данным радиусом, в зависимости от типоразмеров камней.
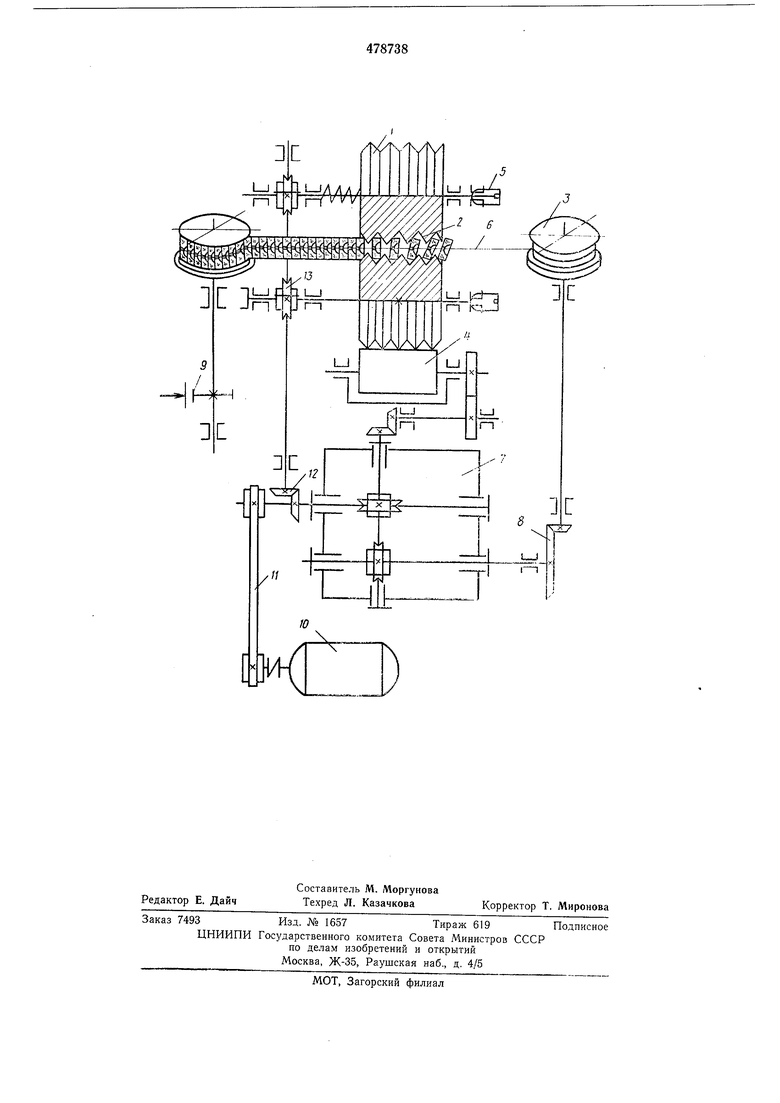
На чертеже изображена кинематическая схема станка.
Основными узлами этого сталка являются резиновые барабаны 1 и 2, катушка 3 для перемотки проволоки с нанизанными камнями и валик 4 для нанесения алмазной суспензии.
На резиновых барабанах 1 и 2 нарезаны винтовые канавки. Шаг винтовых канавок на барабане 2 на несколько .микрон больше, чем на барабане 1. Неред началом оливирования производится настройка станка, винтовые канавки обоих барабанов со стороны захода камней должны совпадать. Для этих целей верхний барабан имеет возможность подстраиваться по нижнему при по.моши регулировочного винта 5. При включении станка одновременно приводятся во враш;ение барабаны 1 и 2, катушка 3 и валик для нанесения алмазной суспензии.
За счет перемотки проволоки с нанизанными камнял и с одной катушки на другую камни подаются к барабанам 1 и 2, захватываются винтовы.ми канавками и перемеш,аются по ним вращаясь.
Валлк 4 наносит алмазную суспензию на барабаны, где она попадает на проволоку 6. При попадании алмазной суспензии в отверстие камня алмаз затравливается в проволоку и при вращении камия происходит его обработка. По мере перемещения ка.мня по винтовым канавкам за счет разного шага на барабанах камень постепенно наклоняется, соответственно обрабатываясь. Одна из катушек 3 является тяговой, она приводится во вращение от двухступенчатого червячного редуктора 7 через коническую пару 8.
Противоположная катушка тормозится для обеспечения натяжения проволоки тормозным устройством 9. От этого же редуктора 7 через коническую и цилиндрическую пары передается вращение на валик нанесения абразива. Редуктор приводится во вращение от двигателя 10 через клиноременную
передачу 11.
С входного вала редуктора через коническую пару 12 и червячную передачу 13 передается вращение резиновым барабанам 1 и 2.
Предмет изобретения
Станок для олнвирования отверстий в часовых и приборных камнях, содержащий два резиновых барабана с винтовыми канавками, валик для подачи ал,мазной суспензии и катушки для перемотки проволоки, отличающийся тем, что, с целью сокращения сколообразования и повышения качества оливирования отверстий камней, резиновые барабаны
выполнены с различным по величине шагом винтовой канавки и расположены параллельно друг другу.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для оливирования отверстия в часовых и приборных камнях | 1978 |
|
SU688347A2 |
| Станок для оливирования отверстийВ чАСОВыХ и пРибОРНыХ КАМНяХ | 1979 |
|
SU814774A2 |
| СТАНОК ДЛЯ ПОЛИРОВАНИЯ СКВОЗНЫХ ОТВЕРСТИЙ в ЧАСОВЫХ КАМНЯХ | 1964 |
|
SU165088A1 |
| Станок для полирования сквозных отверстий в заготовках часовых камней | 1959 |
|
SU130363A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КАНАЛА ВОЛОКИ ПРОВОЛОКОЙ | 1991 |
|
RU2014203C1 |
| Устройство для натяжения проволоки | 1973 |
|
SU444674A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ПРОВОЛОКИ ПРИ ЕЕ ПЕРЕМАТЫВАНИИ С ОДНОГО БУНТА НА ДРУГОЙ | 1939 |
|
SU63489A1 |
| Станок для намотки секций обмоток электрических машин | 1940 |
|
SU65434A1 |
| Устройство для перемотки и натяжения электрода-проволоки | 1983 |
|
SU1333490A1 |
| Машина для изготовления заготовок бумажных мешочков | 1985 |
|
SU1329994A1 |