Изобретение относится к технологии изготовления сборных предварительно-напряженных железобетонных изделий.
Цель изобретения - сокращение времени термообработки и увеличение оборачиваемости форм.
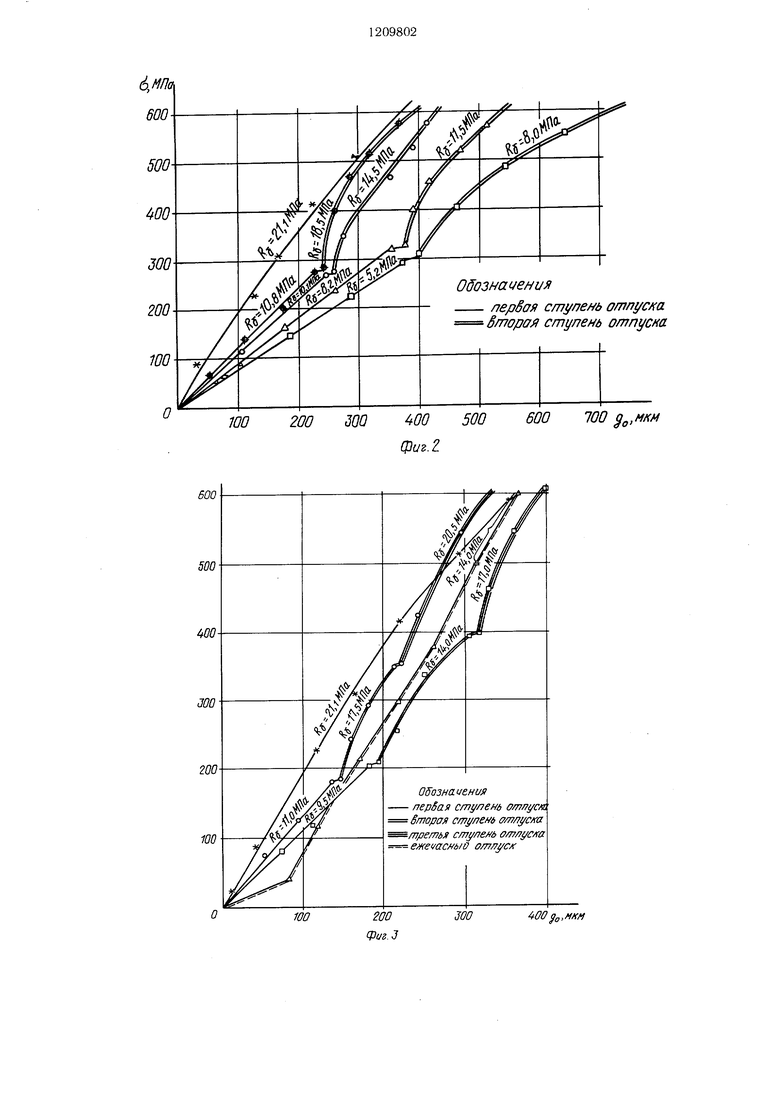
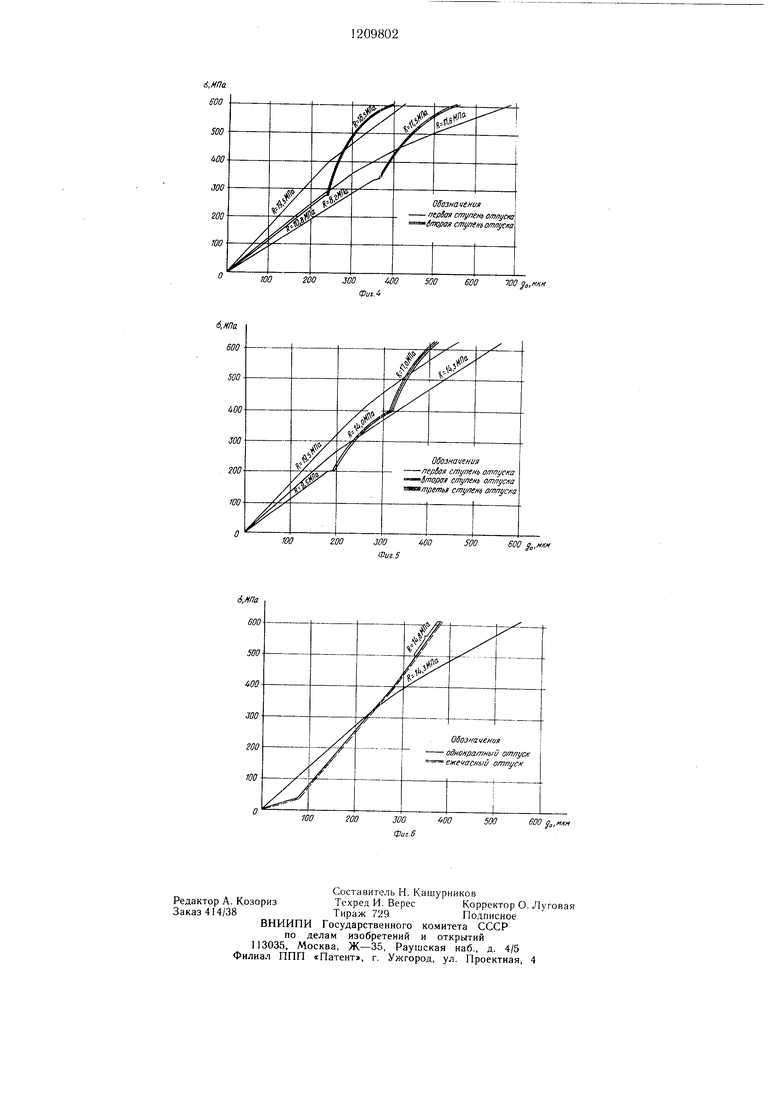
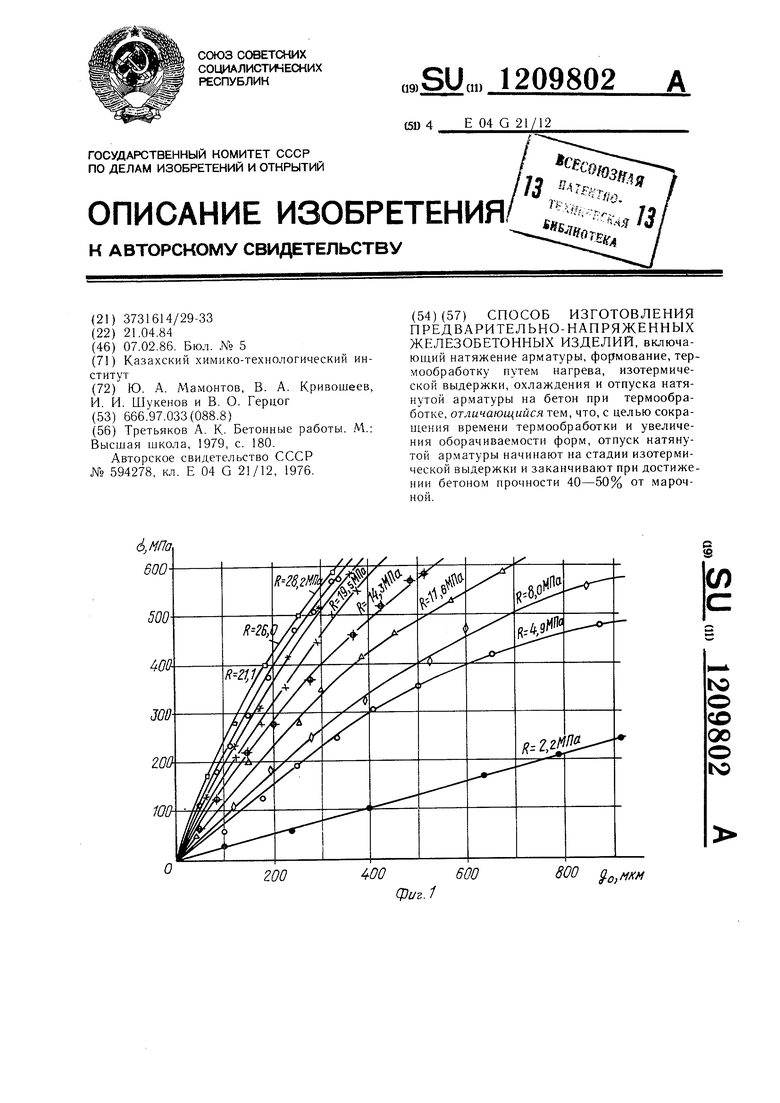
На фиг. 1 показан график зависимости влияния прочности бетона на величину проскальзывания арматуры при ее отпуске; на фиг. 2 - график зависимости проскальзывания арматуры от величины передаваемого напряжения и прочности бетона при двухступенчатом отпуске натяжения; на фиг. 3 - то же, при трехступенчатом и ежечасном отпуске арматуры; на фиг. 4-6 - графики зависимости влияния количества ступеней (две, три, ежечасно), отпуска натяжения на величину проскальзывания арматуры.
Сущность изобретения состоит в том, что отпуск предварительного натяжения арматуры на бетон осуществляют ступенчато при термообработке, начиная на стадии изотермической выдержки, и заканчивают при достижении бетоном прочности 40-50% от марочной. При этом в зоне передачи сжимающих усилий от арматуры происходит интенсивное упрочнение бетона.
Пример. В термоформы для балок 12X20X200 см закладывают два продольных каркаса, устанавливают и напрягают арматурный стержень 1 0 16 класса Ат-VI, укладывают и уплотняют бетонную смесь.
Свежеотформованное изделие подвергают термообра(5отке путем нагрева от 22 до 75°С за 3 ч с последующей изотер.мической
3-1-9+2,5 21,7
IL5 1
II 3+6+2,5 14,9 -Illllillli1ilil.5,8,5f 52 12 1,42 30,15
5+10+1 0+15+20+20 + 10+10 100--
- Время отпуска с момента изотермического прогрева, ч. Доля передаваемого напряжения от контролируемого, %.
выдержкой в течение 6 ч и охлаждения в течение 2,5 ч.
В процессе изотермической выдержки и охлаждения через каждый час ступенчато производят отпуск натяжения арматуры. После набора бетоном прочности 14,9 МПа через 8,5 ч, что составляет 40-50% от марочной прочности, отпуск натяжения заканчивают. При этом прочность бетона в зоне анкеровки арматуры достигает 70-80% от марочной.
Уменьшение передаточной прочности ниже 40% приводит к потере предварительного напряжения за счет ползучести бетона и значительному проскальзыванию арматуры. Увеличение передаточной прочности сверх 50% приводит к дополнительным затратам на тепловую обработку.
После охлаждения балок и 28-суточ- ного нормального хранения производят их испытание на изгиб.
Параллельно были изготовлены образцы по известному способу, в котором тепловую обработку проводили по режиму 3 + 9-4-2,5, а отпуск натяжения арматуры осуществляли по окончании изотермической выдержки в процессе охлаждения при дости- жении бетоном прочности 21,7 МПа, что составило 70-80% от марочной.
В таблице показаны результаты испытаний.
Таким образом, предложенный способ позволяет без снижения эксплуатационных качеств изделия снизить время тепловой обработки на 3 ч и соответственно увеличить оборачиваемость форм.
348
12,5 1,78 29,7
200 300 00 500 600 Фаг. г
Обозна1 ения
лерёоя ступень ошлус а ёторал ступень отпуска
100 д.мкм
600
00 д, мкм
200JOOWO
Фиг.5
Ж.обозначенияnfpSof ступень о/ппуст imufxrn сгпупеш amnycta третм cm//ne/tb
SOO
600 Q,,frfi
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления предварительно напряженных железобетонных изделий | 1987 |
|
SU1434061A1 |
| Способ изготовления предварительно напряженных железобетонных мостовых конструкций | 1989 |
|
SU1715639A1 |
| Способ изготовления предварительно напряженных железобетонных изделий | 1990 |
|
SU1756508A1 |
| Способ тепловлажностной обработкибЕТОННыХ издЕлий | 1979 |
|
SU850632A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ БЕТОНА | 1992 |
|
RU2078750C1 |
| Способ изготовления предварительно напряженных железобетонных изделий | 1976 |
|
SU594278A1 |
| Способ тепловой обработки бетонных и железобетонных изделий | 1982 |
|
SU1199749A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОЙ ЛЕНТЫ И ЛИНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2213151C1 |
| Способ автоклавной обработки бетонных изделий | 1982 |
|
SU1058948A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1973 |
|
SU371074A1 |
А.КПа
OSo3HutjeHfj odnofipamHtfiu o/nnycff efffev(fCff6w ошпус
300 фи:.6
400
500
Составитель Н. Кашурннков
Редактор А. КозоризТехред И. ВересКорректор О. Луговая
Заказ 414/38Тираж 7 9Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений н открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
| Третьяков А | |||
| К, | |||
| Бетонные работы | |||
| М.: Высшая школа, 1979, с | |||
| Переносный кухонный очаг | 1919 |
|
SU180A1 |
| Способ изготовления предварительно напряженных железобетонных изделий | 1976 |
|
SU594278A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
