Изобретение относится к технологической оснастке кузнечно-штампо- вочного производства, а именно к штампу для изготовления поковок открытой объемной штамповкой и обрезкой облоя.
Цель изобретения - расширение технологических возможностей путем обеспечения изготовления поковок с одной цилиндрической концевой частью.
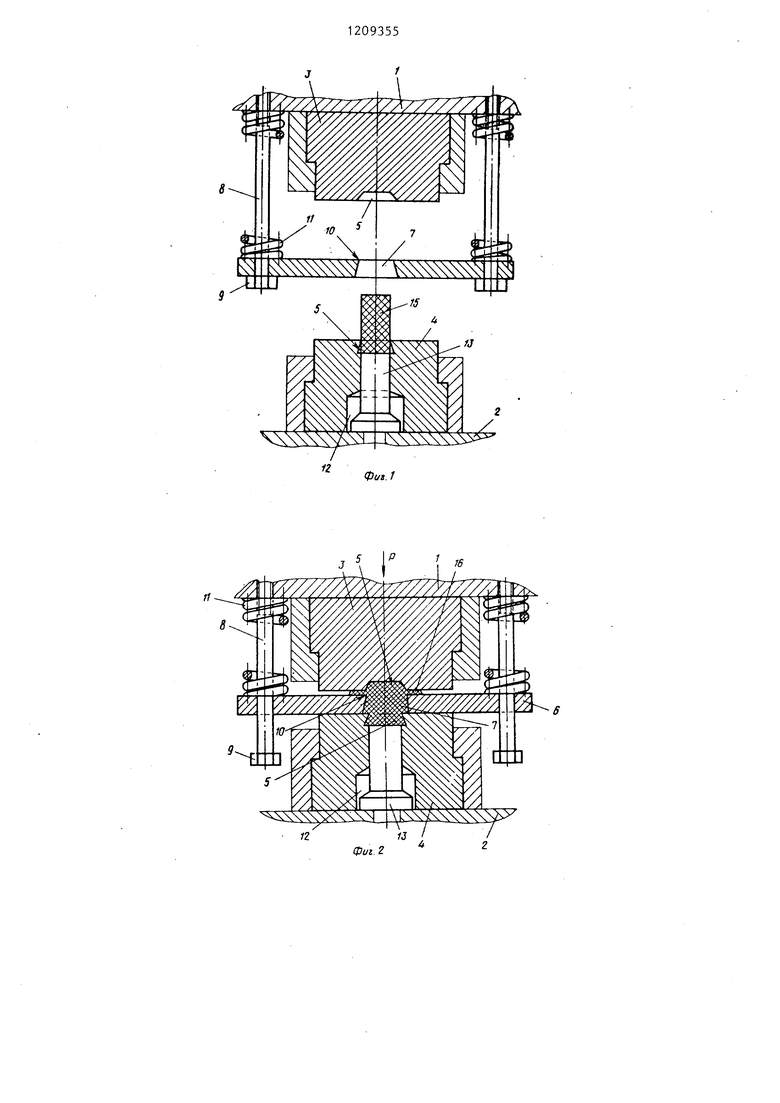
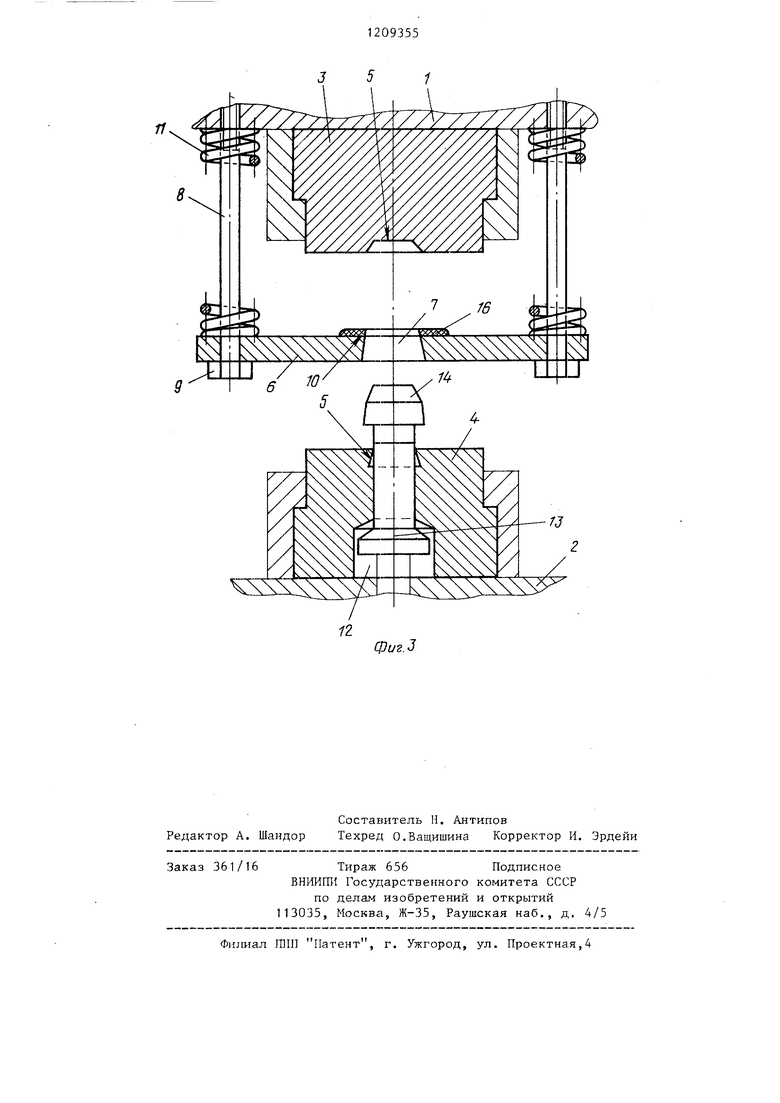
На фиг.1 изображен штамп для открытой объемной штамповки и обрезки облоя в исходном положении его элементов, продольный разрез; на фиг,2 - то же, в положении, соответ ствующем окончанию штамповки; на фиг.З - то же, в положении, соответствующем окончанию обрезки облоя и выталкивания поковки.
Штамп содержит верхнюю 1 и нижнюю 2 опорные плиты, на которых установлены соответственно верхний 3 и нижний 4 бойки, имеющие торцовые полости 5 для оформления концевых частей поковки. Штамп содержит такж секцию 6 с отверстием 7 для оформления средней части поковки и средство для связи секции с верхней плитой в направлении ее подъема. Последнее может быть выполнено в виде тяг 8 (болтов), соединенных с верхней плитой и имеющих концевые утолщения 9 (головки болтов), Элемент для обрезки облоя выполнен в виде режущей кромки 10 отверстия 7 со стороны верхнего бойка, Секьщя 6 рамещена своей центральной частью между бойками и подпружинена пружинами 11 сжатия в направлении к нижнему бойку 4. Средство для фиксации поковки на нижнем бойке при обрезке облоя выполнено в виде сужающейся в направлении к верхнему бойку 3 конической торцовой полости 5 нижнего бойка 4, В последнем выполнена дополнительная полость 12, сопряженная с полостью 5, в которой размещен выталкиватель 13 поковки.
Для изготовления поковки 14 заготовку 15 устанавливают в торцовую полость 5 нижнего бойка 4 на торец выталкивателя 13, При ходе верхней
плиты 1 вниз секция 6 опускается на нижний боек и прижимается к нему усилием пружин 11 для исключения вытеснения металла заготовки в зазор между секцией и нижним бойком,
Затем верхним бойком 3 выполняется деформирование заготовки с заполнением полостей 5 бойков и отверстия 7 секции. Избыток металла заготовки вытесняется в зазор между секцией
и верхним бойком, образуя облой 16, При подъеме верхней плиты поковка удерживается в торцовой полости ниж него бойка, секция 6 через тяги 8 перемещается вверх и своей режущей
кромкой 10 срезает облой 16, который остается на поверхности секции. Приводом (не показан) вытолкатель 13 перемещается вверх, обеспечивая выталкивание поковки и тем самым
обжим ее нижней концевой части,
Предлагаемая конструкция штампа позволяет обеспечить за один двойной ход верхней плиты (ползуна пресса) изготовление поковки без облоя с концевой цилиндрической частью, Верхняя концевая часть поковки может быть конической, сопряженной с боковой поверхностью средней части поковки, или может быть выполнена в виде торцового конического выступа необходимых относительных размеров. Цилиндрическая концевая часть поковки может иметь диаметр, равный
наибольшему диаметру поковки, а также меньший или большргй зтого диаметра поковки. Боковая поверхность средней части поковки может быть конической или цилиндрической,
Обеспечивая изготовление поковок различных типоразмеров, предлагаемый штамп по сравнению с известным имеет более высокие технологические возможности.
Фиг.1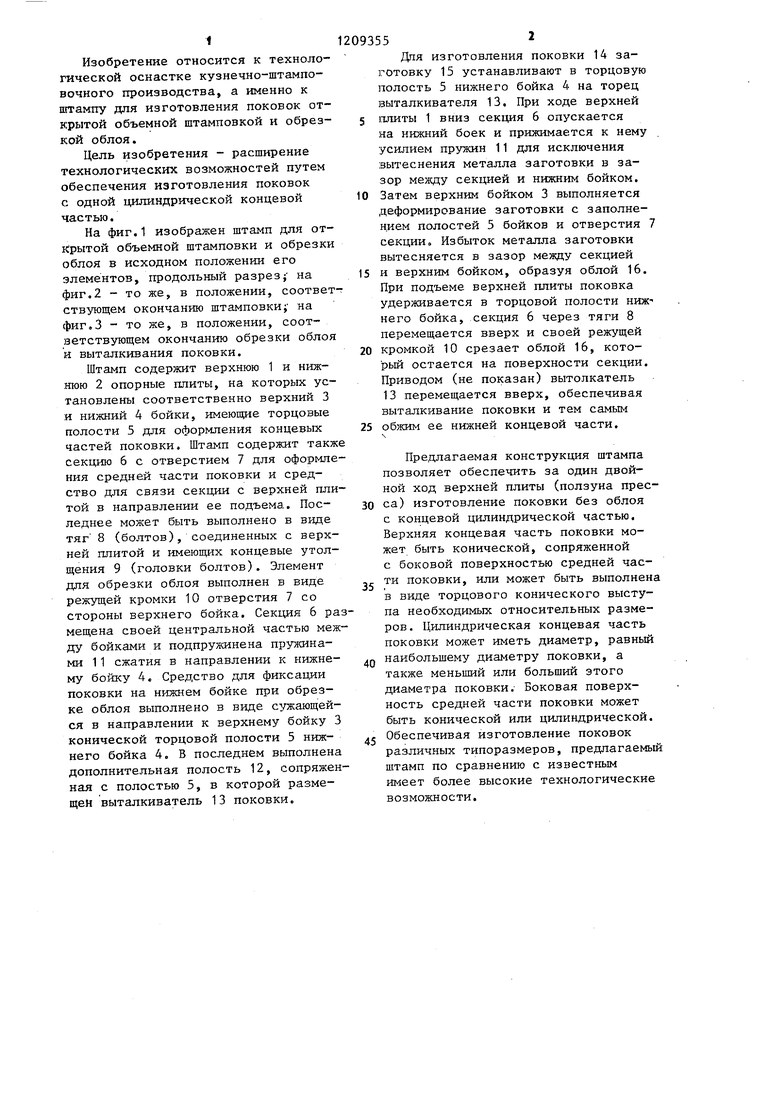
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ОБЪЕМНОГО ДЕФОРМИРОВАНИЯ И ОБРЕЗКИ ПОКОВОК | 1992 |
|
RU2018401C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2496595C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2004 |
|
RU2275271C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК С ОТРОСТКАМИ | 2001 |
|
RU2212974C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2509620C2 |
| Комбинированный штамп | 1981 |
|
SU967656A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК С БОКОВЫМ ОТРОСТКОМ | 2007 |
|
RU2344898C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК С ЦЕНТРАЛЬНЫМ ОТВЕРСТИЕМ | 2004 |
|
RU2275272C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2001 |
|
RU2218230C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2494831C2 |
12
,
Фиг. 2
J 5
Ч
Ч
Составитель И, Антипов Редактор А. Шандор Техред О.Ващишина Корректор И. Эрдейи
361/16
Тираж 656Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал rain Патент, г. Ужгород, ул. Проектная,4
фиг.З
| Штамп для штамповки поковок | 1976 |
|
SU608598A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Станок для механизированной вырезки плоского фигурного стекла | 1955 |
|
SU108223A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
