откидными направляющими линейками, взаимодействующими с выдвижными подпружиненными щтырями, а стопировщик снабжать выступающей планкой, воздействующей на
щтыри.
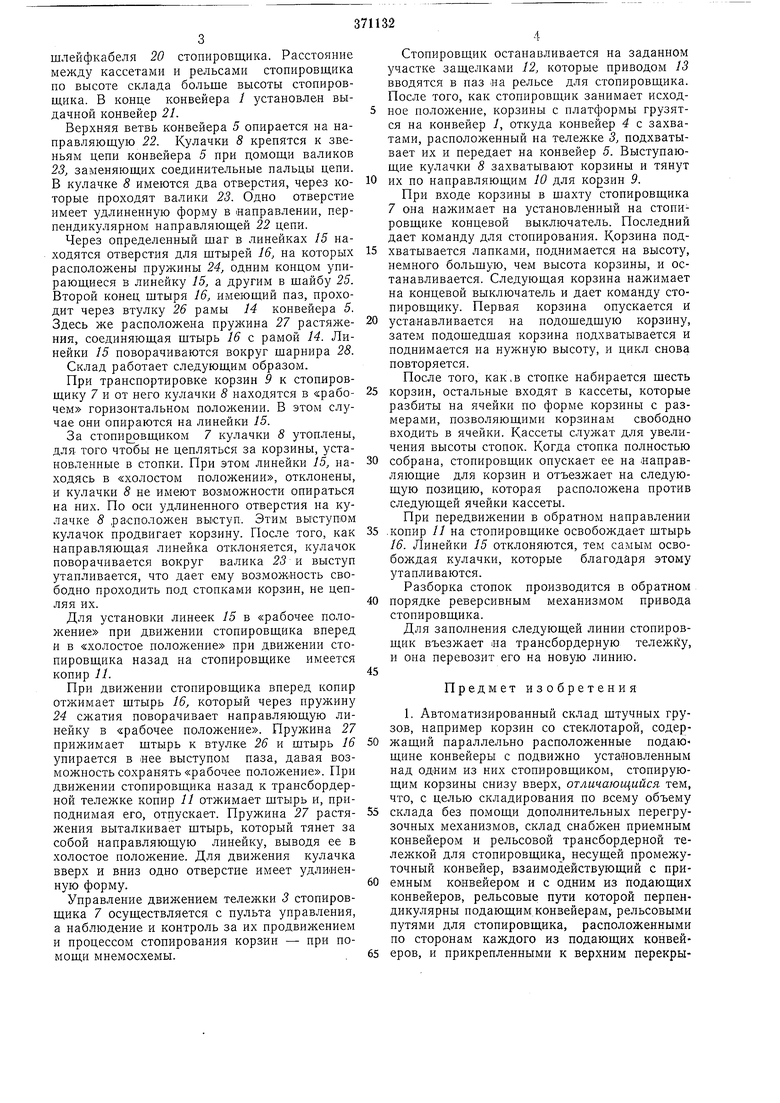
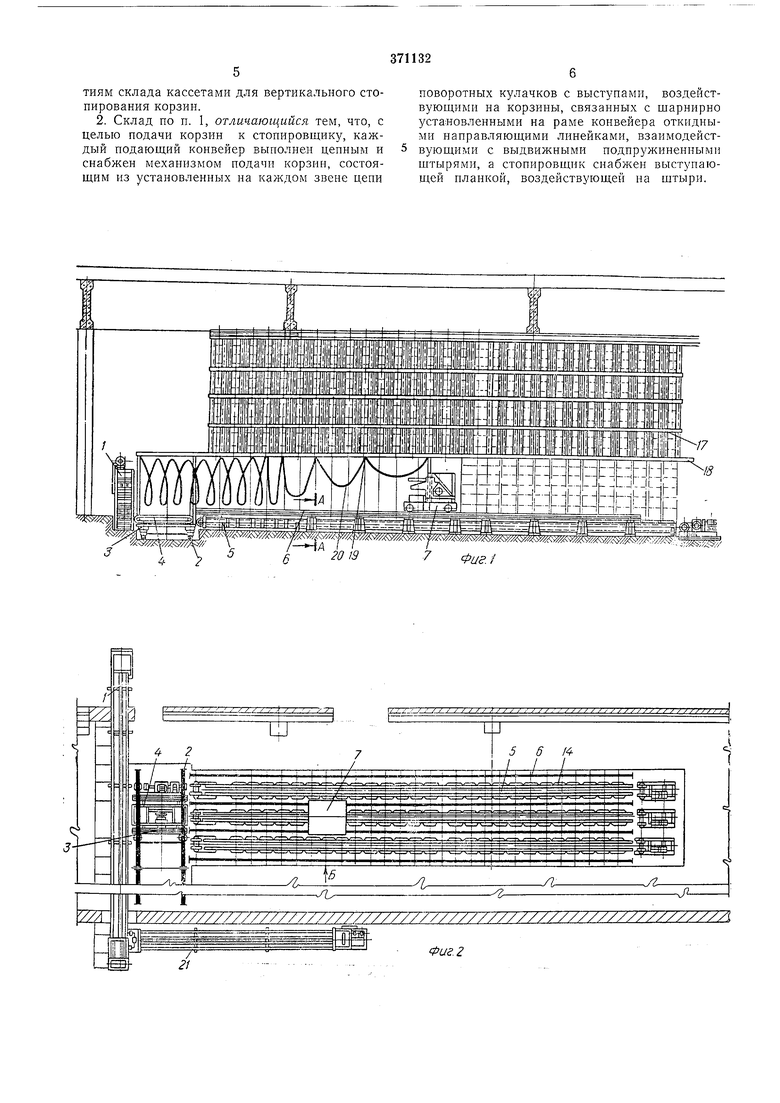
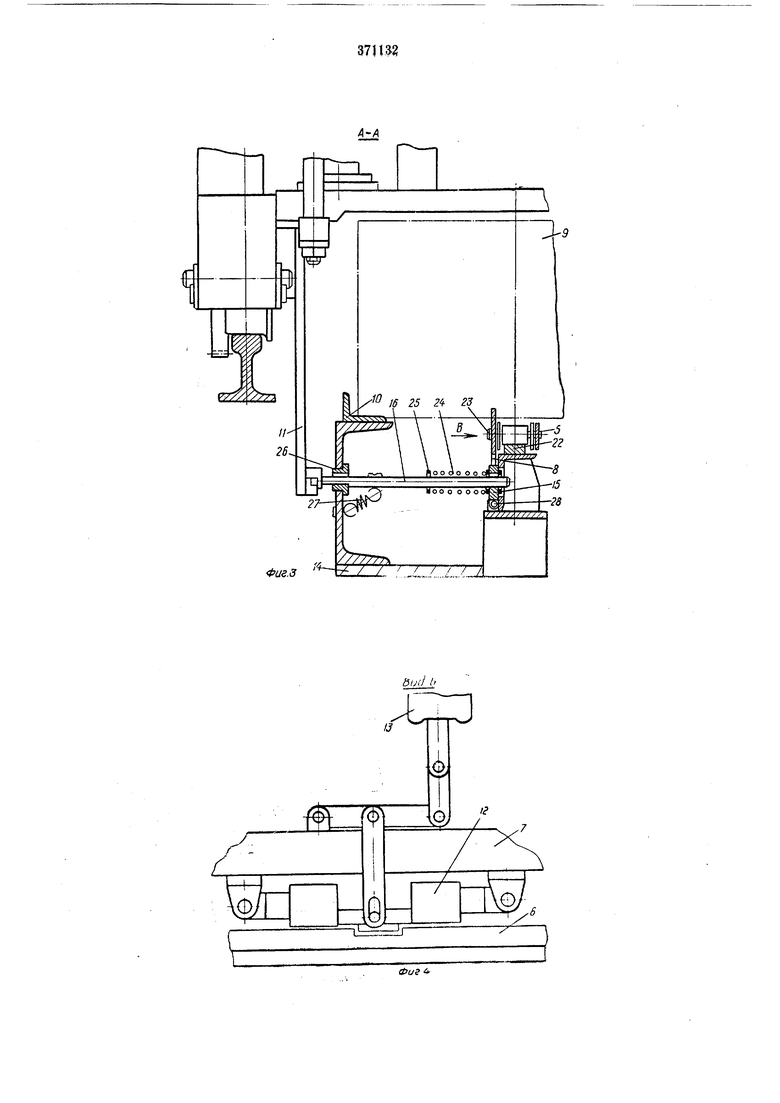
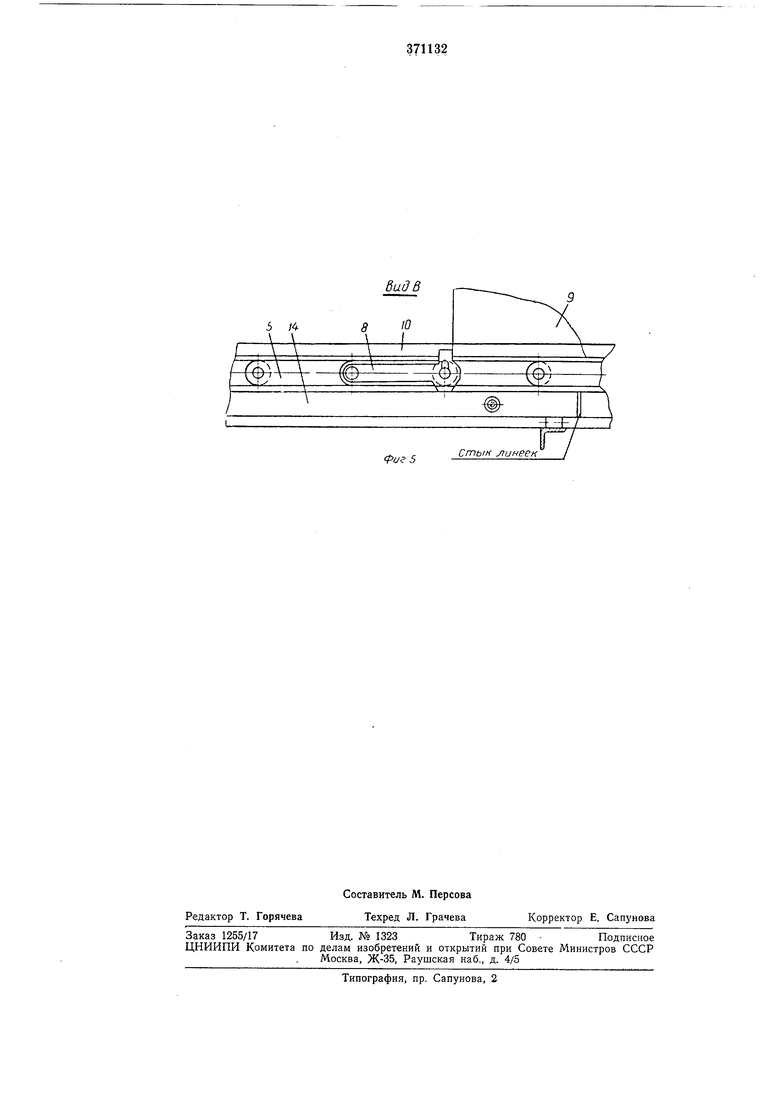
На фиг. 1 изображен общий вид описываемого склада, вид спереди; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез по А-А на фиг. 1; на фиг. 4-вид Б на фиг. 2; на фиг. 5-
вид В на фиг. 3.
Автоматизированный склад содержит двухъярусный цепной конвейер 1, параллельно которому расположены рельсовые пути 2 трансбордерной тележки 3, несущей промежуточный конвейер 4. Перпендикулярно пути 2 установлены цепные конвейеры 5, вдоль которых проложены рельсовые пути 6 стопировщика 7. Конвейеры 5 снабжены кулачками 8, взаимодействующими с корзинами 9, а вдоль
конвейеров 5 находятся направляющие 10 для корзин. К нижней части стопировщика крепятся копир // и подпружиненные защелки 12 в виде крючков с электромагнитным приводом 13. К рамам 14 конвейеров 5 щарнир.но крепятся направляющие линейки 15 и подпружиненные щтыри 16.
На одном из рельсов пути 6 находятся пазы. Над конвейерами 5 расположены прикрепленные к перекрытию кассеты 17, а сбоку кассет - направляющие 18 для кареток 19
шлейфкабеля 20 стопировщика. Расстояние между кассетами и рельсами стопировщика по высоте склада больше высоты стопировщика. В конце конвейера / установлен выдачной конвейер 21.
Верхняя ветвь конвейера 5 опирается на направляющую 22. Кулачки 8 крепятся к звеньям цепи конвейера 5 при домощи валиков 23, заменяющих соединительные пальцы цепи. В кулачке 8 имеются два отверстия, через которые проходят валики 23. Одно отверстие имеет удлиненную форму в направлении, перпендикулярном направляющей 22 цепи.
Через определенный щаг в линейках 15 находятся отверстия для штырей 16, на которых расположены пружины 24, одним концом упирающиеся в линейку 15, а другим в шайбу 25. Второй конец штыря 16, имеющий паз, проходит через втулку 26 рамы М конвейера 5. Здесь же расположена пружина 27 растяжения, соединяющая штырь 16 с рамой 14. Линейки 15 поворачиваются вокруг шарнира 28.
Склад работает следующим образом.
При транспортировке корзин 9 к стопировщику 7 и от него кулачки 8 находятся в «рабочем горизонтальном положении. В этом случае они опираются на линейки 15.
За стопи овщиком 7 кулачки 8 утоплены, для того чтобы не цепляться за корзины, установленные в стопки. При этом линейки 15, находясь в «холостом положении, отклонены, и кулачки 8 не имеют возможности опираться на них. По оси удлиненного отверстия на кулачке 8 расположен выступ. Этим вьгступюм кулачок продвигает корзину. После того, как направляющая линейка отклоняется, кулачок поворачивается вокруг валика 23 и выступ утапливается, что дает ему возможность свободно проходить под стопками корзин, не цепляя их.
Для установки линеек 15 в «рабочее положение при движении стопировщика вперед и в «холостое положение при движении стопировщика назад на стопировщике имеется копир 11.
При движении стопировщика вперед копир отжимает штырь 16, который через пружину 24 сжатия поворачивает направляющую линейку в «рабочее положение. Пружина 27 прижимает щтырь к втулке 26 и штырь 16 упирается в «ее выступом паза, давая возможность сохранять «рабочее положение. При движении стопировщика назад к трансбордерной тележке копир 11 отжимает штырь и, приподнимая его, отпускает. Пружина 27 растяжения выталкивает штырь, который тянет за собой направляюшую линейку, выводя ее в холостое положение. Для движения кулачка вверх и вниз одно отверстие имеет удлиненную форму.
Управление движением тележки 3 стопировщика 7 осуществляется с пульта управления, а наблюдение и контроль за их продвижением и процессом стопирования корзин - при помощи мнемосхемы.
Стопировщик останавливается на заданном участке защелками 12, которые приводом 13 вводятся в паз «а рельсе для стопировщика. После того, как стопировщик занимает исходное положение, корзины с платформы грузятся на конвейер 1, откуда конвейер 4 с захватами, расположенный на тележке 3, подхватывает их и передает на конвейер 5. Выступающие кулачки 8 захватывают корзины и тянут
их по направляющим 10 для корзин 9.
При входе корзины в шахту стопировщика 7 она нажимает на установленный на стопировщике концевой выключатель. Последний дает команду для стопирования. Корзина подхватывается лапками, поднимается на высоту, немного большую, чем высота корзины, и останавливается. Следующая корзина нажимает на концевой выключатель и дает команду стопировщику. Первая корзина опускается и
устанавливается на подошедшую корзину,
затем подошедшая корзина подхватывается и
поднимается на нужную высоту, и цикл снова
повторяется.
После того, как,в стопке набирается шесть
корзин, остальные входят в кассеты, которые разбиты на ячейки по форме корзины с размерами, позволяющими корзинам свободно входить в ячейки. Кассеты служат для увеличения высоты стопок. Когда стопка полностью
собрана, стопировщик опускает ее на направляющие для корзин и отъезжает на следующую позицию, которая расположена против следующей ячейки кассеты. При передвижении в обратном направлении
.копир 11 на стопировщике освобождает щтырь 16. Линейки 15 отклоняются, тем самым освобождая кулачки, которые благодаря этому утапливаются. Разборка стопок производится в обратном
порядке реверсивным механизмом привода стопировщика.
Для заполнения следующей линии стопировщик въезжает на трансбордерную тележку, и она перевозит его на новую линию.
Предмет изобретения
1. Автоматизированный склад штучных грузов, например корзин со стеклотарой, содержаший параллельно расположенные подающине конвейеры с подвижно установленным над одним из них стопировщиком, стопирующим корзины снизу вверх, отличающийся тем, что, с целью складирования по всему объему
склада без помощи дополнительных перегрузочных механизмов, склад снабжен приемным конвейером и рельсовой трансбордерной тележкой для стопировщика, несущей промежуточный конвейер, взаимодействующий с приемным конвейером и с одним из подающих конвейеров, рельсовые пути которой перпендикулярны подающим конвейерам, рельсовыми путями для стопировщика, расположенными по сторонам каждого из подающих конвейеров, и прикрепленными к верхним перекрытиям склада кассетами для вертикального стопирования корзин.
2. Склад по п. 1, отличающийся тем, что, с целью подачи корзин к стопировщику, каждый подающий конвейер выполнен цепным и снабжен механизмом подачи корзип, состоящим из установленных на каждом звене цепи
поворотных кулачков с выступами, воздействующими на корзины, связанных с щарнирно установленными на раме конвейера откидными направляющими линейками, взаимодействующими с выдвижными подпружипенными щтырями, а стопировщик снабжен выступающей планкой, воздействующей на щтыри.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СКЛАДИРОВАНИЯ КОРЗИН СО СТЕКЛОТАРОЙ | 1971 |
|
SU302297A1 |
| Линия для производства керамической плитки | 1985 |
|
SU1284837A1 |
| Устройство для пакетирования тарно-штучных грузов | 1977 |
|
SU686960A1 |
| Устройство для стопирования полых конусных изделий | 1982 |
|
SU1017598A1 |
| СТОПИРОВЩИК ТОНКОСТЕННЫХ ИЗДЕЛИЙ | 2023 |
|
RU2799178C1 |
| УСТАНОВКА ДЛЯ ВУЛКАНИЗАЦИИ ФОРМОВЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1967 |
|
SU195090A1 |
| Линия наклейки ковров из керамических плиток | 1985 |
|
SU1296422A1 |
| Поточная линия для обработки изделий | 1982 |
|
SU1081101A1 |
| Линия погрузки стеклотары в контейнер | 1989 |
|
SU1742175A1 |
| МАШИНА ДЛЯ МОЙКИ И СУШКИ СТЕКЛОТАРЫ | 1967 |
|
SU197415A1 |
j ш У/(/((л; а7 фиг
Фиг.з
fLJ
j
d.e
О /
X
5 /4
L
10
Л/
±±
п
Стык линеек
5
