f
Цель изобретения - повышение качества намотки.
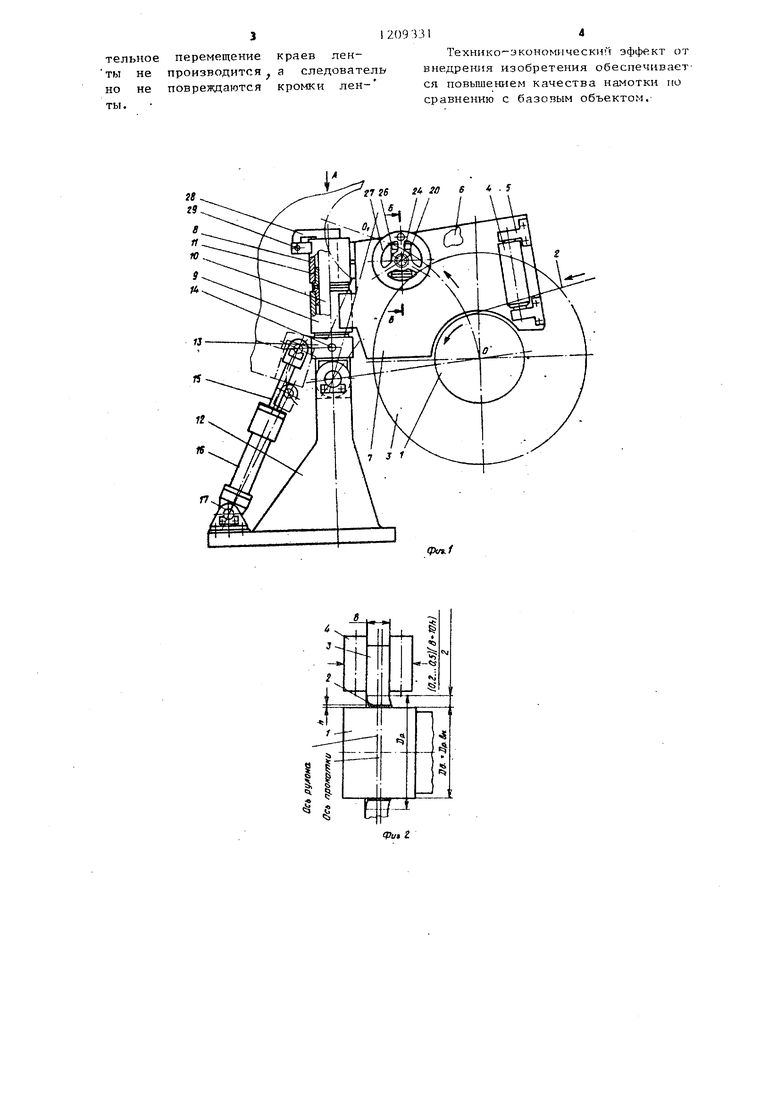
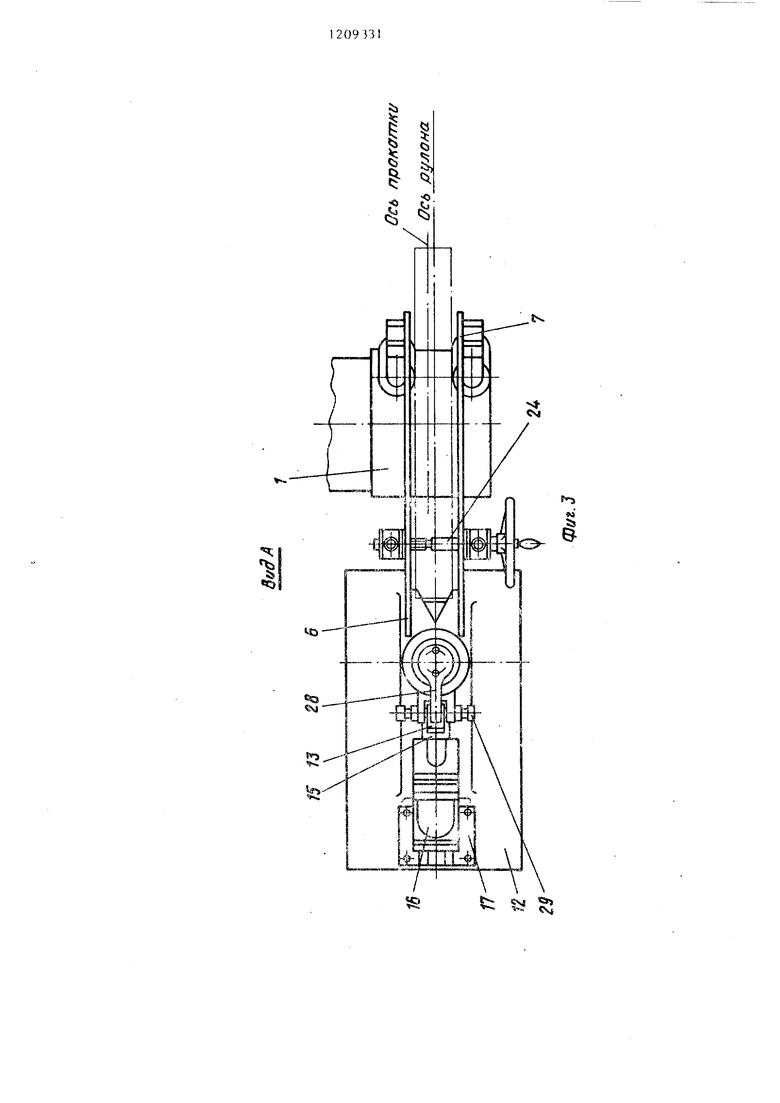
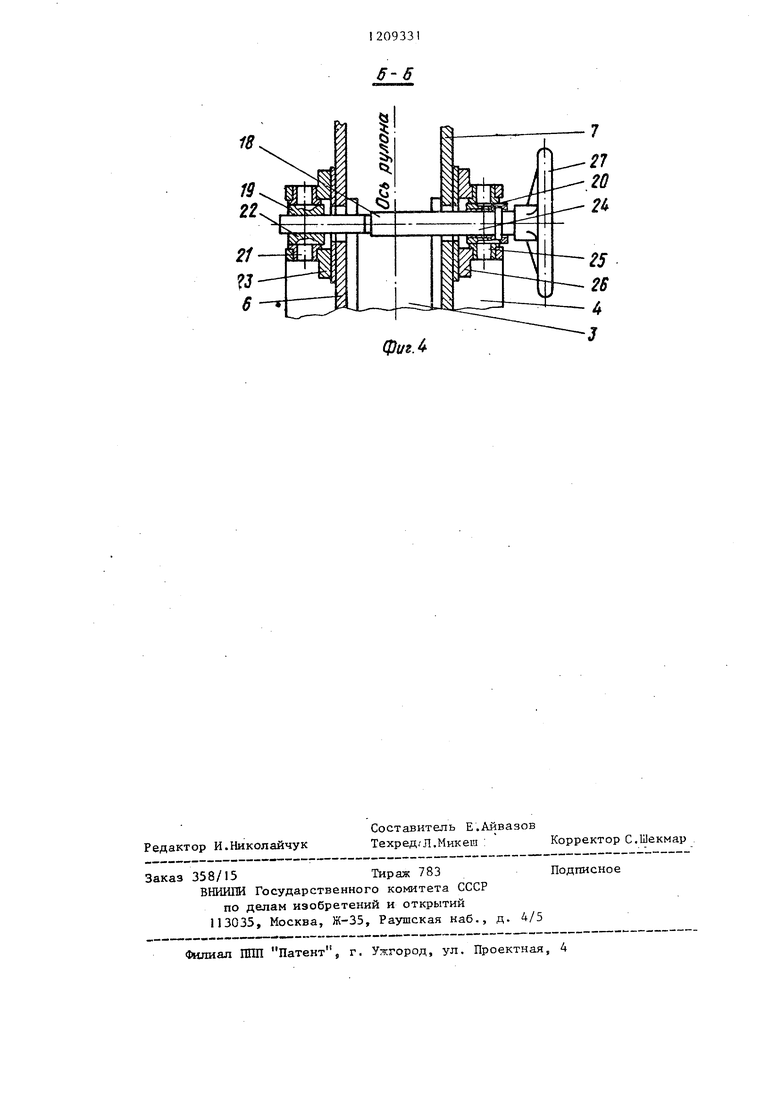
На фиг.1 представлено устрой- ,ство для осуществления предлад аемо го способа; на фиг.2 - схема намотки; на фиг.З - вид А на фиго1 на фиг,4 - разрез Б-Б на фиг,1.
I
Устройство для формирования
рулона содержит приводной барабан на который под натяжением намотана лента 2 в рулон 3. У торцов рулона расположены ролики 4; закрепленные подшипниковыми корпусами 5 на щеках 6 и 7, К щекам приварены соответственно ступицы 8 и 9, смонтированные на стержне 10 в подшипниках 11 с возможностью поворота вдоль оси барабана. Стержень установлен в плоскости, перпенди1сулярной оси барабана, смонтирован шарнирно на раме 12 и соединен через рычаг 13, закрепленный на нем штифтом 14 со штоком 15 гидравлического цилинра 16, выводящего щеки из намотки вдоль торцов рулона. Корпус гидравлического цилиндра соединен со стойкой 17. Щеки связаны собой винтовой парой 18, элементы которой шарнирами 19 и 20 средине- ны со щеками. Оси шарниров 19 и 20 параллельны оси стержня. Шарнир . 19 представляет собой цап4ы 21,, выпоненные заодно с гайкой 22 и смонтированные в корпусе 23, который закреплен на щеке 6..ВиНт 24 зафикси- рован в осевом направлении и установлен в шарнире 20, цапфы 25 которого закреплены в корпусе 26, соедненном со щекой 7. На конце винта со стороны щеки 7 жестко смонтиро- ван маховичок 27. На щеках соосно друг другу выполнены круговые вырезы, охватывающие наружную поверхность барабана.
Центры круговых вырезов в рабочем положении щек совпадшот с центром барабана О, а в отведенном перемещаются в точку 0 . Ограничитель 28 самопроизвольного пово рота щек после их вывода из зоны намотки закреплен на верхнем торце стержня и взаимодействует с двумя регулировочными винтами 29, которые связаны со ступицей 8 щеки 6„
Формирование рулона осуществляется следующим образом.
0
5 0
5
0
5
0 5
JteHTa 2 выставляется по оси -прокатки и ее передний конец закрепляется на барабане 1. К ленте прикла дывается технологическое натяжение .и включается привод вращения барабана. В начале намотки в основном из-за влияния геометрических параметров ленты ее первые витки смещаются от оси прокатки. При диаметре рулона Dp Dp ,(0,2-0,5)х х(Э + 10 h) поперечное смещение ленты прекращается и она занимает ус- положение, т.е. укладка витков идет без телескопичности. Начиная с момента.стабилизации процесса намотки щеки 6 и 7 с помощью гидравлического цилиндра 16 вводят в зону намотки и винтовой парой 18 сводят их до соприкосновения роликов 4 с торцами намотанного рулона 3 о Благодаря шарнирному закреплению на стержне 10 щеки 6 и 7 самоустанавливаются по торцам рулона. При дальнейшей намотке очередные витки ленты 2 удерживэлотся роликами 4. При этом давлв ие роликов на ленту практически отсутствует. По окончании нш-ютки рулона 3 .привод барабана 1 отключается щеки 6 и 7 разводятся винтовой парой 13 и выводятся из зсьгы намотки ГИДРОЦИ.ЛИНДРОМ 16. Центры круговьпс вырезов щек 6 и 7 перемещаются при этом в положение Q.. Щеки 6 и 7 в этом положении удерживаются от самопроизвольного поворота ограничителем 28. Рулон обвязывается и снимается с барабана 1 ., Процесс намотки очередного рулона пов- торзгется в той же последовательности .
Таким образом, как предложенный способ, так и устройство для намотки ленть, позволяют повысить вькод годного путем увеличения нар гжного Диаметра рулона при постоянстве недокатанных концов, поскольку начиная с диаметра рулона D - (0,2- 0,5)(в + 10 h) процесс намотки преимущественно узкой ленты сочета- ev. CH с гфинудительным совмещением краев лен .. ы в одной плоскости, при этом становится возможной намотка рулонов с большим отношением их наружного диаметра к ширине ленты, а также за счет улучшения качества готовой продукции, так как до диаметра рулона, отвечающего указанной эмпирической зависимости, принудительное перемещение краев лен- ты не производится а следователь но не повреждаются кромки лен- ты.
2093314
Технико-экономический эффект от внедреш1я изобретения обеспечивается повьпиением качества намотки по сравнению с базовым объектом.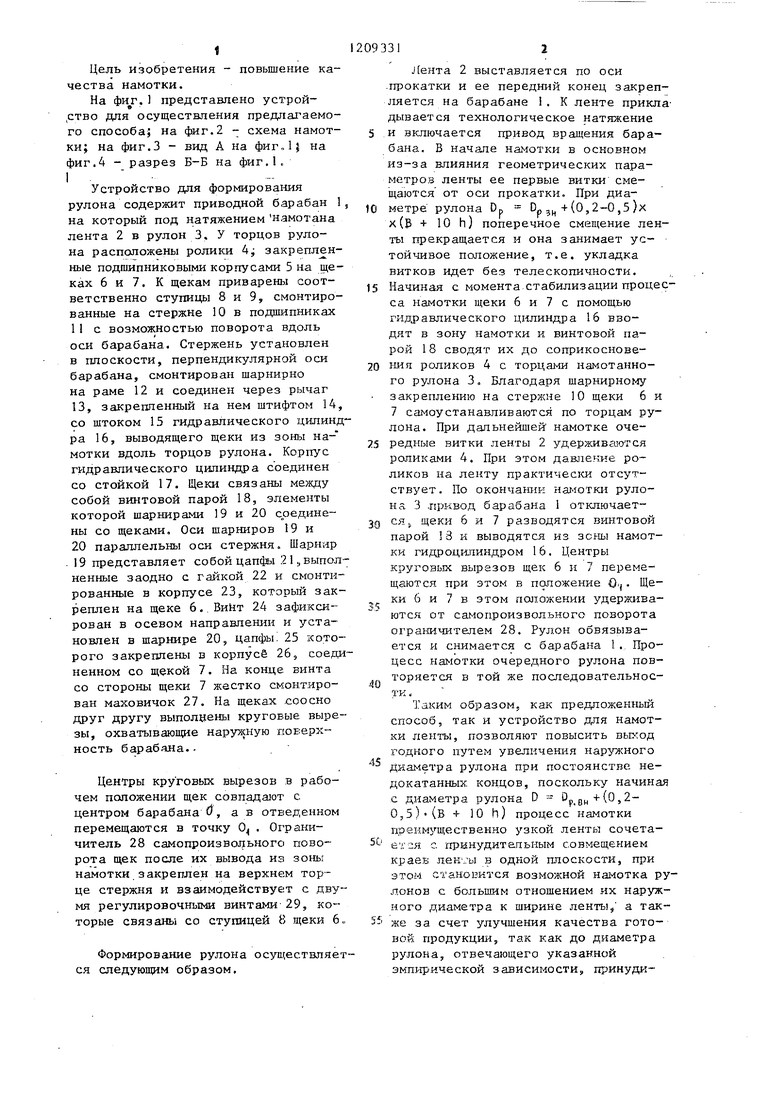
| название | год | авторы | номер документа |
|---|---|---|---|
| Бухтосвертывающая машина | 1991 |
|
SU1797506A3 |
| Двухкорпусная моталка | 1977 |
|
SU818702A1 |
| Кассета для ленточного материала | 1987 |
|
SU1473876A1 |
| Способ намотки полосы и устройство для его осуществления | 1980 |
|
SU897364A1 |
| РАЗМАТЫВАТЕЛЬ РУЛОНОВ ЯЩИЧНОГО ТИПА | 1997 |
|
RU2131316C1 |
| ПАРНИК ДАЧНЫЙ | 2010 |
|
RU2528703C2 |
| Установка для подготовки и размотки рулонов ленты | 1989 |
|
SU1710163A1 |
| Барабан для намотки ленты | 1980 |
|
SU904830A1 |
| УСТРОЙСТВО ДЛЯ РАЗМОТКИ ИЛИ НАМОТКИ РУЛОНОВ МЕТАЛЛОИЗДЕЛИЙ | 2001 |
|
RU2228229C2 |
| Устройство для транспортированияРулОНА КОНВЕйЕРНОй лЕНТы | 1979 |
|
SU823234A1 |
1. Способ формирования рулона из ленты, включающий ее намотку и совмещение краев ленты в одной плоскости, отличающийся тем, что, с целью повышения качества намотки, совмещение краев витков р.вн в h ленты в одной плоскости проводят начиная с диаметра рулона ° Dp,(0,2-0,5)(B + 10 h), ; f где D - текущий наружный диаметр рулона; внутренний диаметр рулона; ширина ленты; толщина ленты. 2. Устройство для формирования рулона из ленты, содержащее механизм намотки и узел совмещения краев витков ленты в одной плоскости с роликами, отличающееся тем, что механизм намотки выполнен в виде приводного барабана, а указанный узел - в виде смещенной относительно барабана стойки, шарнирно сочлененного с ней поворотного природного стержня с щеками, а также винтовой пары, каждый из элементов которой сочленен с соответствующей щекой, каждый из роликов смонтирован на соответствующей щеке, при этом щеки сочленены с поворотным приводным стержнем с возможностью отвода из зоны намотки и перемещения относительно торцов барабана посредством указанной винтовой пары. ел с со 00 bo
гггб Hf го е - У
Vi/
м
esj «
ч-. tVt
6-6
фиг 4
Редактор И.Николайчук
Заказ 358/15Тираж 783
ВНИИШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
Составитель Е.Айвазов
Техред/Л.Микеш : Корректор С.Шекмар
Подписное
| Королев А.В | |||
| и др.Механическое оборудование прокатных цехов.-М.: .Метагшургиздат, 1953, с.326-327, рис | |||
| Способ нагрева эквипотенциального катода в электронных вакуумных реле | 1921 |
|
SU266A1 |
| Целиков А.И | |||
| и др | |||
| Прокатные станки.- М.: Металлургиздат, 1958, с.308-309; рис | |||
| Саморазгружающаяся железнодорожная платформа | 1921 |
|
SU366A1 |
