Изобретение относится к сварке термопластичных материалов, в частности к устройствам для изготовления полых рукавов из пленочного материала, и может быть использовано, например, для производства волноводных систем из пленочных материалов.
Целью изобретения является повышение производительности устройства и улучшение качества длинномерных рукавов за счет осуществления контроля на герметичность продольных сварных швов в процессе изготовления рукава.
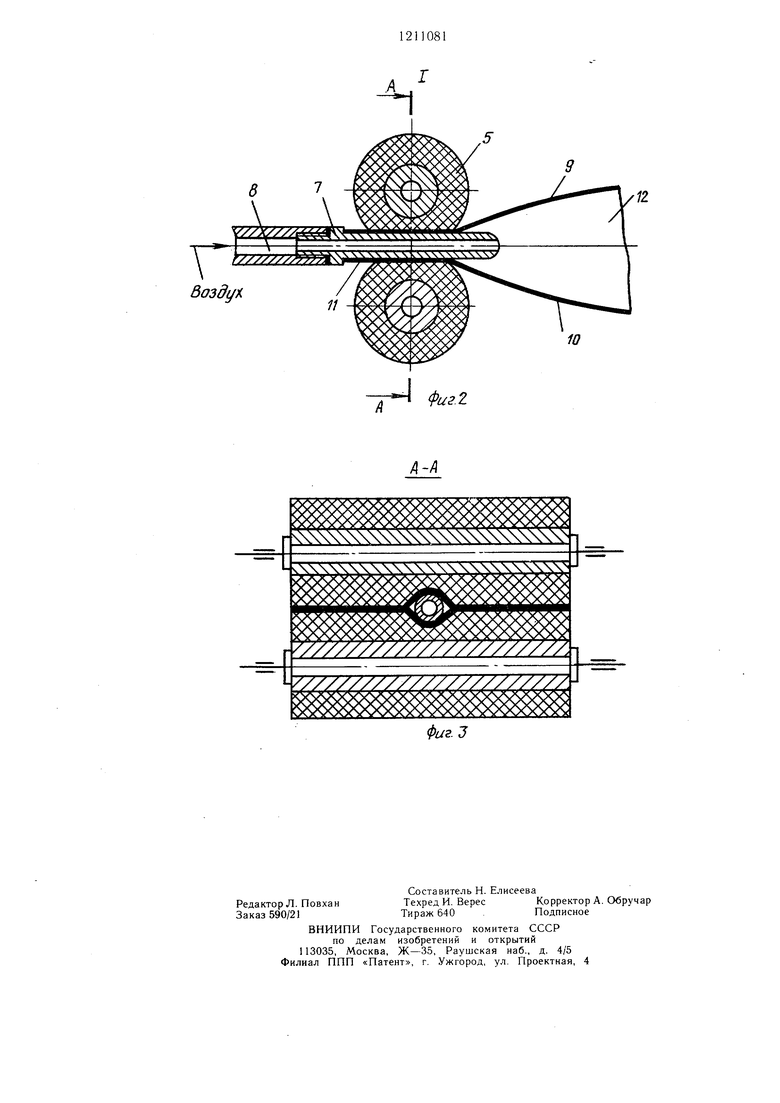
На фиг. 1 изображена упрош.енная схема устройства; на фиг. 2 - узел 1 на фиг. 1; на фиг. 3. - разрез А-А на фиг. 2.
Устройство для изготовления длинномерных рукавов из полимерных пленок содержит сварочный узел, включающий сварочные элементы 1 и опорный стол 2, направляющую 3 и разделительную 4 пластины, а также лентопротяжный механизм, включающий подающие валки 5, установленные после сварочного узла по ходу движения пленки. Между подающими валками 5 и сварочным узлом установлены зажимные валки 6. Подающие и зажимные валки выполнены из упругого материала, например резины, и служат для ограничения контролируемого участка рукава пленки. Устройство содержит также средство для создания избыточного давления газа в участке рукава, ограниченном подающими и зажимными валками, включающее иглу 7 для подачи сжатого воздуха в полость рукава через подающие валки 3, соединенную при помощи резьбы с металлической трубкой 8, которая связана с гибким шлангом подвода .сжатого воздуха (не показан).
Устройство работает следующим образом.
Пленочный материал в виде двух лент 9 и 10 наложенных друг на друга, при помощи лентопротяжного механизма подают на опорный стол 2 сварочного узла и сваривают, в результате чего образуется рукав 11. После прохождения рукавом 11 зоны подающих валков 5 лентопротяжного механизма перемещение его прекрапдают, сварочные элементы 1 . сварочного узла выводят из непосредственного контакта с лентами
9 и 10. Затем во внутренней полости 12 рукава 11 на изолированном участке, ограниченном валками 5 и 6, создают избыточное давление газа путем введения сжатого воздуха со стороны подающих валков 5 5. Для этого иглу 7 помещают между пленками в уже образованную зону рукава и сжимают валками 5. Поскольку валки 5 выполнены из упругого материала, то при их сжатии обеспечиваются условия для созда0 ния избыточного давленияпорядка
0,25 кгс/см в указанной зоне. После создания избыточного давления иглу 7 выводят из рукава, сварочные элементы 1 сварочного узла вводят в непосредственный контакт со свариваемыми лентами 9 и 10 и за счет
5 вращения валков 3 лентопротяжного механизма производят перемещение рукава 11. В процессе изготовления и перемещения рукава его последовательно пропускают через изолированный участок, ограниченный валками 5 и 6, с избыточным давлением воздуха и по поддержанию давления во внутренней полости 12 рукава 11 на данном изолированном участке судят о герметичности продольных сварных щвов.
Контроль на герметичность сварных
5 швов рукава в процессе его изготовления можно вести визуально или помещая указанный изолированный участок рукава в водяную ванну, или промазывая сварные швы с наружи мыльным раствором, т. е. используя известный технологический прием.
0 Паличие избыточного давления во внутренней полости рукава на изолированном участке гарантирует- герметичность продольных сварных швов при изготовлении рукавов заданной длины. При нарушении технологического процесса устраняется причина нарушения и технологический процесс сварки продолжается.
При изготовлении рукавов в соответствии с изобретением во внутренней полости изолированного участка рукава длиной 0,8 м
д избыточное давление воздуха равное 0,25 кгс/см создается в течение 15 с, а затем контроль на герметичность продольных сварных швов осуществляется в процессе изготовления рукава, длина которого может составлять несколько сотен метров.
Возду)(
10
Фиг.2.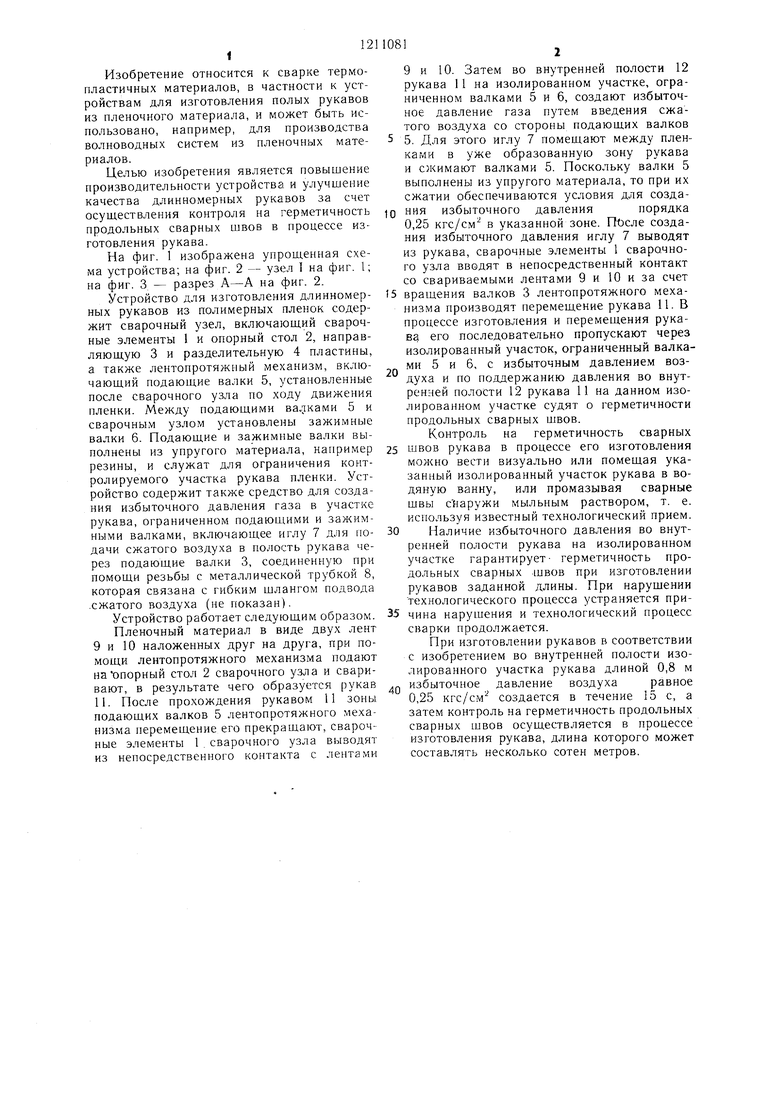
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления мешков из рукавного термопластичного материала | 1978 |
|
SU791549A1 |
| Устройство для сварки полимерных пленок | 1982 |
|
SU1098807A1 |
| Устройство для изготовления рукавов из полимерных пленок | 1980 |
|
SU927523A1 |
| ТРУБОСВАРОЧНАЯ КЛЕТЬ | 2009 |
|
RU2392076C1 |
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ПАКЕТОВ И РУКАВОВ | 2005 |
|
RU2299841C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ИСКЛЮЧАЮЩЕГО ЗАГРЯЗНЕНИЕ ПЕРЕСЫПАНИЯ ПОРОШКОВ И ТВЕРДЫХ ВЕЩЕСТВ, А ТАКЖЕ НОВОЕ ПРИМЕНЕНИЕ СВАРИВАЕМОГО И ОТСЛАИВАЮЩЕГОСЯ ПЛЕНОЧНОГО РУКАВА | 2007 |
|
RU2450959C2 |
| Устройство для многоэлектродной дуго-ВОй СВАРКи | 1979 |
|
SU804282A1 |
| СЖИМАЕМАЯ БУТЫЛКА, СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ДЛЯ ТАКОЙ БУТЫЛКИ И СИСТЕМА ВЫДАЧИ БУТЫЛОК, НАПОЛНЕННЫХ НАПИТКОМ | 2010 |
|
RU2524001C2 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ТРУБОПРОВОДА | 2007 |
|
RU2337270C1 |
| Способ непрерывного изготовления гибких рукавов из ленточного полимерного материала и установка для его осуществления | 1987 |
|
SU1622150A1 |
Ч
У/////////////////////.
////////7//////////////.
Редактор л. Повхан Заказ 590/2
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
Фиг. J
Составитель Н. Елисеева
Техред И. ВересКорректор А. Обручар
Тираж 640Подписное
| Устройство для непрерывного изготовления трубчатых изделий из термопластичных полосовых материалов | 1977 |
|
SU655295A3 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для изготовления рукавов из полимерных пленок | 1980 |
|
SU927523A1 |
| Солесос | 1922 |
|
SU29A1 |
