2. Установка по п. 1, отличающаяся тем, что она снабжена штангой и командоаппаратом, установленными соответственно на прессовой плите и основании.
Изобретение относится .к литейному производству, в частности к из готовлению безопочных форм с вертикальным разъемом стопки.
Цель изобретения - уменьшение габаритов и повышение равномерности распре;деления плотности смеси по сечению формы.
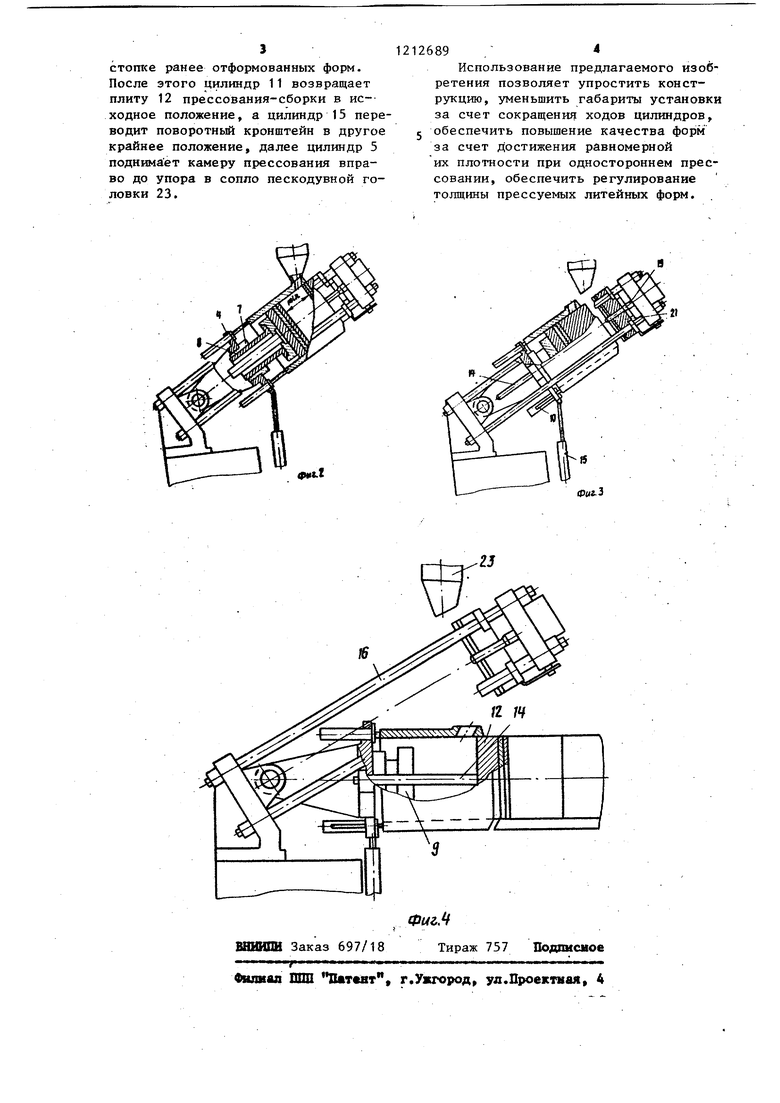
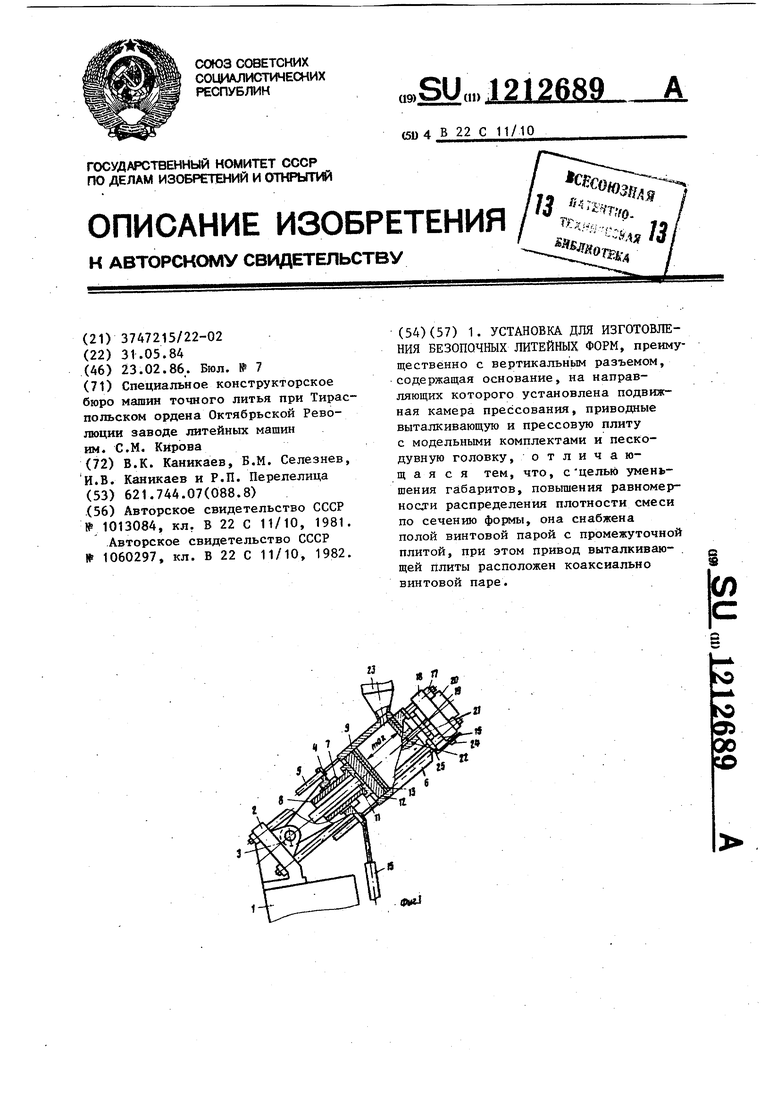
На фиг. 1 показана установка для изготовления безопочных литейны форм с вертикальньм разъемом стопки настроенная на максимальную толщину стопки на фиг. 2 - то же, настроенная на получение литейной формы минимальной тохнцины; на фиг. 3 - то же, положение после окончания операции прессования, на фиг. 4 - то же, положение в момент окончания сборки стопки литейных форм.
Установка содержит основание 1, на котором закреплен силовой кронштейн 2. В проушинах кронштейна осями 3 закреплен поворотный кронштейн 4, на котором смонтированы цилиндры
5управления камерой 6 прессования и гайка 7 винтовой пары с винтом 8, взаимодействуилдим с управляемой . промежуточной плитой 9. Камера
6прессования снабжена скалками 10, взаимоде йствующими с поворотным кронштейном 4. На промежуточной плите 9 закреплен цилиндр 11 сборки шток которого взаимодействует с плитой 12 прессования-сборки и с модельной плитой 13. Плита 12 прессования-сборки снабжена скалками 14 взаимодействзтощими с поворотным кронштейном 4, который управляется штоком цилиндра 15, закрепленного на основании 1 (не показано). К силовому кронштейну 2 при помощи колонн 16 с гайками 17 закреплена неподвижная плита 18 на которой смонтированы скалки 19 и цилиндр 20 прессования. На штоке цилиндра 20
3. Установка по п. 1, о т л и- ,чающаяся тем, что основание .выполнено в виде связанных между собой силового и поворотного кронштейнов, причем на последнем закреплены винтовая пара, привод камеры прессования и направляющие.
установлена плита 21 прессования с модельной плитой 22. При этом плита 21 прессования взаимодействует с колоннами 16.
. Устройство работает следующим образом.
В исходном положении цилиндрами
5камера прессования 6 прижата к соплу пескодувной головки 23 и v
скалками 19 ориентирована относи- ;.тельно плиты 18, которая колоннами 16 взаимосвязана с силовым кронштейном 2 и плитой 21 прессования. При этом последняя введена в каме5 ру 6 прессования, которая ориентирована скалками 10 относительно поворотного кронштейна 4, а плита 12 прессования-сборки - скалками 14 относительно кронштейна 4. Через
0 сопло 23 производится вдув мого материала, далее цилиндром 20 и плитой 21 прессования производится прессование. При этом происходит . перемещение относительно командо5 аппарата 24 штанги 25. После некоторого хода плиты 21 прессования штанга 25 включает командоаппарат 24, который включает ход цилиндров 5, и камера 6 прессования начинает дви0 жение совместно с плитой 21 прессования в ту же сторону, т.е. происходит дрпрессовка, но так как камера
6.прессования движется совместно с плитой 21 прессования, то происходит прессование и с другой стороны. После окончания операции прессования цилиндром 20 плита 21 прессования отводится в исходное положение, а камера 6 прессования цилиндрами5 - в крайнее левое положение, после чего дается команда на поворот, и цилиндр 15 приводит камеру 6 прессования в положение сборки стопки. Далее цилиндром 11 и плитой 12 прессования-сборки литейная форма подается на сборку, где примыкает к
5
ранее отформованных форм. После этого цилиндр 11 возвращает плиту 12 прессования-сборки в исходное положение, а цилиндр 15 переводит поворотный кронштейн в другое крайнее положение, далее цилиндр 5 поднимает камеру прессования вправо до упора в сопло пескодувной головки 23.
212689 /
Использование предлагаемого изобретения позволяет упростить конструкцию, уменьшить габариты установки за счет сокращения ходов цилиндров, 5 обеспечить повышение качества форм за счет достижения равномерной их плотности при одностороннем прессовании, обеспечить регулирование толщины прессуемых литейных форм.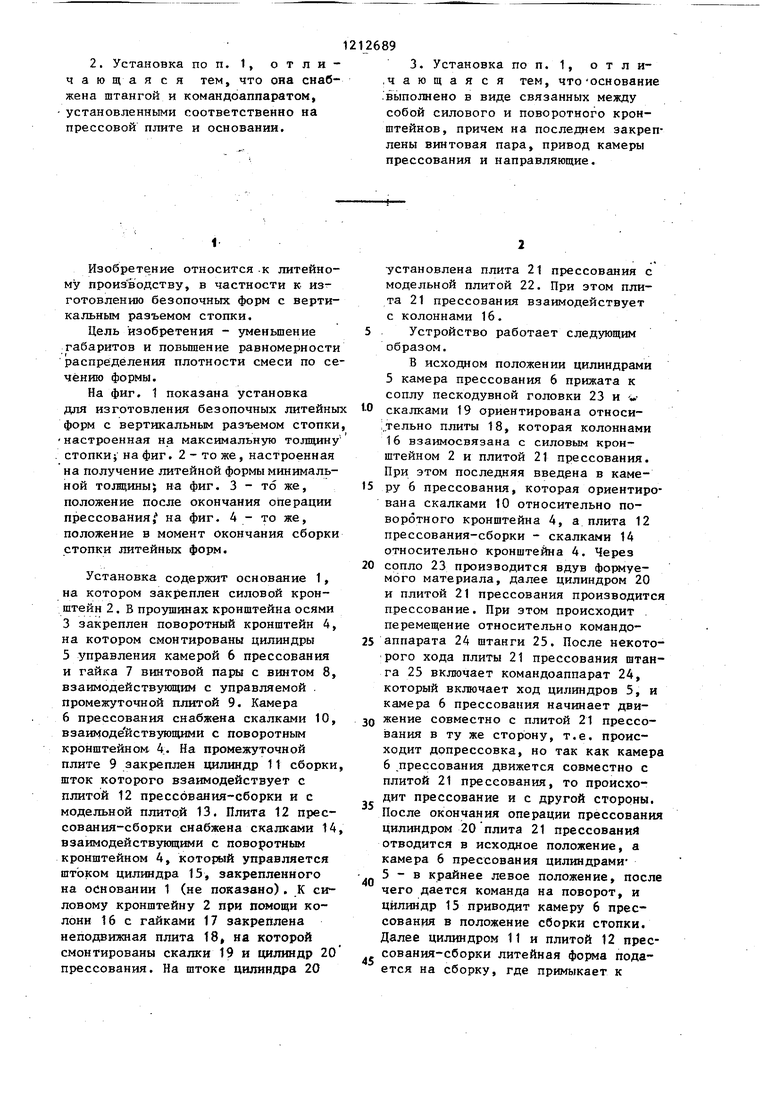
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для горизонтально-стопочной безопочной формовки | 1985 |
|
SU1253712A1 |
| Установка для горизонтально-стопочной безопочной формовки | 1978 |
|
SU738749A1 |
| Агрегат безопочной горизонтально-стопочной формовки,сборки и простановки стержней | 1983 |
|
SU1125089A1 |
| Установка для горизонтально-стопочной формовки | 1983 |
|
SU1202693A1 |
| Автомат безопочной стопочной формовки | 1980 |
|
SU944749A1 |
| Установка для горизонтально-стопочной формовки | 1981 |
|
SU1013084A1 |
| Формовочный блок безопочной формовки | 1981 |
|
SU1028417A1 |
| Установка для изготовления безопочных литейных форм | 1983 |
|
SU1109240A1 |
| Машина для изготовления безопочных литейных форм | 1982 |
|
SU1060297A1 |
| Формовочная машина | 1986 |
|
SU1407658A1 |
Ф.
, Фиг.
ВЮШПИ Заказ 697/18 Тираж 757 Подписное
Г
Фшшаа ШШ т«вт , г.Ужгород ул.Проектная, 4
