Изобретение относится к области сварки, в частности к устройствам для центрирования труб под сварку, и может бЕлть использовано в других отраслях народного хозяйства, где возникает необходимость взаимного центрирования вертикально подвешенных труб для их сборки под сварку.
Целью изобретения является повышение точности центрирования свариваемых вертикально подвешенных труб.
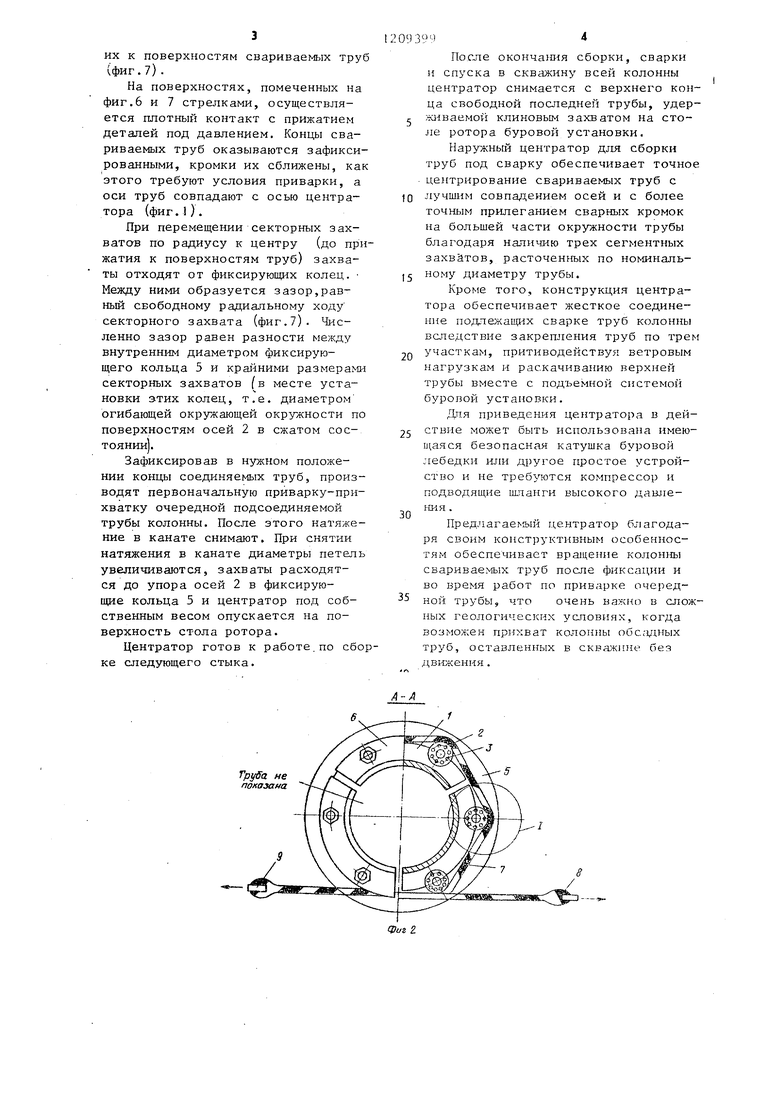
На фиг.1 изображен наружный цен- ратор для сборки труб под сварку,- общий вид; на фиг, 2 - разрез А-А на фиг.1; на фиг.З - схема запа- совки каната; на фиг.4 - направление сил в петле каната в соответствии с фиг.З; на фиг.З - передача усилия от натяжения каната на опорные ролики в соотв ;тствии с .2; на фиг.6 - узел Г на фиг,2, передача усилия от каната через опорный ролик на оси в соответствии с фиг,2; на фиг,7 - передача у ЛИЯ от оси через сегментный захиат на соединяемую трубу в соответствии с фи г, 1 и 2 ,
Наружный центратор для сборки труб под сварку содержит сегментные захваты 1, расточенные по номинальному диаметру свариваемой колонны и установленные под углом 120 относительно друг друга. Захваты попарно соединены осями 2, на которых с каждой стороны уста- но}злены по два опорных ролика 3, р нираемых проклщ;кой 4. Сегментные захваты удерживаются от распадения наружными фиксирующими кольцами 5, помещенными между крьшками 6 и роли к 3.
Привод представляет собой канат 7 в виде двух параллельных вет 1зей, образующих петли, концы которых закреплены к траверсам 8 и 9, первая из которых 8 имеет размер, меньший расстояния между кргйними опорными роликам1, вторая 9 - боль ии11 расстояния между внутренними опорными роликами.
Перед работой по сварке осадных колонн на центратор устанавливают над устьем скважины и надевают на верхнюю часть уже опущной в CKBaJKvniy ч руб 1.
20
25
09399J
В направляющие ручьи устройства
меяоду опорными роликами 3 и фиксирующими кольцами 5 вводят петли каната. При этом траверса 8, имеющгш 5 меньшую длину, пропускается между канатами, траверсой 9 и корпусом центратора. Отходящие от корпуса концы петель каната, таким образом, оказываются уложенными на различные 10 ролики 3, разделенные прокладкой
4.Каждая ветвь каната 7 касается только одного из фиксирующих колец
5,срзободно поворачивающихся при перемещении каната,
15
После подготовки каждой следующей привариваемой трубы колонны центратор поднимают до совпадения с линией стыка и натяжением каната, например, об безопасной катушки буровой лебедки сжимаются сегментные захваты 1, удерживающие жестко в Зафиксированном положении концы свариваемых труб.
Канаты 7 при натяжении перемещаются по поверхности роликов 3. Равенство усилий натяжения в петлях каната обеспечивается наличием траверс 8 и 9 при различных действительных диаметрах свариваемых концов труб.
Работоспособность наружного центратора для сборки труб под сварку при различных (в пределах допуска) диаметрах стыкуемых труб обеспечивается следуюш;им образом.
Сегментные захваты 1 между собой жестко не связаны. Свободно надетые на них фиксирую1цие кольца 5 и петли канатов 7 позволяют сегментам несколько перекашиваться (до 4 мм на диаметре, например, 219 мм),обеспечивается независимое зажатие концов обеих соединяемых труб. Одинаковость усилий прижатия обеспечивается тем, что петли канатов 7 соединены траверсами 8 и 9, обеспечива- ющиг-ш одинаковое натяжение канатов, и, следовательно, одинаковое усилие давления каната на ролики 3 в верхней и нижней частях центратора..
После приложения сил к траверсам 8 и 9 (фиг.4) диаметры петель начинают уменьшаться и канаты 7 надавливают на опорные ролики 3 (фиг.6). 55 Через опорные ролики 3 усилие от канатов передается на оси 2 (фиг.6), В свою очередь оси 2 надавливают .на секторные захваты 1 и прижимают
30
35
40
45
50
их к поверхностям свариваемых тру (фиг.7).
На поверхыостях, помеченных на фиг.6 и 7 стрелками, осуществляется плотный контакт с прижатием деталей под давлением. Концы свариваемых труб оказываются зафиксированными, кромки их сближены, как этого требуют условия приварки, а оси труб совпадают с осью центратора (фиг.1).
При перемещении секторных захватав по радиусу к центру (до прижатия к поверхностям труб) захваты отходят от фиксирующих колец. Между ними образуется зазор,рав- ньш свободному радиальному ходу секторного захвата (фиг.7). Численно зазор равен разности между внутренним диаметром фиксирующего кольца 5 и крайними размерами секторных захватов (в месте установки этих колец, т.е. диаметром огибающей окружающей окружности по поверхностям осей 2 в сжатом состоянии).
Зафиксировав в нужном положении концы соединяемых труб, производят первоначальную приварку-прихватку очередной подсоединяемой трубы колонны. После этого натяжение в канате снимают. При снятии натяжения в канате диаметры петель увеличиваются, захваты расходятся до упора осей 2 в фиксирующие кольца 5 и центратор под собственным весом опускается на поверхность стола ротора.
Центратор готов к работе.по сбоке следующего стыка.
09399
После окончания сборки, сварки н спуска в скважину всей колонны центратор снимается с верхнего конца свободной последней трубы, удер- J ; Киваемой клиновым захватом на столе ротора буровой установки.
Наружный центратор для сборки труб под сварку обеспечивает точное центрирование свариваемых труб с
)Q лучшим совпадением осей и с более точным прилеганием сварных кромок на большей части окружности трубы благодаря наличию трех сегментных захватов, расточенных по номиналь15 ному диаметру трубы.
Кроме того, конструкция центратора обеспечивает жесткое соединение подлежащих сварке труб колонны вследствие закрепления труб по трем участкам, притиводействуя ветровым нагрузкам и раскачиванию верхней трубы вместе с подъемной системой буровой установки.
Для приведения центратора в действие может быть использована имеющаяся безопасная катушка буровой лебедки или другое простое устройство и не требуются компрессор и подводящие шланги высокого давления .
Предлагаемый центратор благодаря своим конструктивным особенностям обеспечивает вра1цение колонны свариваемых труб после фиксации и во время работ по приварке очередной трубы, что очень важно в сложных геологических условиях, когда зозмолсен прихват колонны обс;щных труб, оставленных в скважине без движения.
20
25
30
35
| название | год | авторы | номер документа |
|---|---|---|---|
| Тросовый центратор | 1985 |
|
SU1324806A1 |
| Способ монтажа монолитной колонны стальных труб орбитальной лазерной сваркой и устройство для его осуществления | 2023 |
|
RU2824906C2 |
| Способ орбитальной лазерной сварки нефтяных стальных труб, устройство и система, его реализующие | 2020 |
|
RU2759457C1 |
| Тросовый центратор | 1976 |
|
SU582931A1 |
| Автоматизированная линия для сборки и сварки коробчатых изделий | 1987 |
|
SU1581543A1 |
| Способ формирования монолитной буровой колонны из обсадных труб орбитальной лазерной сваркой | 2021 |
|
RU2776125C1 |
| ЦЕНТРАТОР И ОБСАДНАЯ КОЛОННА | 2001 |
|
RU2209291C1 |
| Буровая установка для бурения с плавучего средства | 1980 |
|
SU939715A1 |
| Центратор для одновременной сборки стыков двух параллельно расположенных труб | 1987 |
|
SU1506769A1 |
| Зажим для металлопроката | 1981 |
|
SU1011486A1 |


pySa. не показана
Фиг.
Фиг. 5
Фиг 6
f pi/ffa
Фиг. 7
ВНИИПИ Заказ 365/18 Тираж 1000 Подписное Фт1я,-ичп ППЛ Патент, г.Ужгород, ул .Проектная, 4
| Станок для оливирования отверстий в часовых и приборных камнях | 1973 |
|
SU478738A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для центровки торцовых частей труб при сварке стыка | 1959 |
|
SU123931A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
