гб 23
25
Вид /
л е
ел
О5 vj
05 СО
21
I их отраслях мапиногтроения при из- гптовлепии труОопроводоп сложной конфигурации в том Числе трубопро- ппдоп г. крутозягнутыми отводами, а также при чамеке колен в труднодоступных местах и в условиях ограниченного нрнбьгеания человека в зоне сборки. Цель изобретения - сокра
7, 8 вьтолнеиы пазы 10, 11 для до- .ступа к стыкам f2, 13 и прорези 18- 21, порьичаютие эластичность зажимных элементов 7, Я. Трубы 26, 27 И круто изогнутый отвод 25 вводят в зажимные элементы 7 и 8, фиксируют винтa rи 14-17 и прихватывают ст)1ки 12, 13, С помощью рукоятки 9 перемещают цент
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ | 1992 |
|
RU2021092C1 |
| Устройство для сборки и центрирования труб под сварку | 1981 |
|
SU988510A1 |
| Устройство для сборки и сварки неповоротных стыков труб | 1986 |
|
SU1453764A1 |
| Устройство для сборки и центрирования труб под сварку | 1985 |
|
SU1363658A1 |
| УСТРОЙСТВО для СБОРКИ и ЦЕНТРОВКИ ТРУБ | 1969 |
|
SU235882A1 |
| Установка для сборки и сварки трубопроводов | 1978 |
|
SU882714A1 |
| Устройство для сборки и сварки изделий | 1986 |
|
SU1395444A1 |
| Полуавтомат для сварки неплавящимсяэлЕКТРОдОМ C пРиСАдОчНОй пРОВОлОКОй | 1979 |
|
SU841846A1 |
| Внутренний центратор для сборки и сварки кольцевых стыков | 1983 |
|
SU1088903A1 |
| Установка для сборки и сварки секционных отводов | 1987 |
|
SU1496978A1 |
Изобретение относится к сварке, р частности к конструкциям цгитрл- торои для одновременной сборки стыков друх параллельно расположен1гмх труб, и может быть использопано в . энергетическом, химическом и npv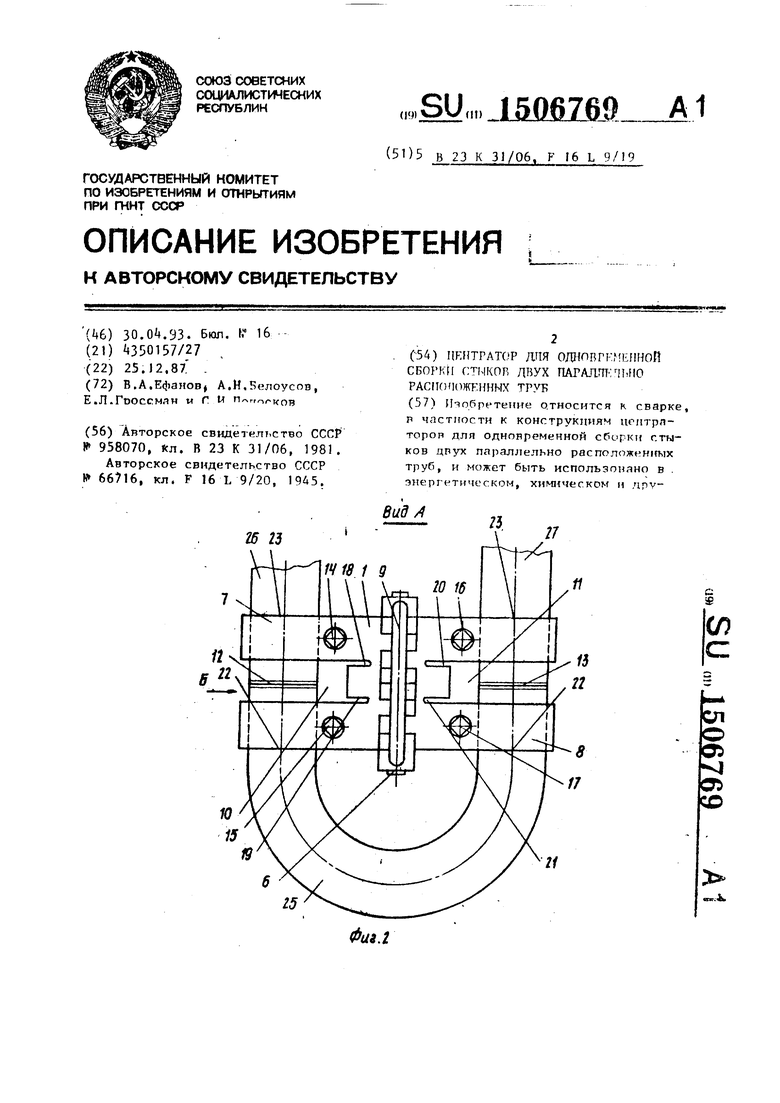
Го ние времени-установки и съема цент- Q из плоскости расположения труб рлтора при сборе стыков. Центратор26, 27. При этом зажимные элементы
содержит корпус 1 с пружинными приз-7 и 8 поворачиваются на штыре 6 и
матич -скими зажимными элементами 7,освобождают трубы 26, 27 и отврд 25,
8, выполненными заодно с корпусомпосле чего производят сварку стыков
1, а также рукбятку 9 для его транс-,$ 12, 13. 2 э.п. ф-лы, 4 ил. ппртировкн. в зажимных элементах
Изобретение относится К сварке, в частности к конструкциям центраторов для одновременной сборки сты- коп двух параллельно ,расположенных труб, и может быть использовано в энергетической, химической и других отраслях машиностроения при изготовлений-трубопроводов сложной конфигу- раш1и, в том числе трубопроводов с круто загнутыми отводами, а также при замене элементов трубопроводов в труднодоступных местах и в условиях ограниче)Н1ого времени пребывания человека в зоне сборки.
Целью изобретения является сокращение времени установки и съема центратора при сборке стыков.
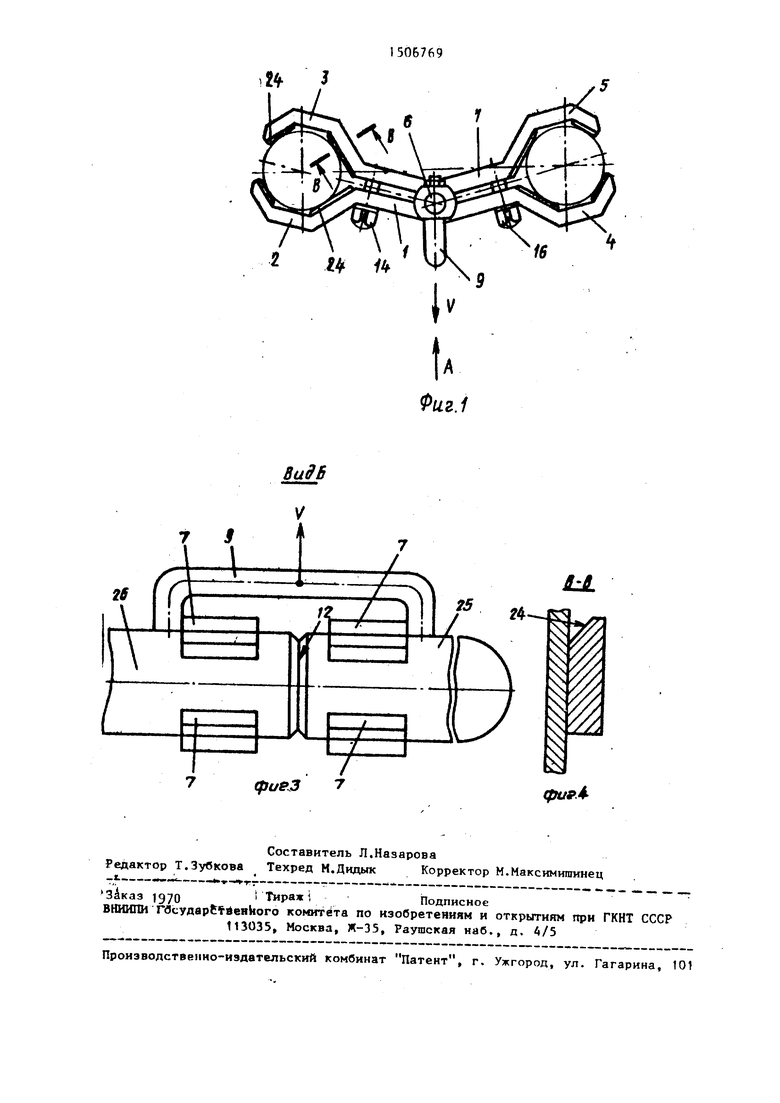
На фиг.1 схематично изображен предл яг; емый центратор, общий вид; на фиг.2 - вид А на фиг,1; на фиг,3 вид Б на фиг.2 (повернуто); на фиг.4 - разрез B-R на фиг.1 (повернуто) .
Центратор для одновременной сборки стыков двух параллельно располо- женньгх труб (см. фиг.1 и 2) состоит .из корпуса 1, выполненного в виде четырех п-образных петель 2-5, поворотно насаженных на штырь 6 и образующих пружинные призматические зажимные элементы 7, 8, выполненные заодно с корпусом 1, а штырь 6 несет транспортировочную рукоятку 9 (см. фиг.З).
R зажимн| 1х элементах 7, 8 выполнены пазы 10, 11, обеспечйваютие доступ к соГщр-чемьгм стыкам 12, 13, Петлн 2-) с тянуты винтами 1A-I7,
0
На каждой петле 2-5 перпендикулярно продольной оси штыря 6 выполнены прорези 18-211(см. фиг,2), которые служат для усиления эластич кости зажимных элементов 7, 8, сйи- жая силовое воздействие винтов 14- 17, С внешних сторон 22 и 23 каждого из-зажимт,1х элементой 7 и 8 выполнены заходные фаски 2Д (см, фиг.1 и 4) Крутозагнутый отвод 25 (см. фиr,i) с трубами 26 и 27 собирается и цея1- рируется устройством по стыкам 12 13 под прихватку и последукщую свАр . /
Снимать центратор следует за рукоятку ,9 на себя, если обстановка работы соответствует изображенной на фиг,2, и в сторону, обозначенную у, если обстановка соответствует изображегтой на фиг,, 1 и 3.
Работа осуществляется следующим образом,
В чистом помещении на свободные концы крутозагнутого отвода 25 свер5 У со стороны 22 надевается Центратор, Эта операция Не требует особых усилий благодаря эаходным фаскам 2А, вьтолненным на рабочих поверхностях зажимных элементов 7 и 8/ Центратор
д устанавливается так, чтобы зажимные элементы 7 и 8 охватывали концы отвода 25, а последние располагались посредине пазов 10 и 11, После этого положение отвода 25 в центраторе
С фиксируют винтами 15, 17 и переносит в рабочую зону.
. При этом предполагается, что диаметр отвода 25 может превышать Дна- метр труб 26, 27. Центратор рассчитан
5
0
для работы с трубами диаметром 55-62 мм,
В рабочей зоне центратор с отводом 25, закрепленным fl зажимнь1х элементах 7 и 8, устанавливают на трубах 26 и 27. Для этого подводят центратор снизу так, чтобы зажимной элемент 8 с внешней стороны 23 фаской 24 был подведен к торЦу трубы 27 затем К зажимному элементу 7 с внешней стороны 23 подводят торец трубы 26, который также попадает в соответ ствуищую фаску 24, Происходит совме- ,щение межцентрового расстояния круто йагнутого отвода 25 и труб 26, 27. При этом прорези 18-21 компенсируют возможные перекосы относительно штыря 6 петель 2-5. Это позволянт быстро,, без приложения особых-усилий и временных затрат завести поочередно трубы 26 и 27 внутрь полостей зажимных элементов 7 и 8 до стыков 12 и 13 с отводом 25. Затем положение труб 26 и 27 фиксируется винтами 14 и 16, после чего производится при- , в трех точках каждого торца труб с крутозагнутым отводом.
На установку и центрирование труб с крутозагнутым отводом требуется 2-3 мин.
Лальнейпяй сварка производится при снятом центраторе.
.Съем центратора с труб производит- .я в следующем порядке.
Отворачивают винты 14-17.
Рукояткой 9 перемещают центратор б направлении V, как показано на фиг.1 и 3. При эtoм зажимные элементы 7 и 8 поворачиваются вокруг штыря 6. и движутся навстречу друг другу до тех пор, пока не выйдут из зацепления с крутозагнутым отводом 25 и
06769
, трубами 2в, 27, после чего neitTparop убирают из монтажном чоны.
Предлагаемый центратор позволяет улучшить условия выполнемин работ за счет того, что отвод закрЕПляетсч в центраторе вне зоны, монтажа, В не при выполнении сборки отнода с трубами, одна из которых закреплена Q жестко, а другая имеет возможность перемещаться в пространстве, поворотные зажимные элементы центратора позволяют легко и быстро зафиксировать и сцентриронать их под прихватку, 5 в результате чего значительно со-кра0
5
0
5
0
5
щается время нахождения человека в зоне монтпка.
Формула изобретения
I. Центратор для однорременной cQopKH стыков двух параллельно рас- положенньк труб, .содержащий два связанных между собой зажимных эле - мента для сборки каждого из стыков, отличающийся тем, что, с целью сокращения времени установки и съема центратора при сборке стыков, он снабжен ттырем - траиспорт;1р 9п11 ной рукояткой, заштмные элементы выполнены в 5иде пружинных прнзм-тти- ческнх захватов с пазом под собираемые стыки и закреплены на штыре с возможностью поворота в плоскости, перпендикулярной оси прлзматим ;г.кнх захватов, а транспортировочная рукоятка жестко закреплена на штьфе.
2,Центратор по п.1, о т л и - Чающий с я тем, что на каждом зажимном элементе в основании паза перпендикулярно оси штыря выполнены по две прорези.
ВидВ
(fiueJ3
i±
фи9
| Центратор для сборки стыков труб | 1981 |
|
SU958070A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Ретурбенд | 1945 |
|
SU66716A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| (i) ЦЕНТРАТОР ЛПЯ OOTOBrF.MEflF on СБОРКИ СТМКОР, ДВУХ ПАРАЛПТ ПТ ИО РАСИОПОЖКНННХ ТРУБ | |||
